También podría gustarte
- Tornillo de Avance Del Carro Transversal1-FusionadoDocumento2 páginasTornillo de Avance Del Carro Transversal1-Fusionadoブランコ アルフレドAún no hay calificaciones
- Turbina Asignacion 2 MembreteDocumento1 páginaTurbina Asignacion 2 MembreteELMER MartinezAún no hay calificaciones
- PC 001-02-005 - Hoja1Documento1 páginaPC 001-02-005 - Hoja1Martin AnidoAún no hay calificaciones
- Diagrama UnifilarDocumento1 páginaDiagrama UnifilaralexAún no hay calificaciones
- Manual Del Usuario Taximetro - 1Documento11 páginasManual Del Usuario Taximetro - 1Director TécnicoAún no hay calificaciones
- TCD Fig 7.43 Manguito CentradorDocumento1 páginaTCD Fig 7.43 Manguito CentradorDaniel TorresAún no hay calificaciones
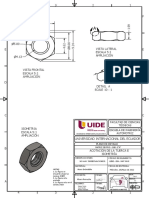
- Anillo para Soldar 2: B B Sección B-BDocumento1 páginaAnillo para Soldar 2: B B Sección B-Bmiguel angel molina perezAún no hay calificaciones
- Guwxxhj XC 2 X QEqzDocumento6 páginasGuwxxhj XC 2 X QEqzJhamil GonzalesAún no hay calificaciones
- Rueda Juli y AnaDocumento6 páginasRueda Juli y AnaFatiima FiiescoAún no hay calificaciones
- Pieza #2 Perno para Caja 3DDocumento1 páginaPieza #2 Perno para Caja 3DRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
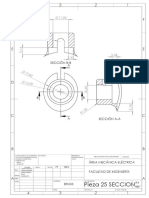
- Pieza 25 SECCIONDocumento1 páginaPieza 25 SECCIONAlvaro AquinoAún no hay calificaciones
- Perno Tipo JDocumento1 páginaPerno Tipo Jgerardo manuel canto barreraAún no hay calificaciones
- Cubicacion Material Ac Inox 316L OT - 705-ModeloDocumento1 páginaCubicacion Material Ac Inox 316L OT - 705-ModeloCristopher Sepulveda SaezAún no hay calificaciones
- Base Connection ExplodedDocumento1 páginaBase Connection ExplodedcatalinaisabelmvAún no hay calificaciones
- Pieza c1Documento1 páginaPieza c1Ricardo MaldonadoAún no hay calificaciones
- 3 Plano Rodillo SoporteDocumento1 página3 Plano Rodillo SoporteGustavo Ninahuanca ParraAún no hay calificaciones
- Transmision 2Documento1 páginaTransmision 2Julián castroAún no hay calificaciones
- Planos Eq 6Documento6 páginasPlanos Eq 6Vicente FloresAún no hay calificaciones
- Eje de Polin-1Documento1 páginaEje de Polin-1Zayda HuertaAún no hay calificaciones
- A-700 Barandales en Salas-A-700Documento1 páginaA-700 Barandales en Salas-A-700werk18 18Aún no hay calificaciones
- DF LampDocumento1 páginaDF LampcatalinaisabelmvAún no hay calificaciones
- Difussed ExplodedDocumento1 páginaDifussed ExplodedcatalinaisabelmvAún no hay calificaciones
- Alm-Mec-22!01!051 Buje Camorra FiltroDocumento1 páginaAlm-Mec-22!01!051 Buje Camorra FiltroWilliam VillamizarAún no hay calificaciones
- Bema 050Documento1 páginaBema 050JOSE MANUEL V.GAún no hay calificaciones
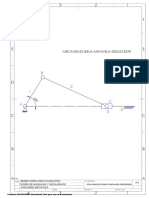
- Mecanismo Biela Manivela DeslizadorDocumento1 páginaMecanismo Biela Manivela Deslizadoradrian bravoAún no hay calificaciones
- J07 Señales de CorienteDocumento1 páginaJ07 Señales de CorienteWILLIAM AGUDELOAún no hay calificaciones
- Tapa de Filtros Ro2Documento1 páginaTapa de Filtros Ro2fernando Chunga atalayaAún no hay calificaciones
- Handle Only ExplodedDocumento1 páginaHandle Only ExplodedcatalinaisabelmvAún no hay calificaciones
- Soportes PunteadoraDocumento3 páginasSoportes PunteadorasachedalAún no hay calificaciones
