Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Lactea Por Electrocoagulacion PDF
Lactea Por Electrocoagulacion PDF
Cargado por
Jessica Segovia del CarpioTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Lactea Por Electrocoagulacion PDF
Lactea Por Electrocoagulacion PDF
Cargado por
Jessica Segovia del CarpioCopyright:
Formatos disponibles
Ar
La industria alimentaria en
sus procesos debe utilizar gran can-
tidad de agua de buena calidad
requerida en los procesos de lavado,
limpieza y desinfección; actividades
que hacen de esta industria una de
las de mayor generación de aguas
residuales con altas cargas de conta-
minantes orgánicos [1].
En la Tabla 1 se muestra la pro-
ducción de aguas residuales y su
contenido orgánico en diferentes
tratamiento subsectores de la industria alimenta-
ria. De la tabla se puede hacer un
de aguas residuales análisis comparativo sobre la genera-
ción de aguas residuales y su poten-
cial poder contaminante; en orden
ascendente son: industria cervecera
y de malteado, mataderos e industria
Tratamiento de aguas transformadora de carne y centrales
lecheras. Por esto, se hace necesa-
residuales de la industria rio buscar estrategias para reducir
la carga contaminante de las aguas
residuales de estas industrias.
láctea por electrocoagulación La implementación de técnicas
de aprovechamiento de las sustan-
cias secundarias y residuales puede
reducir decisivamente la carga de las
aguas residuales. Las instalaciones
de producción mecanizada dismi-
nuyen, en gran medida, la cantidad
Las aguas residuales de la industria láctea de aguas residuales, pero implican
un elevado consumo de productos
se caracterizan por poseer una gran cantidad limpiadores.
de materia orgánica, además de.sólidos en
1. Aguas residuales de la
suspensión y valores de pH que se salen de industria láctea
Las aguas residuales son la emisión
los rangos admisibles. La electrocoagulación de mayor contaminación proceden-
te de la industria láctea; se compo-
nen principalmente de sustancias
se presenta como alternativa de tratamiento orgánicas resultantes de la transfor-
mación de las materias primas y de
para estas aguas residuales, considerando los productos químicos que son em-
pleados en los tratamientos higiéni-
que ofrece varias ventajas respecto a las cos y sanitarios.
Las cantidades de aguas residua-
tecnologías tradicionales. les de la empresa láctea no son cons-
tantes a lo largo de una jornada de
producción, sino que varían, gene-
rando sobrecargas en las plantas de
tratamiento, lo que también depende
A. Arango Ruíz y de la concentración de los contami-
L. F. Garcés Giraldo
nantes.
Corporación Universitaria
Lasallista (Colombia)
1.1. Contenido de materia
orgánica proveniente
de la leche
Aproximadamente entre el 90 y
95% de la DBO presente en el agua
residual es originada por pérdidas
de leche o productos lácteos. Pues-
to que la leche tiene una DBO5 de
180 Ingeniería Química Nº 458
Tratamiento de aguas resiudales de la industria láctea por electrocoagulación
Tabla 1
Cantidades específicas de aguas residuales y valores DBO5 correspondientes a algunas
actividades de producción de alimentos1.
Rama Cantidad específica Unidad DBO5 específica. Carga total año,
aguas resid. (m3) referencia (kg O2) DBO5 (t O2)
Sacrif. Bóvidos Cerdos 0.5-1.0 1CGM3 1.0-3.5 13.275
0.1-0.3 1CGMn4 0.2- 0.35 10.862
Manipulación carne 5-7 t gan.sacrif. 7-9 20.905-51.4065
Tratamiento leche 1-26 t leche tratada. 0.85-2.5 55.528
Fabricación queso -- t queso 1.65 46.000-52.355
Fabricación cerveza 0.2-0.47 Hl cerv. Venid. 0.19 103.567-160.5298
Fabric. mosto dulce 0.82-1.42 t fruta tratada. 3.2-3.4 14.000
Fabric. azúcar 0.5-1.0 t remolacha trat. --9 --
Elaboración productos de patata -- t producto 14 7.206
Tratam. pescado fresco 7 t pescado.trat. 7-43.75 --
Fabricación. conservas de pescado -- t 10 2-16.2 --
Equivalente habitante 11 0.2 E/d 0.06 0.022
1 5 9
Para las columnas 2 y 4 Valores medidos muy frecuentes Sin datos
2 6 10
Antiguo territorio federal Según el producto final Sin datos exactos
3 7 11
Cabeza de ganado mayor, v.g. 1vaca Datos ATV (1985) Habitante/día
4 8
Cabeza de vaca menor , v.g. 1 cerdo Valores muy variables según las dimensiones del establecimiento
100.000 mg/L, 1 kg de DBO5 en el de productos generadas en la indus- ción de corrientes contaminantes no
efluente equivale a 10 litros de leche tria láctea moderna. Esta industria, apunta solamente al cumplimiento
perdida. Si se asume que el 10% de además de incluir reprocesamiento de la normativa ambiental, sino tam-
las pérdidas corresponde a materia- completo del suero, grasa y leche bién a la reducción de costes [3].
