También podría gustarte
- Escrito de Descargo Ante La Contraloria General de La RepublicaDocumento4 páginasEscrito de Descargo Ante La Contraloria General de La RepublicaEdgar Martinez Galindo84% (31)
- Nuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeDe EverandNuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeAún no hay calificaciones
- Nuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileDe EverandNuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileAún no hay calificaciones
- AUTOMAZIONE DEL METODO 'GIALLI E ROSSI' . Come gestire le fasi di lavoro con un CAD generico ed ottenere in maniera automatica le tavole attuale, comparativa e di fine lavoriDe EverandAUTOMAZIONE DEL METODO 'GIALLI E ROSSI' . Come gestire le fasi di lavoro con un CAD generico ed ottenere in maniera automatica le tavole attuale, comparativa e di fine lavoriAún no hay calificaciones
- Il metodo Six Sigma: Aumentare la qualità e la coerenza della vostra attivitàDe EverandIl metodo Six Sigma: Aumentare la qualità e la coerenza della vostra attivitàAún no hay calificaciones
- Mappatura del flusso di valore: Ridurre gli sprechi e massimizzare l'efficienzaDe EverandMappatura del flusso di valore: Ridurre gli sprechi e massimizzare l'efficienzaAún no hay calificaciones
- Come applicare la contabilità industriale e il diagramma di redditivitàDe EverandCome applicare la contabilità industriale e il diagramma di redditivitàAún no hay calificaciones
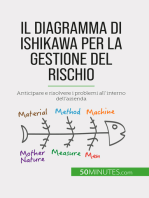
- Il diagramma di Ishikawa per la gestione del rischio: Anticipare e risolvere i problemi all'interno dell'aziendaDe EverandIl diagramma di Ishikawa per la gestione del rischio: Anticipare e risolvere i problemi all'interno dell'aziendaAún no hay calificaciones
- Visione artificiale: Approfondimenti sul mondo della visione artificialeDe EverandVisione artificiale: Approfondimenti sul mondo della visione artificialeAún no hay calificaciones
- Robot automatizzato per l'ispezione a raggi X: Migliorare il controllo di qualità attraverso la visione artificialeDe EverandRobot automatizzato per l'ispezione a raggi X: Migliorare il controllo di qualità attraverso la visione artificialeAún no hay calificaciones
- Benchmarking: Misurare e migliorare le prestazioni dell'aziendaDe EverandBenchmarking: Misurare e migliorare le prestazioni dell'aziendaAún no hay calificaciones
- La scheda di valutazione bilanciata: Trasformate i vostri dati in una tabella di marcia verso il successoDe EverandLa scheda di valutazione bilanciata: Trasformate i vostri dati in una tabella di marcia verso il successoAún no hay calificaciones
- Consenso del campione casuale: Stima robusta nella visione artificialeDe EverandConsenso del campione casuale: Stima robusta nella visione artificialeAún no hay calificaciones
- L'evoluzione della qualità. Il Total Quality Management (TQM)De EverandL'evoluzione della qualità. Il Total Quality Management (TQM)Aún no hay calificaciones
- Stima del movimento: Progressi e applicazioni nella visione artificialeDe EverandStima del movimento: Progressi e applicazioni nella visione artificialeAún no hay calificaciones
- Scrum - Guida Pratica Definitiva alle Pratiche della Metodologia di Sviluppo Agile!De EverandScrum - Guida Pratica Definitiva alle Pratiche della Metodologia di Sviluppo Agile!Aún no hay calificaciones
