También podría gustarte
- 2 Problemas de BalanceDocumento6 páginas2 Problemas de Balancejose luis Rodriguez Pumayauri100% (1)
- Practico #3-Balanceo de LíneaDocumento10 páginasPractico #3-Balanceo de LíneaGonzalo OntiveroAún no hay calificaciones
- TAREADocumento6 páginasTAREAalexa50% (2)
- Problemas de Estudio de CasosDocumento4 páginasProblemas de Estudio de CasosTyrone Cruz50% (2)
- Práctica 11 - Balance de LíneaDocumento15 páginasPráctica 11 - Balance de LíneaErnesto Vic Holg Quispe100% (2)
- EJERCICIO 9.14 Estudio de Trabajo 2Documento2 páginasEJERCICIO 9.14 Estudio de Trabajo 2Tyrone Cruz100% (2)
- EJERCICIO 6 - 04 - 2020xxDocumento3 páginasEJERCICIO 6 - 04 - 2020xxJohan Ovalle100% (3)
- Ejercicios ClaseDocumento3 páginasEjercicios ClaseAlejandra Valdez100% (1)
- Practica de Estudio de TiemposDocumento2 páginasPractica de Estudio de TiemposPaul Charca100% (1)
- Tarea 1Documento2 páginasTarea 1carlos saul miñano arteagaAún no hay calificaciones
- Ejercicios de Balance de LíneaDocumento4 páginasEjercicios de Balance de LíneaDario Ezequiel Estrada TrujilloAún no hay calificaciones
- Solucionario Ejercicios Diagrama Hombre Maquina 2017-3Documento9 páginasSolucionario Ejercicios Diagrama Hombre Maquina 2017-3Jonatan Muñoz Vara100% (1)
- PRACTICA Estudios de TiemposDocumento3 páginasPRACTICA Estudios de TiemposPaola Stefania Villarreal VeraAún no hay calificaciones
- Casos Diagrama Hombre MáquinaDocumento4 páginasCasos Diagrama Hombre MáquinaAnonymous PnBYfVXC00% (2)
- Problemas Resueltos de Medición Del TrabajoDocumento12 páginasProblemas Resueltos de Medición Del TrabajoJoshua Creder100% (1)
- Producto Académico N - 1Documento3 páginasProducto Académico N - 1Cesar Rojas RiosAún no hay calificaciones
- Ergonomia - Etrab 10428 - PC3Documento6 páginasErgonomia - Etrab 10428 - PC3Noelia Niño CorreaAún no hay calificaciones
- Solucionario Ejercicios Balance de Linea 1,2,7,8Documento69 páginasSolucionario Ejercicios Balance de Linea 1,2,7,8Willy CastañedaAún no hay calificaciones
- Problema Dcm6Documento3 páginasProblema Dcm6LuisTocaAún no hay calificaciones
- Una Línea de Ensamble Debe Operar Ocho Horas Al Día Con Una Producción Deseada de 2340 Unidades Por DíaDocumento2 páginasUna Línea de Ensamble Debe Operar Ocho Horas Al Día Con Una Producción Deseada de 2340 Unidades Por DíaGuisela67% (6)
- Hoja 1Documento3 páginasHoja 1Ramon Roque Sanchez50% (4)
- ExamennnnDocumento5 páginasExamennnnBRAYAN AARON MEZA TRISTANAún no hay calificaciones
- Ingenieria de MetodosDocumento99 páginasIngenieria de MetodosJulio Oria100% (2)
- Balance de LineaDocumento18 páginasBalance de LineaZoila100% (2)
- EET S08.s2 - Ejercicios Medicion Del TrabajoDocumento14 páginasEET S08.s2 - Ejercicios Medicion Del TrabajoMaribel TelloAún no hay calificaciones
- Practica 9 1Documento2 páginasPractica 9 1laura conde50% (2)
- Ejercicios Sistemas de ProduccionDocumento16 páginasEjercicios Sistemas de ProduccionJuan Pablo Sagua Benites50% (4)
- Ejercicio Hombre MaquinaDocumento11 páginasEjercicio Hombre MaquinaJavier Romero0% (1)
- Balance de Lineas7 9Documento4 páginasBalance de Lineas7 9Ricardo MendezAún no hay calificaciones
- Diagrama Bimanual Desarme de LapiceroDocumento2 páginasDiagrama Bimanual Desarme de Lapicerosindy cardonaAún no hay calificaciones
- Desarrollo TiemposDocumento7 páginasDesarrollo Tiemposkarinaflorez33% (3)
- Aplicación Del Tiempo Estándar en Diferentes ProblemasDocumento3 páginasAplicación Del Tiempo Estándar en Diferentes ProblemasBrandin RoveloAún no hay calificaciones