les no originados por la leche, en- descremada en subproductos, in- Las aguas de limpieza, en parti-
tonces 1 kg de DBO5 equivale a una cluye recirculación de las aguas de cular el agua de los enjuagues pre-
pérdida de 9 litros de leche [2]. enfriamiento. Según las estadísticas, vios y las soluciones limpiadoras,
En la Tabla 2 se indican los valo- estas pérdidas pueden llegar hasta están cargadas de residuos de pro-
res obtenidos de la experiencia in- un 20% de la producción total. Por ductos orgánicos, que se expresan
ternacional respecto a las pérdidas consiguiente, minimizar la genera- en DBO5 y DQO.
Tabla 2
Pérdidas de producto generadas en industrias lácteas3.
Opciones g de producto perdido/t producto manipulado o manufacturado
DBO5 Grasas Proteínas
Recepción
• Leche crema 160 25 50
• Leche descremada y suero de leche 84 50
• Suero 105 25
• Crema 1.050 300 35
Producción de mantequilla 2.100 600 150
Producción de queso 6.300 250 1.800
Producción de leche para consumo
• Productos densos(papilla, yogur, crema, etc.) 3.675 500 900
• Productos delgados (leche, suero de leche, etc) 1.050 100 350
Producción de leche en polvo
• Leche en polvo con crema 3.675 500 1.400
• Leche en polvo descremada 2.625 100 1.600
• Suero en polvo 4.725 30 1.300
Leche condensada/suero*
• Leche crema 315 50 130
• Leche descremada 210 130
• Suero 210 60
*En base a la cantidad de materias primas.
Abril 2008 Ingeniería Química 181
tratamiento de aguas residuales
tensoactivos, que pueden llegar al Como los tensoactivos ejercen
El diseño 10%, que corresponde a 20 kg/t una acción indeseable sobre las co-
experimental de DQO[1]. Los limpiadores espu- rrientes de agua por su formación de
mosos necesitan la adición de sus- espuma, dañando las plantas acuáti-
utilizado en la tancias orgánicas estabilizadoras de cas y los peces, los países europeos
investigación es la espuma. Las soluciones alcalinas han exigido desde 1964 que los ten-
recién preparadas pueden contener soactivos sean, al menos en un 80%,
un diseño factorial sustancias humectantes e inhibido- sustancias biodegradables [4].
res de espuma, debido a los reforza- En términos generales, las aguas
de tres factores dores de limpieza que contienen, lo residuales de la industria de alimen-
(ph, densidad de cual llega a aportar de 1.5 a 2 g de tos tendrán un exceso de álcali por
O2/l de DQO[4]. el uso de lejías, que deben ser neu-
corriente y tiempo), No existe una sustancia química tralizadas; para esto son utilizados
completamente que reúna las propiedades que debe los ácidos inorgánicos o el dióxido
tener un producto limpiador en la in- de carbono. Este último tiene las
al azar dustria láctea. Por esta razón, los de- siguientes ventajas en comparación
tergentes comerciales son una mezcla con los ácidos inorgánicos:
de productos químicos, donde cada
uno de ellos contribuye a conseguir - Como productos de neutrali-
las características necesarias. Un de- zación se originan carbonatos alca-
En las centrales lecheras, aparte tergente de esta naturaleza contiene linos o bicarbonatos alcalinotérreos
de las pérdidas de leche, el suero re- siempre álcalis, polifosfatos, agentes solubles en el agua.
sultante incrementa la carga orgáni- tensoactivos y un agente secuestrador - Se evitan excesos de neutrali-
ca de las aguas residuales. Este sue- capaz de disolver y dispersar los de- zación, pues el dióxido de carbono
ro, al no aprovecharse, se vierte en pósitos de cal [4]. excedente se desprende.