- La creazione di valore nel settore delle energie rinnovabili - Due modelli valutativi a confronto: Due modelli valutativi a confrontoDe EverandLa creazione di valore nel settore delle energie rinnovabili - Due modelli valutativi a confronto: Due modelli valutativi a confrontoAún no hay calificaciones
- Regolazione del pacchetto: Ottimizzazione dei dati visivi per una ricostruzione precisaDe EverandRegolazione del pacchetto: Ottimizzazione dei dati visivi per una ricostruzione precisaAún no hay calificaciones
- Controllare la pesatrice: Rivoluzionare il controllo qualità con la visione artificialeDe EverandControllare la pesatrice: Rivoluzionare il controllo qualità con la visione artificialeAún no hay calificaciones
- La catena del valore di Michael Porter: Sbloccate il vantaggio competitivo della vostra aziendaDe EverandLa catena del valore di Michael Porter: Sbloccate il vantaggio competitivo della vostra aziendaAún no hay calificaciones
- Sistema di gestione del colore: Ottimizzazione della percezione visiva negli ambienti digitaliDe EverandSistema di gestione del colore: Ottimizzazione della percezione visiva negli ambienti digitaliAún no hay calificaciones
- Contapersone: Sbloccare insight attraverso Visual AnalyticsDe EverandContapersone: Sbloccare insight attraverso Visual AnalyticsAún no hay calificaciones
- Panoramica sulle principali metodologie per la sicurezza in ambito automotiveDe EverandPanoramica sulle principali metodologie per la sicurezza in ambito automotiveAún no hay calificaciones
- Gestire progetti e commesse di produzione con Ms ProjectDe EverandGestire progetti e commesse di produzione con Ms ProjectAún no hay calificaciones
- Visualizza la sintesi: Esplorare le prospettive nella visione artificialeDe EverandVisualizza la sintesi: Esplorare le prospettive nella visione artificialeAún no hay calificaciones
- Le cinque forze di Porter: Comprendere le forze competitive e rimanere in testa alla concorrenzaDe EverandLe cinque forze di Porter: Comprendere le forze competitive e rimanere in testa alla concorrenzaAún no hay calificaciones
- Strategia d'impresa e controllo di gestione: Le condizioni che favoriscono la crescita e l'aumento della redditività dell'impresaDe EverandStrategia d'impresa e controllo di gestione: Le condizioni che favoriscono la crescita e l'aumento della redditività dell'impresaAún no hay calificaciones
- Gestione della catena di fornitura militare: Dalla distribuzione alla vittoria, padroneggiando la danza della logisticaDe EverandGestione della catena di fornitura militare: Dalla distribuzione alla vittoria, padroneggiando la danza della logisticaAún no hay calificaciones
- La nuova ISO 9001: 2015: Come adeguare il Sistema di Gestione per la Qualità certificato (in modo pratico e senza rischi)De EverandLa nuova ISO 9001: 2015: Come adeguare il Sistema di Gestione per la Qualità certificato (in modo pratico e senza rischi)Calificación: 4 de 5 estrellas4/5 (1)
- App Store Optimization (ASO): La Guida per Promuovere le Tue AppDe EverandApp Store Optimization (ASO): La Guida per Promuovere le Tue AppAún no hay calificaciones
- Cross Domain Tracking Il tracciamento Multidominio con Google Universal AnalyticsDe EverandCross Domain Tracking Il tracciamento Multidominio con Google Universal AnalyticsAún no hay calificaciones
- Il Trading Algoritmico: Strategie per Guadagnare in Modo Automatico sui Mercati FinanziariDe EverandIl Trading Algoritmico: Strategie per Guadagnare in Modo Automatico sui Mercati FinanziariAún no hay calificaciones