- Mijail Sumi Plano 2Documento1 páginaMijail Sumi Plano 2salcedoespejoabrahamAún no hay calificaciones
- Tobera PDFDocumento1 páginaTobera PDFjamat jhonny principe huingoAún no hay calificaciones
- U1d1 PlanosDocumento4 páginasU1d1 PlanosOswaldo RiveraAún no hay calificaciones
- Plano - Patas - 02 - SLDPRTDocumento1 páginaPlano - Patas - 02 - SLDPRTFernanda suarezAún no hay calificaciones
- Plano Uñas Montacarga PDFDocumento1 páginaPlano Uñas Montacarga PDFHelverAún no hay calificaciones
- Ejercicio 10-2Documento1 páginaEjercicio 10-2Jesus Emanuel De La Cruz GuillenAún no hay calificaciones
- Pieza 2 de Revolucion.2Documento1 páginaPieza 2 de Revolucion.2kp104997Aún no hay calificaciones
- Plano Pieza 1 CuerpoDocumento1 páginaPlano Pieza 1 Cuerpojohn RondonAún no hay calificaciones
- Bema 037Documento4 páginasBema 037JOSE MANUEL V.GAún no hay calificaciones
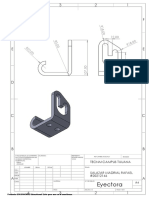
- Pieza#18 EyectoraDocumento1 páginaPieza#18 EyectoraRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
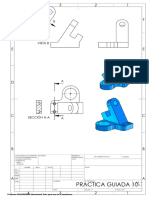
- Practica Guiada 10-1: Producto SOLIDWORKS Educational. Solo para Uso en La EnseñanzaDocumento1 páginaPractica Guiada 10-1: Producto SOLIDWORKS Educational. Solo para Uso en La Enseñanza123046952Aún no hay calificaciones
- Capacitor Ceramico PlanoDocumento1 páginaCapacitor Ceramico Planojesuchiha2021Aún no hay calificaciones
- Crankshaft Valve CrankDocumento1 páginaCrankshaft Valve CrankJhonatan Mauricio Rodriguez VelosaAún no hay calificaciones
- Hoja 2 - Gonzalez Ramírez Jesús Francisco - Modelado SólidoDocumento33 páginasHoja 2 - Gonzalez Ramírez Jesús Francisco - Modelado SólidoJesús GonzálezAún no hay calificaciones
- A4 Soldadura Pieza 2Documento1 páginaA4 Soldadura Pieza 2Jorge Neyra MacedoAún no hay calificaciones
- Plano Punzón B Flores.Documento1 páginaPlano Punzón B Flores.Jose Daniel Redondo GomezAún no hay calificaciones
- Bema 042Documento1 páginaBema 042JOSE MANUEL V.GAún no hay calificaciones
- Buje Roscado para PurgaDocumento1 páginaBuje Roscado para PurgaJuan VargasAún no hay calificaciones
- 12TNA-04-DM-003-Estriado MachoDocumento1 página12TNA-04-DM-003-Estriado MachoManuelAún no hay calificaciones
- Plano de Cocina Zoclos 40x13x2.Documento1 páginaPlano de Cocina Zoclos 40x13x2.DulceCoronadoAún no hay calificaciones
- Pieza12 CLASEDocumento1 páginaPieza12 CLASEDavid Israel Atilano QuirozAún no hay calificaciones
- Elementos de SoporteDocumento1 páginaElementos de SoporteAndres MoralesAún no hay calificaciones
- Baño Escalera Vistas 2017Documento1 páginaBaño Escalera Vistas 2017giorgio alberto GallantiAún no hay calificaciones
- PZ 004Documento1 páginaPZ 004JOSE MANUEL SUAREZ CUESTAAún no hay calificaciones
- Acotación TuercaDocumento1 páginaAcotación TuercaBryan RomeroAún no hay calificaciones
- Eslabón 1Documento1 páginaEslabón 1Albert BuenabadAún no hay calificaciones
- Examen FormativoDocumento1 páginaExamen FormativoBryan RomeroAún no hay calificaciones
- Maq MecDocumento1 páginaMaq MecRancesrafael18Aún no hay calificaciones
- Plano de Maquina Escarificadora de Quinua.Documento1 páginaPlano de Maquina Escarificadora de Quinua.Nelson Viraca SotoAún no hay calificaciones
- 1.4. TimónDocumento1 página1.4. Timóncesar ramosAún no hay calificaciones