- Ejercicios 01Documento15 páginasEjercicios 01Marco Marcos75% (4)
- SESION 13 Balance de LineaDocumento32 páginasSESION 13 Balance de LineaADOLFO GALVEZ QUISPE0% (1)
- Problemas Propuestos TrabajoDocumento4 páginasProblemas Propuestos TrabajoJaimito Ramirez RodasAún no hay calificaciones
- GuiaPractica3 - Diagrama Multiple Actividad VDCDocumento5 páginasGuiaPractica3 - Diagrama Multiple Actividad VDCGIANCARLO SAMIR VALENCIA SERNAQUÉAún no hay calificaciones
- Tiempo de Ciclo 60/5 12 SDocumento3 páginasTiempo de Ciclo 60/5 12 SLuis CobosAún no hay calificaciones
- Sesion 9. Estudios de Tiempos - Medicion y Muestreo de W IDocumento67 páginasSesion 9. Estudios de Tiempos - Medicion y Muestreo de W ILuis Delgado Perez67% (3)
- Ejemplo SDocumento3 páginasEjemplo Smaryori riofrioAún no hay calificaciones
- Ejercicios Muestreo de TrabajoDocumento6 páginasEjercicios Muestreo de TrabajoAlejandro Cruz SantiagoAún no hay calificaciones
- Ejercicio Propuesto 5 Diagrama de ActiviDocumento4 páginasEjercicio Propuesto 5 Diagrama de ActiviDaniel Altamirano SalcedoAún no hay calificaciones
- Ejercicio PDFDocumento1 páginaEjercicio PDFBereysi Cabrera100% (1)
- Balance de Línea y Num MáquinasDocumento38 páginasBalance de Línea y Num MáquinasViicFeer Grados80% (5)
- 2 Fracaso Baja 5 Éxito 8 Gran Éxito - 5 Fracaso Iguana Producciones Moderna 10 Éxito 12 Gran Éxito - 8 Fracaso Alta 6 Éxito 15 Gran ÉxitoDocumento3 páginas2 Fracaso Baja 5 Éxito 8 Gran Éxito - 5 Fracaso Iguana Producciones Moderna 10 Éxito 12 Gran Éxito - 8 Fracaso Alta 6 Éxito 15 Gran ÉxitoPaolo LoyolaAún no hay calificaciones
- Factor Maquinaria Soluc EjerciciosDocumento4 páginasFactor Maquinaria Soluc EjerciciosYamila100% (1)
- 5.3.-El Estudio Del Trabajo en Los Planes de IncentivosDocumento7 páginas5.3.-El Estudio Del Trabajo en Los Planes de IncentivosRobertoMartínezTorreAún no hay calificaciones
- Ejercicios Tiempo EstándarDocumento4 páginasEjercicios Tiempo EstándarDaniel Flores75% (8)
- Ejercicio de TMU Operaciones Encontrando El Símbolo y El Tiempo en TMU Según CorrespondaDocumento3 páginasEjercicio de TMU Operaciones Encontrando El Símbolo y El Tiempo en TMU Según CorrespondaLuisFernando50% (2)
- Ejercicio Tiempo Normal y EstandartDocumento7 páginasEjercicio Tiempo Normal y EstandartIvan Cesar Regalado Leon67% (3)
- Trabajo Metodo - 8 - AbrilDocumento2 páginasTrabajo Metodo - 8 - AbrilcristhelAún no hay calificaciones
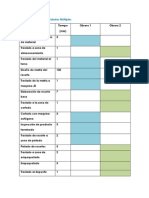
- Diagrama Actividades MultiplesDocumento1 páginaDiagrama Actividades Multiplesjuanju20100% (1)
- Ejercicio 2 Diagrama de Recorrido en Clase Método Actual y MejoradoDocumento2 páginasEjercicio 2 Diagrama de Recorrido en Clase Método Actual y MejoradoMAURICIO ALEJANDRO FLORES OSORTO100% (2)
- Fábrica de Cajas de EmpaqueDocumento2 páginasFábrica de Cajas de EmpaqueJacqueline Calvillo86% (7)
- Diagrama Bimanual Con Imagen LegosDocumento2 páginasDiagrama Bimanual Con Imagen LegosKarla del Cid100% (1)
- Ejercicios Balanceo de Lineas 2017 3Documento14 páginasEjercicios Balanceo de Lineas 2017 3Anonymous euZojkNAún no hay calificaciones
- Ejercicios de Balanceo de LineaDocumento8 páginasEjercicios de Balanceo de LineaERICK JUSSEP GONZALES NOLASCOAún no hay calificaciones
- Ejercicios Balanceo de LineasDocumento14 páginasEjercicios Balanceo de LineasJuan Camilo Fajardo Gallego100% (1)
- Ejercicios Balanceo de LineasDocumento14 páginasEjercicios Balanceo de LineasBRENDA JOHANNA ALVAREZ TRUJILLOAún no hay calificaciones
