También podría gustarte
- Az-900 CuestionarioDocumento30 páginasAz-900 CuestionarioArturo SSAún no hay calificaciones
- Qué Es El KTNO o Capital de Trabajo Neto OperativoDocumento10 páginasQué Es El KTNO o Capital de Trabajo Neto OperativoISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Capitalismo en Las Selvas. Chaco. Lorena - Cordoba - Federico - Bossert - and - Nico PDFDocumento307 páginasCapitalismo en Las Selvas. Chaco. Lorena - Cordoba - Federico - Bossert - and - Nico PDFvalidez67% (3)
- Analisis HAZOP de Una Estacion de ServiciosDocumento198 páginasAnalisis HAZOP de Una Estacion de ServiciosAndreina Moreno Sanchez100% (2)
- Evidencia 11 Informe de Acciones Correctivas y PreventivasDocumento3 páginasEvidencia 11 Informe de Acciones Correctivas y PreventivasISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
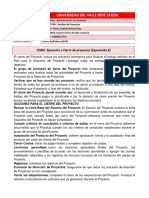
- Informe Ejecucion y Cierre 9Documento2 páginasInforme Ejecucion y Cierre 9ISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Carta para Solicitud Cruz RojaDocumento1 páginaCarta para Solicitud Cruz RojaISABEL CRISTINA GIRALDO VALENCIA50% (2)
- Informe No 3.1 - Syp. Cama para PerrosDocumento19 páginasInforme No 3.1 - Syp. Cama para PerrosISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Planificación de Proyectos (Exposición 6)Documento2 páginasPlanificación de Proyectos (Exposición 6)ISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Expo ConwipDocumento3 páginasExpo ConwipISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Ejemplo ConwipDocumento2 páginasEjemplo ConwipISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Tabla No. 2 "Definición de Requerimientos Funcionales y NoDocumento2 páginasTabla No. 2 "Definición de Requerimientos Funcionales y NoISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Factores Que Afectan El Sector LacteoDocumento2 páginasFactores Que Afectan El Sector LacteoISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Logistica de Distribución de Productos PerecederosDocumento21 páginasLogistica de Distribución de Productos PerecederosISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Evidencia 1 Procedimientos Operativos para Operaciones LogísticasDocumento15 páginasEvidencia 1 Procedimientos Operativos para Operaciones LogísticasISABEL CRISTINA GIRALDO VALENCIA100% (1)
- Muestreo de AceptacionDocumento1 páginaMuestreo de AceptacionISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Evidencia 9 Procedimiento Operativo para Flujo de Materiales y de PersonalDocumento10 páginasEvidencia 9 Procedimiento Operativo para Flujo de Materiales y de PersonalISABEL CRISTINA GIRALDO VALENCIA100% (1)
- Circuito #3Documento7 páginasCircuito #3ana hernandez ignacioAún no hay calificaciones
- Informe Conferencia ConcretoDocumento2 páginasInforme Conferencia ConcretoJamil Chahua SotomayorAún no hay calificaciones
- Solucionario-Seguridad MineraDocumento11 páginasSolucionario-Seguridad MineraAraxiel Demon KingAún no hay calificaciones
- Problemas Tema1Documento7 páginasProblemas Tema1Cristian Rocha JácomeAún no hay calificaciones
- 121 474 1 PBDocumento6 páginas121 474 1 PBAngheloHolguinSilvaAún no hay calificaciones
- Preguntas y Respuestas de Entrevista - Diego Gutiérrez UCT 22 Marzo 2021Documento2 páginasPreguntas y Respuestas de Entrevista - Diego Gutiérrez UCT 22 Marzo 2021Diego GutierrezAún no hay calificaciones
- ACTIVIDADDocumento3 páginasACTIVIDADL Jhoana RBaronAún no hay calificaciones
- Procesos de Manufactura I - Teoría UNIDocumento68 páginasProcesos de Manufactura I - Teoría UNIJesus ChancatumaAún no hay calificaciones
- Practica Num. 4 DispositivosDocumento6 páginasPractica Num. 4 DispositivosLuis BufoteninaAún no hay calificaciones
- Power Logic Medidor de ConsumoDocumento110 páginasPower Logic Medidor de ConsumoedhardesssAún no hay calificaciones
- Automatizacion ProyectoDocumento4 páginasAutomatizacion ProyectoAbraham QuinteroAún no hay calificaciones
- Actividad 2Documento26 páginasActividad 2cristian lesmesAún no hay calificaciones
- Basilio SanchezDocumento1 páginaBasilio Sanchezluis wongAún no hay calificaciones
- Trabajo Previo 4Documento9 páginasTrabajo Previo 4César SGAún no hay calificaciones
- Decreto Sobre Software Libre VenezuelaDocumento3 páginasDecreto Sobre Software Libre VenezuelaContrato ColectivoAún no hay calificaciones
- Implementacion de Un Sistema de MonitoreDocumento366 páginasImplementacion de Un Sistema de MonitorePatricia QuispeAún no hay calificaciones
- Canal Guayabo-Cumbil Alto OkDocumento45 páginasCanal Guayabo-Cumbil Alto OkSantiago DionicioAún no hay calificaciones
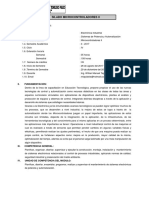
- Silabo Microcontroladores II - 2017Documento7 páginasSilabo Microcontroladores II - 2017Manuel TapiaAún no hay calificaciones
- IND 414 - CONSIND-1 - Construccion de Edificios Industriales-JLGRDocumento60 páginasIND 414 - CONSIND-1 - Construccion de Edificios Industriales-JLGRLUIS VEIMAR CALLE ACHOAún no hay calificaciones
- Borrado Seguro de Discos SSD y HDDDocumento6 páginasBorrado Seguro de Discos SSD y HDDjose navarroAún no hay calificaciones
- Ofimática (Syllabus)Documento21 páginasOfimática (Syllabus)dennysgz02Aún no hay calificaciones
- Trabajo de Titulación AZUAYDocumento168 páginasTrabajo de Titulación AZUAYAdrian Chicaiza FioranoAún no hay calificaciones
- 930XC Manual SpanishDocumento59 páginas930XC Manual Spanishcarlos arturo urquijoAún no hay calificaciones
- Matriz de IPERC para Transporte de Carga y PasajerosDocumento8 páginasMatriz de IPERC para Transporte de Carga y PasajerosJonathan BedwellAún no hay calificaciones
- Portada MINIKLAVDocumento3 páginasPortada MINIKLAVmarydemoya90Aún no hay calificaciones
- Consolidado 1 Diagnostico EmpresarialDocumento51 páginasConsolidado 1 Diagnostico EmpresarialDyanaAún no hay calificaciones
- Peru DCPT520wDocumento2 páginasPeru DCPT520wMaster Computo Redes HardAún no hay calificaciones