el agua residual, elevando el valor de Los álcalis más comunes utili- - El empleo de gas de ahumado,
la DBO5 hasta un valor de 37.5 kg zados como detergente son la sosa vehículo de CO2, reduce la emisión
de O2/t de leche tratada en las aguas cáustica (hidróxido de sodio), el car- del CO2 con el aire evacuado, aun
residuales de las queserías [3]. bonato de sodio y el metasilicato só- cuando escasamente, ya que la ex-
El lodo de sedimentación acu- dico. La mayoría de los detergentes periencia demuestra que sólo se
mulado a diario debe descargarse, contienen sosa cáustica, agente que necesitan pequeños porcentajes de
en general, tras la higienización me- tiene a altas temperaturas propieda- gas presente (protocolo de Burdosa,
diante calentamiento con lejía de so- des emulsionantes y por eso disuelve 1986) [4].
sa; esto aumenta los valores de DBO5 las grasas en el agua. Adicionalmente
y de DQO. disuelve la suciedad y es un potente El uso de sustancias limpiadoras y
La materia orgánica que se en- bactericida que, comparativamente desinfectantes en la industria leche-
cuentra en las aguas residuales está con otros productos, es barato [4]. ra genera un aporte de nitrógeno a
fundamentalmente constituida por Entre los agentes tensoactivos las aguas residuales del 50 al 130%.
componentes de la leche. Entre (humectantes) se encuentran sus- Sin embargo, no alcanza los valores
estas sustancias orgánicas encon- tancias de diferentes características, de la industria de cerveza, que au-
tramos principalmente grasas, pro- como son los no ionizantes, anióni- menta el uso del ácido nítrico para
teínas, aminoácidos y lactosa. Estas cos, anfolíticos y catiónicos. Los ten- procesos de limpieza y se han llega-
sustancias tendrán efectos ambien- soactivos aniónicos son normalmen- do a encontrar hasta 26 mg/l [1].
tales en diferentes formas, depen- te sulfatos alcalinos. Los catiónicos Los productos limpiadores y des-
diendo de su biodegradabilidad y son principalmente bases de amonio infectantes en la actualidad son po-
su solubilidad [4]. cuaternario [4]. bres o exentos en fósforo; esto para
Los tensoactivos ocupan un lu- disminuir el efecto eutrófico en las
gar especial entre las sustancias or- aguas. Por lo tanto, el contenido de
1.2. Contenido de sustancias gánicas desdobladas biológicamen- fosfatos en las aguas residuales de la
de productos limpiadores te, debido a su actividad superficial, industria de los alimentos ha dismi-
La industria de fabricación y proce- estas sustancias se acumulan sobre nuido, especialmente en la industria
samiento lechera no cuenta con da- las paredes celulares, favoreciendo lechera. El contenido de fósforo en
tos muy precisos sobre el consumo de esta forma el contacto entre las las aguas residuales también tiene
de sustancias limpiadoras y desinfec- enzimas y sustratos. De acuerdo que ver con el uso del ácido fosfó-
tantes; sin embargo, se han estimado con su capacidad emulsionante, rico utilizado en la eliminación de
cantidades para la industria láctea solubilizan los fosfatos de la pared suciedad insoluble en álcalis [4].
(Tabla 2). Se conoce que la industria celular, debilitándola y haciéndola Las plantas de tratamiento de
de mayor riesgo higiénico, como es permeable, lo que trae como con- aguas residuales eliminan, en sus
la industria láctea, cárnica y cervece- secuencia la salida del citoplasma procesos biológicos, alrededor de un
ra, tiene los mayores contenidos de del interior de la célula. En el caso tercio de la carga de fosfatos y, con
sustancias limpiadoras y desinfectan- de las sustancias microbicidas, se le el tiempo, es inevitable una posterior
tes en sus aguas residuales. añaden reacciones reforzadoras de precipitación adicional de éstos, con
Las sustancias limpiadoras para la toxicidad, para sustancias impor- el objeto de reducir su contenido
la industria láctea contienen com- tantes para la vida contenidas en causado por otras fuentes tales como
puestos orgánicos, especialmente las células [4]. productos fecales domésticos [4].