- BALANCEO DE LINEAS EjerciciosDocumento10 páginasBALANCEO DE LINEAS EjerciciosIvan LopezAún no hay calificaciones
- Balance de Linea ScribindDocumento16 páginasBalance de Linea Scribindcarlos treviñoAún no hay calificaciones
- Circuitos RLCDocumento22 páginasCircuitos RLCAkumatsuAún no hay calificaciones
- Teoría Balanceo de LineasDocumento9 páginasTeoría Balanceo de LineasLearning ManagementAún no hay calificaciones
- Formato - Circuitos CD TablaDocumento3 páginasFormato - Circuitos CD TablaOvvet MaquedaAún no hay calificaciones
- Balanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaDocumento22 páginasBalanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaDennis GarciaAún no hay calificaciones
- Apuntes de Termo1Documento34 páginasApuntes de Termo1Ovvet MaquedaAún no hay calificaciones
- Circuitos RLCDocumento22 páginasCircuitos RLCAkumatsuAún no hay calificaciones
- Calculo DerivadasDocumento1 páginaCalculo DerivadasOvvet MaquedaAún no hay calificaciones
- Balanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaDocumento22 páginasBalanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaDennis GarciaAún no hay calificaciones
- UNIDAD 2 Modelado Geométrico y Analisis Por FEMDocumento14 páginasUNIDAD 2 Modelado Geométrico y Analisis Por FEMErik Dwunit0% (1)
- BobinaDocumento8 páginasBobinaOvvet MaquedaAún no hay calificaciones
- FA IEME-2010-210 Mecanica de FluidosDocumento15 páginasFA IEME-2010-210 Mecanica de FluidosJhonath Mejia GonzalesAún no hay calificaciones
- TermodinamicaDocumento3 páginasTermodinamicaOvvet MaquedaAún no hay calificaciones
- CapDocumento18 páginasCapDanny Joel C SAún no hay calificaciones
- Dinamica de La ParticulaDocumento30 páginasDinamica de La Particulaaxel_oscarAún no hay calificaciones
- Dinamica de La ParticulaDocumento30 páginasDinamica de La Particulaaxel_oscarAún no hay calificaciones
- Frutas en La BibliaDocumento1 páginaFrutas en La BibliaOvvet MaquedaAún no hay calificaciones
- Qumica, Minerologia EtcDocumento13 páginasQumica, Minerologia EtcJully AspenAún no hay calificaciones
- Fuerzas de AtracciónDocumento1 páginaFuerzas de AtracciónOvvet MaquedaAún no hay calificaciones
- Eval. Ensayo FormatoDocumento2 páginasEval. Ensayo FormatoOvvet MaquedaAún no hay calificaciones
- Unidad II DibujoDocumento4 páginasUnidad II DibujoOvvet MaquedaAún no hay calificaciones
- Instrumentos de MedicionDocumento6 páginasInstrumentos de MedicionOvvet MaquedaAún no hay calificaciones
- Entidades AutocadDocumento20 páginasEntidades AutocadGabriella Aqiino RmzAún no hay calificaciones
- Cumbre de La Tierra de Rio de JaneiroDocumento11 páginasCumbre de La Tierra de Rio de JaneiroOvvet MaquedaAún no hay calificaciones
- Instituto Tecnológico de ReynosaDocumento4 páginasInstituto Tecnológico de ReynosaOvvet MaquedaAún no hay calificaciones
- Algebra LinealDocumento13 páginasAlgebra LinealFranklin MonrealAún no hay calificaciones
- Principios de Las SustentabilidadDocumento5 páginasPrincipios de Las SustentabilidadOvvet MaquedaAún no hay calificaciones
- Diagrama de Gantt Simple1Documento3 páginasDiagrama de Gantt Simple1PEDRO MELENDEZAún no hay calificaciones
- Commissioning 797F LAJ00242-136Documento65 páginasCommissioning 797F LAJ00242-136LuisAún no hay calificaciones
- Anexo 2 Formato PortadaDocumento8 páginasAnexo 2 Formato PortadaDianaAún no hay calificaciones
- PSV Nacional - CompletoDocumento32 páginasPSV Nacional - Completodownload02Aún no hay calificaciones
- Ejercicio de Series de TiempoDocumento8 páginasEjercicio de Series de TiempoGIANCARLOS ANTHONY ESPIRITU BRAVOAún no hay calificaciones
