También podría gustarte
- Manual de Las Emociones PDFDocumento86 páginasManual de Las Emociones PDFsilvina53100% (2)
- Libreto Godspell Corregido 1Documento30 páginasLibreto Godspell Corregido 1Ernesto Colona OlayaAún no hay calificaciones
- Almacenamiento y Tránsito en Vasos y CaucesDocumento20 páginasAlmacenamiento y Tránsito en Vasos y CaucesKatia León Alva67% (3)
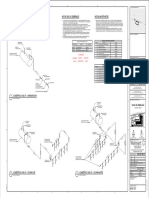
- MIG-701 - DTI GAS LP ComentadoDocumento1 páginaMIG-701 - DTI GAS LP ComentadoAlonso DIAZ100% (1)
- Preguntas ICTDocumento4 páginasPreguntas ICTMiguelAún no hay calificaciones
- Chantal Maillard La Mujer de PieDocumento25 páginasChantal Maillard La Mujer de Piemarcosdanielolivera100% (4)
- Catalogo de Peças - Pinteiro (Digital)Documento17 páginasCatalogo de Peças - Pinteiro (Digital)Yordy SotoAún no hay calificaciones
- Cotizacion OmarDocumento1 páginaCotizacion OmarYordy SotoAún no hay calificaciones
- 0423 Ab22Documento1 página0423 Ab22Yordy SotoAún no hay calificaciones
- Cotizacion Nro 18-2022Documento1 páginaCotizacion Nro 18-2022Yordy SotoAún no hay calificaciones
- Total ServiceDocumento1 páginaTotal ServiceYordy SotoAún no hay calificaciones
- Clasificaciones de Instrumental Quirúrgico-Agv PDFDocumento19 páginasClasificaciones de Instrumental Quirúrgico-Agv PDFYordy SotoAún no hay calificaciones
- Deducción Tasa de Fallos H (T)Documento8 páginasDeducción Tasa de Fallos H (T)Yordy SotoAún no hay calificaciones
- Guia Practica 7 SITO v20231Documento11 páginasGuia Practica 7 SITO v20231ANTONIO SOLIS AGUInOAún no hay calificaciones
- Comando DsolveDocumento3 páginasComando DsolveWendy AlianAún no hay calificaciones
- Desmontar y Montar La Consola CentralDocumento3 páginasDesmontar y Montar La Consola CentralCarlos Lopez MorenoAún no hay calificaciones
- Diseño de Tejidos de Punto 4ºDocumento1 páginaDiseño de Tejidos de Punto 4ºJorge Osvaldo SanchezAún no hay calificaciones
- Juegos de Ingenio 2Documento4 páginasJuegos de Ingenio 2José Manuel SánchezAún no hay calificaciones
- Diptongos, Triptongos e HiatosDocumento4 páginasDiptongos, Triptongos e HiatosDaip Aula De Innovación CasaAún no hay calificaciones
- Depuradores Verticales y Horizontales1Documento7 páginasDepuradores Verticales y Horizontales1SantiAún no hay calificaciones
- HEROÍNADocumento4 páginasHEROÍNAMónica FilipiniAún no hay calificaciones
- 41Tv Chino Hyundai Modelo HTV 2105 Se ApagaDocumento2 páginas41Tv Chino Hyundai Modelo HTV 2105 Se Apagacamilova28Aún no hay calificaciones
- 7.3.2.7 Lab - Research Laptop BatteriesDocumento3 páginas7.3.2.7 Lab - Research Laptop BatteriesEdwin HernándezAún no hay calificaciones
- 10 Actitudes PositivasDocumento3 páginas10 Actitudes Positivasmonicapyp5523Aún no hay calificaciones
- 1 - EnzimasDocumento14 páginas1 - EnzimasJESSENIA ALEJANDRA CACAO LANDIAún no hay calificaciones
- Clasificacion de Las Funciones Del Gobierno PDFDocumento44 páginasClasificacion de Las Funciones Del Gobierno PDFNayckAún no hay calificaciones
- Guia N 2 Salud y Drogas 6 BasicoDocumento4 páginasGuia N 2 Salud y Drogas 6 BasicoVivita MoshaAún no hay calificaciones
- Teorema de BernoulliDocumento9 páginasTeorema de BernoulliEsmir SeminarioAún no hay calificaciones
- La Diferencia en Que Se Resume Toda La DiferenciaDocumento4 páginasLa Diferencia en Que Se Resume Toda La DiferenciaRicardo Leon BetancourthAún no hay calificaciones
- INGENIERÍA ELECTROMECÁNICA TP 3Documento11 páginasINGENIERÍA ELECTROMECÁNICA TP 3Ary PerticarariAún no hay calificaciones
- Lenguaje Grado 2 Periodo 2Documento5 páginasLenguaje Grado 2 Periodo 2clapacha.pAún no hay calificaciones
- Tesis Maestria Fisiologia Del Deporte Hernando Arias Cuarta ParteDocumento17 páginasTesis Maestria Fisiologia Del Deporte Hernando Arias Cuarta Partechristian eduardo rodriguezAún no hay calificaciones
- Manual Operativo 2.0 - Final Nov 2020Documento100 páginasManual Operativo 2.0 - Final Nov 2020Esneider MedinaAún no hay calificaciones
- Catálogo de Equipos de CristalizaciónDocumento9 páginasCatálogo de Equipos de CristalizaciónNarda Cecilia Acosta Hdz100% (1)
- Guía Rápida para Instalación de Tabiquería Con Placas de YesoDocumento10 páginasGuía Rápida para Instalación de Tabiquería Con Placas de YesoJoaquin WeinbergerAún no hay calificaciones
- GUIA DE PROCESOS DE MANUFACTURA 1 2013-Ene-A PDFDocumento67 páginasGUIA DE PROCESOS DE MANUFACTURA 1 2013-Ene-A PDFAndrea PortalAún no hay calificaciones
- Guia Artistica 7° #1Documento5 páginasGuia Artistica 7° #1Elvia Genez PadillaAún no hay calificaciones