- Laboratorio Nº1Documento8 páginasLaboratorio Nº1ブランコ アルフレドAún no hay calificaciones
- Polea EscalonadaDocumento2 páginasPolea Escalonadaブランコ アルフレド0% (1)
- Punto Falso IsometricoDocumento1 páginaPunto Falso Isometricoブランコ アルフレドAún no hay calificaciones
- Polea Escalonada TrapezoidalDocumento1 páginaPolea Escalonada Trapezoidalブランコ アルフレドAún no hay calificaciones
- Polea EscalonadaDocumento1 páginaPolea Escalonadaブランコ アルフレドAún no hay calificaciones
- Laboratorio #2 - #3Documento10 páginasLaboratorio #2 - #3ブランコ アルフレドAún no hay calificaciones
- Calculo Diseño y Construccion de ConosDocumento13 páginasCalculo Diseño y Construccion de Conosブランコ アルフレド0% (1)
- Mesa de Trabajo PDFDocumento1 páginaMesa de Trabajo PDFブランコ アルフレドAún no hay calificaciones
- Lab 8Documento5 páginasLab 8ブランコ アルフレドAún no hay calificaciones
- Centrado de La Herramienta de CorteDocumento1 páginaCentrado de La Herramienta de Corteブランコ アルフレドAún no hay calificaciones
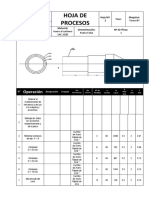
- Hoja de ProcesosDocumento2 páginasHoja de Procesosブランコ アルフレドAún no hay calificaciones
- Descripcion Grafica Fresadora UniversalDocumento2 páginasDescripcion Grafica Fresadora Universalブランコ アルフレド100% (4)
- Lab 1Documento5 páginasLab 1ブランコ アルフレドAún no hay calificaciones
- Carta de Lubricacion Fresadora Vertical Ex Cell o 602-2Documento2 páginasCarta de Lubricacion Fresadora Vertical Ex Cell o 602-2Elvis p100% (1)
- Partes de La Fresadora Vertical 1Documento5 páginasPartes de La Fresadora Vertical 1ブランコ アルフレドAún no hay calificaciones
- Centreado de La Herranienta de Corte Con Respecto Al Material Fresadora UniDocumento1 páginaCentreado de La Herranienta de Corte Con Respecto Al Material Fresadora UniVyco Crow CrawAún no hay calificaciones
- Carta de Lubricacion Fresadora Vertical Ex Cell o 602-2Documento2 páginasCarta de Lubricacion Fresadora Vertical Ex Cell o 602-2Elvis p100% (1)
- Carta de Lubricacion South BendDocumento1 páginaCarta de Lubricacion South Bendブランコ アルフレド100% (1)
- SOUTH BEND PartesDocumento6 páginasSOUTH BEND Partesブランコ アルフレドAún no hay calificaciones
- Carta de Lubricacion Fresadora Vertical Ex Cell o 602-2Documento2 páginasCarta de Lubricacion Fresadora Vertical Ex Cell o 602-2Elvis p100% (1)
- Carta de Lubricacion South Bend PlotDocumento1 páginaCarta de Lubricacion South Bend Plotブランコ アルフレドAún no hay calificaciones
- Orden de MantenimientoDocumento1 páginaOrden de Mantenimientoブランコ アルフレドAún no hay calificaciones
- Partes Del South BendDocumento3 páginasPartes Del South Bendブランコ アルフレドAún no hay calificaciones
- PARETODocumento3 páginasPARETOブランコ アルフレドAún no hay calificaciones
- Hoja de ProcesosDocumento2 páginasHoja de Procesosブランコ アルフレドAún no hay calificaciones
- Pieza1 1 PDFDocumento1 páginaPieza1 1 PDFブランコ アルフレドAún no hay calificaciones
- Plano PDFDocumento1 páginaPlano PDFブランコ アルフレドAún no hay calificaciones
- Mesa de Trabajo PDFDocumento1 páginaMesa de Trabajo PDFブランコ アルフレドAún no hay calificaciones
- Norma Peruana SuelosDocumento35 páginasNorma Peruana Suelospdrfrrt0% (1)
- Resumen - Mata de López Sara (1999)Documento4 páginasResumen - Mata de López Sara (1999)ReySalmonAún no hay calificaciones
- Documento Contable Importante HTDocumento6 páginasDocumento Contable Importante HTVincent Stiv0% (1)