- GUÍA DE TRABAJO N°1 Transformada LAPLACEDocumento36 páginasGUÍA DE TRABAJO N°1 Transformada LAPLACECristian eduardo campos ibarraAún no hay calificaciones
- Comprobante de RegistroDocumento2 páginasComprobante de RegistroTolentino Castro Ilian MonserrathAún no hay calificaciones
- El Agustino TM - Comunicado N°29 2022Documento8 páginasEl Agustino TM - Comunicado N°29 2022Teka ProductionsAún no hay calificaciones
- Artculo Modelo Blended Learningen Educacin SuperiorDocumento28 páginasArtculo Modelo Blended Learningen Educacin SuperiorVictor MonteroAún no hay calificaciones
- Mantenimiento Lógico de La LaptopDocumento14 páginasMantenimiento Lógico de La LaptopSaori SanchezAún no hay calificaciones
- Convenio Ópticas LUX 2020 PDFDocumento6 páginasConvenio Ópticas LUX 2020 PDFZuly AkéAún no hay calificaciones
- Pat - 2021Documento19 páginasPat - 2021Proyecto Especial Alto HuallagaAún no hay calificaciones
- FH-28 Preoperacional DOBLADORA (1) 123Documento1 páginaFH-28 Preoperacional DOBLADORA (1) 123Syso EstructurasMCAún no hay calificaciones
- 5 Movimiento Parabólico 1Documento6 páginas5 Movimiento Parabólico 1Carmen PárragaAún no hay calificaciones
- Entramado 1900-3803: IssnDocumento21 páginasEntramado 1900-3803: IssnAnthony NuñezAún no hay calificaciones
- Informe SeminarioDocumento8 páginasInforme SeminarioAguijess Jessi MatelunaAún no hay calificaciones
- Caso Yanquis Analisis de Fuerzas de Competencia de PorterDocumento1 páginaCaso Yanquis Analisis de Fuerzas de Competencia de Portersandra oreAún no hay calificaciones
- Esta Es Una Representación Impresa de La Factura Electrónica, Generada en El Sistema de SUNAT. Puede Verificarla Utilizando Su Clave SOLDocumento1 páginaEsta Es Una Representación Impresa de La Factura Electrónica, Generada en El Sistema de SUNAT. Puede Verificarla Utilizando Su Clave SOLAlejandro VillegasAún no hay calificaciones
- Actividad3 - Calculo Diferencialeintegral PDFDocumento10 páginasActividad3 - Calculo Diferencialeintegral PDFjose luisAún no hay calificaciones
- Una Propuesta de PADLET & FLIPGRIDDocumento6 páginasUna Propuesta de PADLET & FLIPGRIDRamonaAún no hay calificaciones
- Formato Informe Acciodentes y o Incidentes LaboralesDocumento2 páginasFormato Informe Acciodentes y o Incidentes LaboralesNicolasPintaAún no hay calificaciones
- Ejemplo Creacion PACKAGEDocumento3 páginasEjemplo Creacion PACKAGELula NinotAún no hay calificaciones
- Morrales para Hombre, Mujer, Niños y Niñas I TottoDocumento1 páginaMorrales para Hombre, Mujer, Niños y Niñas I TottoJasai JiménezAún no hay calificaciones
- Preguntas Frecuentes Aplicación FiREL v2Documento3 páginasPreguntas Frecuentes Aplicación FiREL v2Ismael GuzmanAún no hay calificaciones
- Gerencia - Cadena de ValorDocumento2 páginasGerencia - Cadena de ValorsalvaAún no hay calificaciones
- Guía de Contactos-1Documento2 páginasGuía de Contactos-1VladimirEspinozaAún no hay calificaciones
- Ejercicios Funcion SiDocumento24 páginasEjercicios Funcion Sigeferson truyolAún no hay calificaciones
- Formato H.V AudifarmaDocumento4 páginasFormato H.V Audifarmalina maria gomezAún no hay calificaciones
- PDF Aspectos Generales de Los Sistemas de Produccion Agricola DLDocumento13 páginasPDF Aspectos Generales de Los Sistemas de Produccion Agricola DLGrupo A InnovaciónAún no hay calificaciones
- Manual de Normas y Procedimientos Que Rigen Las Bases Legales de La MMCVDocumento56 páginasManual de Normas y Procedimientos Que Rigen Las Bases Legales de La MMCVDailiana QuintAFAún no hay calificaciones