182 Ingeniería Química Nº 458
Tratamiento de aguas resiudales de la industria láctea por electrocoagulación
de aguas hasta el canal de desagüe,
Tabla 3 incluso durante las horas en que no
hay generación de aguas residuales.
comparación del aporte a las aguas residuales Los establecimientos que tienen tres
de nitrógeno y fósforo por establecimientos turnos de producción llegan a nece-
industriales lecheros y otras fuentes1 sitar tanques hasta 1.2 veces la canti-
dad máxima de generación de aguas
Origen de las aguas residuales Aporte N % Aporte F % residuales por día.
Los tanques permiten también
Aguas domésticas 21 44
regular el pH y realizar la neutra-
Agricultura 55 41 lización del producto microbicida
Agricultura (establecimientos productores de leche) 01 1.5 no utilizado, a fin de prevenir alte-
Industria 24 15 raciones de la limpieza biológica de
las aguas residuales y, finalmente,
Industria (centrales lecheras) 0.9 8.9
refrigeran las aguas con soluciones
limpiadoras que usualmente son ver-
tidas sin ningún reparo a las canali-
En la Tabla 3 puede observarse 1.3. Medidas para disminuir zaciones.
un contraste del contenido máxi- la cantidad y la carga de las La mecanización y automatiza-
mo de nitrógeno y fósforo en aguas aguas residuales [5] ción de las operaciones de limpieza
residuales procedentes de estable- Factores económicos, legislativos y contribuyen a mejorar el proceso, a
cimientos industriales lecheros, en ambientales obligan a la industria de manejar dosificaciones exactas de
comparación con otras fuentes de los alimentos a recurrir a estrategias aditivos químicos, a un manteni-
emisión [4]. conducentes a reducir tanto la can- miento continuo de las temperatu-
Existen indicios de que las sus- tidad, como la carga de las aguas re- ras y tiempos, a una formación mí-
tancias limpiadoras contienen trazas siduales. Dentro de estas estrategias nima de fases mixtas y a un aprove-
de metales pesados procedentes de cabe considerar desde dimensiones chamiento óptimo de detectores de
las plantas de producción, pero es- y secciones de los establecimientos, pérdidas y derrames.
to es algo no muy claro. De acuer- grado de tecnificación y variedad de Las metas internas de los estable-
do con investigaciones realizadas productos, hasta precauciones adi- cimientos de producción de alimen-
(investigaciones holandesas) sobre cionales en las zonas de producción, tos son principalmente la neutraliza-
las aguas residuales de la industria tales como pérdidas de producto ción, la regulación de temperatura y
lechera, las concentraciones de me- por derrames, goteo o formación de la separación de grasas de las aguas
tales pesados detectadas no superan espumas. residuales. Para una posterior de-
los valores límites establecidos; en el El simple enjuague previo prac- puración de las aguas, se plantea
caso del cromo, plomo y mercurio, ticado con profundidad a las super- un tratamiento aerobio y otro anae-
las concentraciones se aproximan a ficies al ser limpiadas permite evitar robio; este último se propone para
los valores umbral. que tasas considerables de residuos el tratamiento de aguas de plantas
Para asegurar una perfecta des- de productos lleguen a las aguas resi- lecheras, ya que ofrece la ventaja
infección, las operaciones de des- duales, y ahorra producto limpiador de producir biogás y menor genera-
infección química requieren de y/o energía pues los residuos modi- ción de lodos. Sin embargo, frente
un exceso del principio activo. En ficados física, química o microbioló- a la escasez del recurso hídrico, la
consecuencia, las soluciones de en- gicamente son por lo general más industria alimentaria se ve en la ne-
juagado contienen cantidades del difíciles de eliminar que la suciedad cesidad de reciclar y reusar el agua.
desinfectante no utilizado, ponien- sin alteración. Obviamente, este en- Para ello se enfrenta al reto de selec-
do en peligro la capacidad funcional juague previo depende de la natu- cionar tecnologías que le permitan
de la limpieza biológica de las aguas raleza de la suciedad, y en líquidos tratar sus aguas residuales de forma
residuales; además, existe una gran o residuos pastosos se correlaciona económica y eficaz.
probabilidad de que los residuos de con la viscosidad.
