También podría gustarte
- Norma Astm 100 Tipos de AceroDocumento9 páginasNorma Astm 100 Tipos de AceroRuben Tugu100% (1)
- Contrato A Suma GlobalDocumento4 páginasContrato A Suma GlobalGerardo Solorzano100% (2)
- Uniones Entre Átomos. ActividadesDocumento59 páginasUniones Entre Átomos. Actividadesanarimi100% (1)
- Base PROMASTIC 89 MP 1Documento2 páginasBase PROMASTIC 89 MP 1Jesus YarlequeAún no hay calificaciones
- Encargo FiduciarioDocumento1 páginaEncargo FiduciarioRuben TuguAún no hay calificaciones
- Calidad y Control de Obras PDFDocumento40 páginasCalidad y Control de Obras PDFAlexander Quico ArceAún no hay calificaciones
- Ruben Tugulinago - Foro 1Documento2 páginasRuben Tugulinago - Foro 1Ruben TuguAún no hay calificaciones
- Chova AcusticaDocumento164 páginasChova AcusticaRuben TuguAún no hay calificaciones
- RUBRICA 4 GrupalDocumento1 páginaRUBRICA 4 GrupalRuben TuguAún no hay calificaciones
- 5 PDF en La Fuente Barreras AcusticasDocumento34 páginas5 PDF en La Fuente Barreras AcusticasRuben TuguAún no hay calificaciones
- Técnica de Recolección de Datos A Implementar en Mi ProyectoDocumento2 páginasTécnica de Recolección de Datos A Implementar en Mi ProyectoRuben TuguAún no hay calificaciones
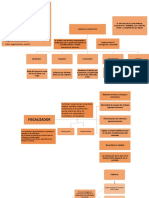
- Administración y fiscalización de obrasDocumento14 páginasAdministración y fiscalización de obrasRuben TuguAún no hay calificaciones
- Tarea en ClaseDocumento1 páginaTarea en ClaseRuben TuguAún no hay calificaciones
- Tarea 14Documento10 páginasTarea 14Ruben TuguAún no hay calificaciones
- Planilla AnalisisDocumento1 páginaPlanilla AnalisisRuben TuguAún no hay calificaciones
- RUBRICA 4 GrupalDocumento1 páginaRUBRICA 4 GrupalRuben TuguAún no hay calificaciones
- Calidad y Control de Obras PDFDocumento40 páginasCalidad y Control de Obras PDFAlexander Quico ArceAún no hay calificaciones
- Perfil Gerente Fiscalizador AdministradorDocumento4 páginasPerfil Gerente Fiscalizador AdministradorRuben TuguAún no hay calificaciones
- 4 Nov 15 PDFDocumento79 páginas4 Nov 15 PDFRuben TuguAún no hay calificaciones
- Compra PublicaDocumento4 páginasCompra PublicaRuben TuguAún no hay calificaciones
- 4 Nov 15 PDFDocumento79 páginas4 Nov 15 PDFRuben TuguAún no hay calificaciones
- Re FerentesDocumento4 páginasRe FerentesRuben TuguAún no hay calificaciones
- Patri Moni oDocumento7 páginasPatri Moni oRuben TuguAún no hay calificaciones
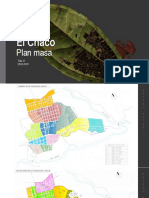
- Exposición Plan MasaDocumento11 páginasExposición Plan MasaRuben TuguAún no hay calificaciones
- Nazario ChacónDocumento1 páginaNazario ChacónRuben RubenAún no hay calificaciones
- Ord-3457 - Normas de Arquitectura y UrbanismoDocumento237 páginasOrd-3457 - Normas de Arquitectura y UrbanismoJavier Muñoz Reascos100% (1)
- Ordenanza N.52Documento20 páginasOrdenanza N.52Ruben TuguAún no hay calificaciones
- Clases DianpositivasDocumento62 páginasClases DianpositivasRuben TuguAún no hay calificaciones
- Programaarquitectonicodeterminal 100420145926 Phpapp01 PDFDocumento5 páginasProgramaarquitectonicodeterminal 100420145926 Phpapp01 PDFNiels Simbron SolierAún no hay calificaciones
- Tecnicas Reforzamiento Estructuras Construidas Concreto Deficiencias EstructuralesDocumento31 páginasTecnicas Reforzamiento Estructuras Construidas Concreto Deficiencias EstructuralesYonathan Yesghar Pacheco CervantesAún no hay calificaciones