- Modello di aspetto attivo: Sbloccare la potenza dei modelli di aspetto attivo nella visione artificialeDe EverandModello di aspetto attivo: Sbloccare la potenza dei modelli di aspetto attivo nella visione artificialeAún no hay calificaciones
- EnsambleDocumento5 páginasEnsambleMart CaminosAún no hay calificaciones
- Tipos de MercadoDocumento6 páginasTipos de MercadooscarAún no hay calificaciones
- Planteamiento de Ecuación. GA2 240201528 AA2 EV01Documento5 páginasPlanteamiento de Ecuación. GA2 240201528 AA2 EV01Mauricio OchoaAún no hay calificaciones
- MateriaDocumento376 páginasMateriaBruno SidotiAún no hay calificaciones
- Capítulo 8Documento22 páginasCapítulo 8Alejandra Salcedo100% (1)
- Tarea 10 de AdministracionDocumento6 páginasTarea 10 de AdministracionKarla TorresAún no hay calificaciones
- Nic 17Documento51 páginasNic 17Norbert Cordova GonzalesAún no hay calificaciones
- Ciclo Phva Nuevo 2Documento3 páginasCiclo Phva Nuevo 2Angie Sanchez AvilaAún no hay calificaciones
- Fundamentos ContablesDocumento67 páginasFundamentos ContablesNelson Echeverria GAún no hay calificaciones
- La Visión EmpresarialDocumento3 páginasLa Visión EmpresarialDiego AlvaradoAún no hay calificaciones
- ..Monografia de MerchandisingDocumento34 páginas..Monografia de MerchandisingKenny Maravi ObispoAún no hay calificaciones
- Ensayo Administracion de Operaciones 1Documento6 páginasEnsayo Administracion de Operaciones 1Jhon Jairo Pulido OrjuelaAún no hay calificaciones
- Posicionamiento La Batalla Por Su MenteDocumento9 páginasPosicionamiento La Batalla Por Su MenteSusgein Julissa Miranda CansingAún no hay calificaciones
- Asiento de Notas de Credito en Ventas y ComprasDocumento5 páginasAsiento de Notas de Credito en Ventas y ComprasFernando MoralesAún no hay calificaciones
- Reglamento Del Mercado Publico de Paraiso TabascoDocumento39 páginasReglamento Del Mercado Publico de Paraiso TabascoSaul MirandaAún no hay calificaciones
- La Empleabilidad - Una Competencia Personal y Una Responsabilidad SocialDocumento15 páginasLa Empleabilidad - Una Competencia Personal y Una Responsabilidad SocialDiego QuiñemanAún no hay calificaciones
- FILOSOFIADocumento4 páginasFILOSOFIAMishell Ruiz MallquiAún no hay calificaciones
- Bi QlikviewDocumento15 páginasBi Qlikviewe_corderoeAún no hay calificaciones
- Procedimiento AnaliticoDocumento18 páginasProcedimiento AnaliticoFer Trujillo100% (2)
- Contrato de Compraventa Pura y SimpleDocumento2 páginasContrato de Compraventa Pura y SimpleNelsimar LopezAún no hay calificaciones
- Adicionales ObraDocumento45 páginasAdicionales ObraCarlos Esteban Zorrilla Vargas100% (1)
- Trabajo de La Asignatura EmprendimientoDocumento17 páginasTrabajo de La Asignatura EmprendimientoSomebodyAún no hay calificaciones
- Carta de Hallazgo Eje 4Documento3 páginasCarta de Hallazgo Eje 4JHONATAN ARIZAAún no hay calificaciones
- Membrete PDFDocumento15 páginasMembrete PDFAnonymous HoHweICdAún no hay calificaciones
- 2 - Planificacion - Integracion y Alcance PDFDocumento50 páginas2 - Planificacion - Integracion y Alcance PDFAllan Alexander Perez VasquezAún no hay calificaciones
- Practica de Contabilidad Superior by MonicaresueltoDocumento24 páginasPractica de Contabilidad Superior by MonicaresueltoFloribel NúñezAún no hay calificaciones
- Tesis Final Nov 25 PDFDocumento242 páginasTesis Final Nov 25 PDFJaime alberto laverdy montenegroAún no hay calificaciones
- INFORMEDocumento43 páginasINFORMEAngelo GuerraAún no hay calificaciones
- Banco3 31-03-2023Documento1 páginaBanco3 31-03-2023Diario GestionAún no hay calificaciones