éstos reaccionen de muy diversas ma- La DQO depende de la compo-
neras en su camino hacia las instala- sición, sobre todo de su cantidad 2. Materiales y métodos
ciones depuradoras, o resulten alte- de grasa, por lo que siempre resul- La investigación se desarrolló con las
rados. Los principios activos de ac- ta económicamente favorable sepa- aguas residuales de una industria lác-
ción microbicida difieren en cuanto rar las grasas utilizando trampas de tea de la región. Se tomaron muestras
a sus transformaciones en las aguas grasa, y si éstas aparecen junto con tanto del tanque de descargas, como
residuales, generando sustancias con tensoactivos en forma emulsionada, del tanque de homogeneización; este
diversas consecuencias ecológicas. se separan por medio de flotación último toma las aguas del tanque de
Cuando las concentraciones de (separación de sustancias que sobre- descarga de las aguas residuales de
los desinfectantes están por debajo nadan con ayuda de finas burbujas la empresa y las mezcla. A éstas se le
de los valores umbrales, los micro- de aire). Además, se separan sustan- analizaron: pH, DQO, conductividad
organismos se van adaptando con el cias proteicas en disolución coloidal. eléctrica, grasas y aceites, en los labo-
tiempo a esas dosis. Pero hay proble- El efecto se ve reforzado cuando se ratorios de la Corporación Universi-
mas cuando las dosis son superiores agregan compuestos floculantes. taria Lasallista. Los análisis se reali-
a los valores umbrales y estas apare- El uso de tanques reguladores zaron el mismo día del muestreo; de
cen repentinamente. permite mantener un flujo constante acuerdo con los resultados, se deci-
Abril 2008 Ingeniería Química 183
tratamiento de aguas residuales
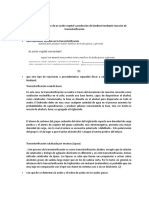
La experimentación Tabla 4
se llevó a cabo en factores y niveles en el diseño experimental
un sistema para Factores Niveles
electrólisis. Este pH 5.0 7.0 8.0
sistema opera como Densidad de corriente (A/m 2) 32.43 43.23
reactor discontinuo Tiempo (min) 5 10 15
a escala prototipo,
con capacidad para voltaje posee controles de corriente y El diseño experimental utiliza-
tratar dos litros de voltaje regulables e independientes. do en la investigación es un diseño
La celda reposa sobre una placa factorial de tres factores (pH, den-
aguas residuales de agitación magnética con la fina- sidad de corriente y tiempo), com-
lidad de proporcionar agitación al pletamente al azar. Los niveles para
agua residual en proceso. Como ins- cada uno de estos factores se con-
trumentos complementarios están signan en la Tabla 4. Para cada uno
el termómetro, para hacer un segui- de los experimentos se realizaron
miento a la temperatura durante el cuatro repeticiones. Las variables
dió que las muestras de agua para proceso, y el cronómetro. de respuesta fueron el porcentaje
la investigación serían recolectadas Se realizó una prueba de tami- de remoción de DQO y el de gra-
sólo del tanque de homogenización, zado consistente en la observación sas y aceites. La DQO fue corregida
por ser éste el más representativo en del comportamiento de diferentes por las interferencias de hierro.
las características fisicoquímicas del variables fisicoquímicas en el medio El modelo estadístico utilizado pa-
agua residual láctea. acuoso, recolectando información a ra el análisis de la información fue:
La experimentación se llevó a priori que permitiera determinar los
cabo en un sistema para electrólisis. valores de corriente eléctrica, distan-
Este sistema (Figura 1) opera como cia entre electrodos, tiempo de expo- yijkl = m + ai + bj + γk + (ab)ij + (aγ)ik +
reactor discontinuo a escala proto- sición al tratamiento y pH que llevan
tipo, con capacidad para tratar dos a tratamientos de electrocoagulación + (bγ)jk + (abγ)ijk + eijkl
litros de aguas residuales. Consta de más eficaces, para ser tenidos en
una celda electrolítica de dos litros cuenta en el diseño experimental.
en la que están sumergidos los elec- Las variables que se considera- donde,
trodos; estos electrodos son placas ron como factores para el diseño
rectangulares metálicas de hierro y experimental fueron: densidad de m: es el porcentaje medio de re-
aluminio, dispuestas en paralelo y corriente eléctrica (J), pH inicial del moción de DQO del modelo.
conectadas a una fuente de voltaje de agua residual y tiempo de tratamien- ai: es el efecto del i-ésimo nivel
corriente continua que proporciona to (min), manteniendo como elec- del factor pH; i = 5, 7 y 8.
la corriente eléctrica requerida para trodo de sacrificio al hierro (ánodo) bj: es el efecto del j-ésimo nivel
la electrocoagulación. La fuente de y como cátodo el aluminio. del factor densidad de corriente; j =
32.43 y 43.23.
gk: es el efecto del i-ésimo nivel
Figura 1 del factor tiempo; k = 5, 10 y 15.