- MSDS Carbón ActivadoDocumento2 páginasMSDS Carbón ActivadoJean Marco Diaz AgredaAún no hay calificaciones
- Ejercicios Equilibrio Quimico (Calixto-2154Documento15 páginasEjercicios Equilibrio Quimico (Calixto-2154Yael CalixtoAún no hay calificaciones
- Gestión de Reactivos Químicos en Laboratorios de La Universidad NacionalDocumento18 páginasGestión de Reactivos Químicos en Laboratorios de La Universidad NacionalsansoneteAún no hay calificaciones
- Caducidad productos BlastoDocumento2 páginasCaducidad productos BlastoCarlos Alonso De Los Santos VelásquezAún no hay calificaciones
- Informe YuraDocumento17 páginasInforme YuraMarie KauwelaAún no hay calificaciones
- UNIVERSIDAD NACIONAL FEDERICO VILLARREAL METROLOGIA CIENTIFICADocumento3 páginasUNIVERSIDAD NACIONAL FEDERICO VILLARREAL METROLOGIA CIENTIFICAEvelynAún no hay calificaciones
- Documento QuimicaDocumento10 páginasDocumento QuimicajuanAún no hay calificaciones
- ArcelorMittal - Sections MBDocumento184 páginasArcelorMittal - Sections MBHenriqueAún no hay calificaciones
- Producción de Bebidas Alcóholicas DestiladasDocumento60 páginasProducción de Bebidas Alcóholicas DestiladasRuben MarquezAún no hay calificaciones
- Nombre Descripción Uso IlustraciónDocumento7 páginasNombre Descripción Uso Ilustración11A Araúz SaraAún no hay calificaciones
- Banco de Preguntas y RespuestasDocumento58 páginasBanco de Preguntas y RespuestasMari PeñaAún no hay calificaciones
- Variación de La Viscosidad Con La Temperatura y El PHDocumento22 páginasVariación de La Viscosidad Con La Temperatura y El PHJimm Krry0% (1)
- QuitinaDocumento4 páginasQuitinaJazmin JaraAún no hay calificaciones
- Ejercicios Form InorganicaDocumento9 páginasEjercicios Form InorganicaRaycoAún no hay calificaciones
- MM-AIR-09 DETERMINACIÓN DE VOCs Fugitivas y ÁreaDocumento22 páginasMM-AIR-09 DETERMINACIÓN DE VOCs Fugitivas y ÁreaSebastian PalaciosAún no hay calificaciones
- Cristalización de Rubíes - Victoria López-AcevedoDocumento6 páginasCristalización de Rubíes - Victoria López-AcevedoManuel Francisco de PereaAún no hay calificaciones
- Taller 4 Hibridación UNRN 2021Documento4 páginasTaller 4 Hibridación UNRN 2021More.e LopezAún no hay calificaciones
- Mario Rodriguez TesisDocumento69 páginasMario Rodriguez TesisDiego Chicaíza FinleyAún no hay calificaciones
- Sistemas de RemediacionDocumento21 páginasSistemas de RemediacionAlexAún no hay calificaciones
- Lubricantes OcularesDocumento8 páginasLubricantes OcularesElle DriverAún no hay calificaciones
- Guia Mayo 2021 PDFDocumento25 páginasGuia Mayo 2021 PDFinkpresionpublicidadAún no hay calificaciones
- Tarea 3.4 Aplicaciones Sensores ElectroquímicosDocumento8 páginasTarea 3.4 Aplicaciones Sensores ElectroquímicosNuñez Jeff StAún no hay calificaciones
- 8-FIBRAS PoliesterDocumento14 páginas8-FIBRAS PoliesterVALENTIN TELLOAún no hay calificaciones
- UNIBAR-BIOQUIMICA-NUCLEOTIDOSDocumento4 páginasUNIBAR-BIOQUIMICA-NUCLEOTIDOSPrime VideoAún no hay calificaciones
- Guia-2-Determinación de Limpieza y Saturación-Grupo 1Documento10 páginasGuia-2-Determinación de Limpieza y Saturación-Grupo 1nallelytomalaAún no hay calificaciones
- Quimica 05, Parcial 1Documento13 páginasQuimica 05, Parcial 1Lola MontiolessAún no hay calificaciones
- Practica 2Documento11 páginasPractica 2SthefiiEnriquezAún no hay calificaciones
- Boletin 2 Resuelto CTM DiagramasDocumento8 páginasBoletin 2 Resuelto CTM Diagramasxx6vhyj4cmAún no hay calificaciones