- 3 Competencia MoralDocumento4 páginas3 Competencia MoralIsrael Perea Marrufo100% (1)
- Ingeniería: Clase 3Documento19 páginasIngeniería: Clase 3Ariel Tambo TamboAún no hay calificaciones
- 2014 - Hiponatremias en El Paciente NeurocriticoDocumento10 páginas2014 - Hiponatremias en El Paciente NeurocriticoLuis Andy Montreuil LazaroAún no hay calificaciones
- ACTORES POLÍTICOS. Klaus Peter JappDocumento30 páginasACTORES POLÍTICOS. Klaus Peter JappGary GoachAún no hay calificaciones
- TDR Asistencia Técnica en Energía Sep 2023Documento10 páginasTDR Asistencia Técnica en Energía Sep 2023Cristobal Medina MartínAún no hay calificaciones
- Ponencia - Problemas Estructurales - Ricardo ProañoDocumento91 páginasPonencia - Problemas Estructurales - Ricardo ProañoNewton AlfaroAún no hay calificaciones
- Caso 01. Negocios InternacionalesDocumento2 páginasCaso 01. Negocios InternacionalesDaniela Midori Álvarez BringasAún no hay calificaciones
- Cuestionario-Saberes PedagógicoDocumento16 páginasCuestionario-Saberes PedagógicoPablo VillalbaAún no hay calificaciones
- PhytoDocumento5 páginasPhytoAdelirda AcuñaAún no hay calificaciones
- Pauta Mantencion Toyota HiluxDocumento1 páginaPauta Mantencion Toyota HiluxMunizaga Hurtado100% (3)
- Encofrados Con Madera de Vigas y LosasDocumento35 páginasEncofrados Con Madera de Vigas y LosasEvelyn SusanaAún no hay calificaciones
- Examen OCIDocumento12 páginasExamen OCILilo de la TorreAún no hay calificaciones
- PLANIFICACIÓN DE LA SESION DE APRENDIZAJE 2 Grado Unidad 4Documento3 páginasPLANIFICACIÓN DE LA SESION DE APRENDIZAJE 2 Grado Unidad 4Edyll Dominguez cardenasAún no hay calificaciones
- Producto Academico #1Documento6 páginasProducto Academico #1Nicolle Vila GalvanAún no hay calificaciones
- La Protección Del Estado Hacia El TrabajadorDocumento9 páginasLa Protección Del Estado Hacia El TrabajadorMoises AlvaradoAún no hay calificaciones
- Altura de Banco de Excavadora.Documento19 páginasAltura de Banco de Excavadora.Robert Orosco B.0% (1)
- 3er Grado Abril - 06 Libros Cartoneros para Contar Historias Diferentes (2023-2024)Documento19 páginas3er Grado Abril - 06 Libros Cartoneros para Contar Historias Diferentes (2023-2024)Dara Elisa Alvarez Garcia100% (1)
- Juego de Roles 1Documento4 páginasJuego de Roles 1solisrodriguezpavelAún no hay calificaciones
- Administracion de Ventas Tarea 2Documento11 páginasAdministracion de Ventas Tarea 2Fernando GuerreroAún no hay calificaciones
- Formato Entrega Tarea EstudiantesDocumento3 páginasFormato Entrega Tarea EstudiantesJorge Alberto Moran SilvaAún no hay calificaciones
- Pat SextoDocumento15 páginasPat Sextoorlando rivasAún no hay calificaciones
- Pepitas de OroDocumento3 páginasPepitas de OroMaríaJoséAún no hay calificaciones
- Borrador de Indice TentativoDocumento3 páginasBorrador de Indice TentativoIsrael Luis Colque PazAún no hay calificaciones
- Autoeficacia. 4 Fuentes. (Documento 5)Documento11 páginasAutoeficacia. 4 Fuentes. (Documento 5)GerenciaVirtualAún no hay calificaciones
- Como Ser Santos en Toda Nuestra Manera de VivirDocumento3 páginasComo Ser Santos en Toda Nuestra Manera de VivirRaul Segura MontesAún no hay calificaciones
- Sal U3 A2 EdchDocumento14 páginasSal U3 A2 EdchAlejandra CervantesAún no hay calificaciones