Montaje del sistema para electrocoagulación (ab)ij: es el efecto de interacción
entre los niveles i y j de los factores
pH y densidad de corriente "i,j
(ag)ik: es el efecto de interacción
entre los niveles i y k de los factores
pH y tiempo "i,k
(bg)jk: es el efecto de interacción
entre los niveles j y k de los factores
densidad de corriente y tiempo "j,k
(abg)ijk: es el efecto de interac-
ción entre los niveles i, j y k de los
factores pH, densidad de corriente y
tiempo "i,j,k
yijkl: es la l-ésima observación del
porcentaje de remoción de DQO
observado en los niveles i, j y k de los
factores pH, densidad de corriente
y tiempo.
e ijkl : es el l-ésimo término de
error aleatorio.
184 Ingeniería Química Nº 458
Tratamiento de aguas resiudales de la industria láctea por electrocoagulación
A medida que aumenta Figura 2 Porcentajes de remoción de DQO a las diferentes
combinaciones de tratamientos
el pH inicial del
agua residual,
disminuye la eficacia
de la densidad de
corriente en la
remoción de la dqo
3. Resultados y discusión
La Figura 2 muestra el porcenta-
je de remoción de DQO para las
diferentes combinaciones de trata-
mientos considerados en el diseño
experimental. Se observa que los
mayores porcentajes de remoción
de DQO se presentan a pH inicial
de 5, densidad de corriente (J) de
43.23 y de 32.43 A/m2 y un tiempo Tabla 5
de proceso de 15 minutos; estas re-
mociones son de 93.99 y 75.73%, variaciones del % de remoción de dqo
respectivamente, lo cual es alto. para los diferentes ph
A pH 7 se presenta un compor-
tamiento similar al observado en el pH Tiempo % remoción de DQO % remoción de DQO ∆% remoción DQO
caso anterior, esto es, durante los (min) a 32.43 A/m2 a 43.23 A/m2
primeros 6 minutos, la diferencia
entre la remoción de DQO es muy 5 15 75.73 93.99 18.26
pequeña para las dos densidades 7 15 62.36 70.83 8.47
de corriente, aunque es más apre-
ciable que la observada para pH 8 8 15 46.55 51.44 4.89
y, finalmente, para pH inicial 5, se
observa para todos los tiempos una
diferencia importante entre la re-
moción de DQO para las dos den-
sidades de corriente. Figura 3 Remociones de DQO y grasas y aceites para pH 5
A un tiempo de 15 minutos exis-
y densidad de corriente 43.23 A/m2
ten diferencias en los porcentajes
de remoción entre el tratamiento a
32.43 y 43.23 A/m2, pero estas dife-
rencias se van reduciendo a medida
que aumenta el pH. Este comporta-
miento se puede evidenciar más fá-
cilmente en la Tabla 5.
El análisis anterior sugiere que,
a medida que aumenta el pH ini-
cial del agua residual, disminuye la
eficacia de la densidad de corrien-
te en la remoción de la DQO. Este
comportamiento se explica ya que
el hierro es lixiviado (se disuel-
ve como el Fe +2) en medio ácido;
por lo tanto, cuando el medio es
básico, la especie predominante es
Fe(OH)2 o Fe(OH)3, especies que
no han tenido posibilidad de for-
marse en los primeros minutos de
la electrólisis y, por lo tanto, no se
Abril 2008 Ingeniería Química 185
tratamiento de aguas residuales
Tabla 6 PH, densidad
Remoción de DQO Y grasas y aceites para pH de 5 de corriente
y densidad de corriente de 43.23 A/m2 y tiempo tenen
Tiempo (min) % Remoción DQO % Remoción grasas y aceites un efecto
5 43.88 60.40 siginificativo sobre
10 77.29 84.53
la remoción de dqo
15 93.99 99.32
Tabla 7
resultados del análisis de varianza
Fuente Grados de Suma de Media F Valor de p
libertad cuadrados tipo III cuadrática
Densidad de corriente 1 1651.9 1651.9 151.68 <0.0001
Tiempo 2 26194 13097 1202.6 <0.0001
pH 2 11517 5758.7 528.78 <0.0001
Densidad corriente*Tiempo 2 51.43 25.72 2.36 0.1040
pH*Densidad de corriente 2 1574.9 787.45 72.31 <0.0001
pH*Tiempo 4 587.14 146.79 13.48 <0.0001
pH*Densidad de coririente*Tiempo 4 178.99 44.75 4.11 0.0056
tiene el coagulante que propicia la un gran ajuste del modelo a los da- que corresponden a pH = 5, tiem-
remoción de DQO. tos recolectados. po = 10 min y densidad de corrien-
La Figura 3 muestra los porcen- En la Tabla 7, de pruebas de im- te = 43.23 A/m2 o pH = 5, tiempo
tajes de remoción de DQO y de portancia de los efectos principales = 15 min y densidad de corriente
grasas y aceites para la combina- y de interacción (de dos y tres fac- = 32.43 A/m2. Estas últimas con un
ción del ensayo que arrojó las re- tores), se observa que, excepto pa- valor estadísticamente más bajo de
mociones más altas de DQO, esto ra el efecto de interacción entre la remoción de DQO.
es, pH de 5 y densidad de corriente densidad de corriente y el tiempo, La electrocoagulación se vis-
de 43.23 A/m2. todos los efectos son significativos; lumbra como un tratamiento efi-
Estas dos curvas guardan una claro está que, como la interacción ciente para la remoción de conta-
proporcionalidad debido a que las de los tres factores es significativa minantes en las aguas residuales
grasas y aceites hacen parte de la (p<0.0056), se debe tener cuidado industriales, específicamente en el
materia orgánica cuantificada co- al considerar la no importancia de caso de la industria láctea como se
mo DQO. La curva de remoción de la interacción entre la densidad de mostró en esta investigación.
grasas y aceites está por encima de corriente y el tiempo.
la remoción de DQO para todos los
tiempos, lo que indica una alta efi- Referencias
cacia de la electrocoagulación en la 4. Conclusiones [1] Wiblbrett, G., Limpieza y desinfección en la
industria alimentaria. Zaragoza : Acribia, 349p. (2000).
eliminación de estas sustancias. Los tres factores bajo estudio (pH,
[2] Centro de Actividad Regional para la Producción
En la Tabla 6 se muestran los va- densidad de corriente y tiempo) Limpia (CAR/PL). Prevención de la contaminación en
lores de remoción de la DQO y gra- tienen un efecto significativo so- la industria láctea [on-line]. s.l:. [Citado en mayo de
2002]. Disponible en: http://www.medioambiente.gov.
sas y aceites para diferentes tiempos. bre la remoción de DQO. El di- ar/ciplycs/documentos/archivos/Archivo_104.pdf
Se realizó el análisis de varian- seño de tres factores es bastante
za a la información mediante el ajustado a los datos (R-cuadrado = [3] EC.Synnolt, “Bulletin dairy effluents”. IDF
(Internacional Dairy Foundation) Seminar, Killamey
paquete estadístico SAS. Se ob- 0.9861). En particular, se tiene un (Irleand) IDF Document 184 (1984).
serva que el modelo estadístico nivel óptimo del estudio para pH [4] Alfa Laval. Manual de industrias lácteas. A. Madrid
propuesto explica el 98.6% de la = 5, tiempo = 15 min y densidad Vicente. Madrid, p.17 (1990).
variabilidad de la proporción de de corriente = 43.23 A/m 2; segui- [5] Aymerich, S. M. Conceptos para tratamiento de
remoción de DQO, lo cual indica do de cualquiera de las dos medias residuos lácteos. CNP. Costa Rica. p.12 (2000).
186 Ingeniería Química Nº 458
También podría gustarte
- DOP DesignDocumento1 páginaDOP Designjulian neuta naranjoAún no hay calificaciones
- 3ra Estructura de Un Progra 2014B IIDocumento51 páginas3ra Estructura de Un Progra 2014B IIRuTh OrtizAún no hay calificaciones
- Funcion SiDocumento22 páginasFuncion SiRuTh OrtizAún no hay calificaciones
- IntervalosDocumento2 páginasIntervalosRuTh OrtizAún no hay calificaciones
- Copia de Funcion Si y o Caso2 Sin Resolver)Documento23 páginasCopia de Funcion Si y o Caso2 Sin Resolver)RuTh Ortiz0% (1)
- Cromatografía Capa FinaaaDocumento17 páginasCromatografía Capa FinaaaHaroldAún no hay calificaciones
- Diagrama de Fases HierroDocumento13 páginasDiagrama de Fases HierroDaniel CruzAún no hay calificaciones
- SOLDADURADocumento8 páginasSOLDADURAnerissaloveAún no hay calificaciones
- Práctica 8. Extracción Con Disolventes Orgánicos y Activos.Documento5 páginasPráctica 8. Extracción Con Disolventes Orgánicos y Activos.Xuxek MartinezAún no hay calificaciones
- Quimica 4Documento15 páginasQuimica 4davis0% (1)
- Mantenimiento Del Sistema de Refrigeracion Del MotorDocumento79 páginasMantenimiento Del Sistema de Refrigeracion Del Motorantonius_27Aún no hay calificaciones
- Guia Lab - Quimica Organica IDocumento75 páginasGuia Lab - Quimica Organica IRAMOS OLLACHICA MARYORI JENNIFERAún no hay calificaciones
- 1 El Plástico - Operaciones de ProcesoDocumento4 páginas1 El Plástico - Operaciones de ProcesoDario RoseroAún no hay calificaciones
- Historia de La Mineria PeruanaDocumento4 páginasHistoria de La Mineria Peruanajhan salvadorAún no hay calificaciones
- Principales Componentes de Los Seres VivosDocumento35 páginasPrincipales Componentes de Los Seres VivosEsau Flores GomezAún no hay calificaciones
- Determinacion de AcidezDocumento2 páginasDeterminacion de AcidezangelsAún no hay calificaciones
- Ej de Quim AnaliticaDocumento23 páginasEj de Quim AnaliticaMiguel Vazquez LandinAún no hay calificaciones
- Programación de Contenidos de Tercer AñoDocumento2 páginasProgramación de Contenidos de Tercer AñoFranklin Aquino PalaciosAún no hay calificaciones
- El Oro Es Un Elemento Químico de Número Atómico 79Documento3 páginasEl Oro Es Un Elemento Químico de Número Atómico 79Benhazen Lynn DeirdreAún no hay calificaciones
- Práctica 7 Actividad Enzimática de Las Peroxidasas.Documento6 páginasPráctica 7 Actividad Enzimática de Las Peroxidasas.Agustin Pedraza GaleanaAún no hay calificaciones
- Boruro de MagnesioDocumento2 páginasBoruro de MagnesioDario MorenoAún no hay calificaciones
- Control 3Documento12 páginasControl 3angela jaqueline gonzales lermoAún no hay calificaciones
- Clase 9Documento3 páginasClase 9Melba KaisenAún no hay calificaciones
- Informe Practica 1-Manejo de Material y Normas de Seguridad en El Laboratorio PDFDocumento3 páginasInforme Practica 1-Manejo de Material y Normas de Seguridad en El Laboratorio PDFSebastian Carvajal100% (3)
- Experimento 4Documento61 páginasExperimento 4cleiver huancaAún no hay calificaciones
- Tecnologia de Materiales Semana 5)Documento10 páginasTecnologia de Materiales Semana 5)Luis perezAún no hay calificaciones
- Tubo CPVC, Tubo GalvanizadoDocumento6 páginasTubo CPVC, Tubo GalvanizadoArEly CouffaineAún no hay calificaciones
- Formulas QuímicasDocumento10 páginasFormulas Químicasana mejiaAún no hay calificaciones
- Escandio para ImprimirDocumento5 páginasEscandio para ImprimirCarlos Humberto Sánchez BeleñoAún no hay calificaciones
- Ficha Tecnica GraficleanDocumento1 páginaFicha Tecnica GraficleanjvaldiviaqAún no hay calificaciones
- Certificado de Análisis de Suelos para PresentarDocumento12 páginasCertificado de Análisis de Suelos para PresentarJuan Carlos FloresAún no hay calificaciones
- Boletin Tecnico Aceros Inox-FastpackDocumento12 páginasBoletin Tecnico Aceros Inox-FastpackGabriel Sánchez VillagraAún no hay calificaciones
- Informe de Determinacion de Acido AceticoDocumento8 páginasInforme de Determinacion de Acido AceticoAnonymous VxLMjQ3Aún no hay calificaciones
- Curso Basico Fluidos Mi SwacoDocumento306 páginasCurso Basico Fluidos Mi Swacoramón indríagoAún no hay calificaciones