También podría gustarte
- Bolsa FlexibleDocumento2 páginasBolsa FlexibleAdali Reyes JulcaAún no hay calificaciones
- Acido FosforicoDocumento17 páginasAcido FosforicoAdali Reyes JulcaAún no hay calificaciones
- Acido FosforicoDocumento17 páginasAcido FosforicoAdali Reyes JulcaAún no hay calificaciones
- Estudio Tecnico y Economico de La Produccion de Neopreno A Partir de Gas Licuado de PetroleoDocumento8 páginasEstudio Tecnico y Economico de La Produccion de Neopreno A Partir de Gas Licuado de PetroleoAdali Reyes JulcaAún no hay calificaciones
- Tablas TrabajoDocumento2 páginasTablas TrabajoJESSICA NIMAAún no hay calificaciones
- Calculo de BombasDocumento5 páginasCalculo de Bombasfabitoco6048Aún no hay calificaciones
- El BazoDocumento2 páginasEl BazoAdali Reyes JulcaAún no hay calificaciones
- Diseño de BiodigestorDocumento1 páginaDiseño de BiodigestorAdali Reyes JulcaAún no hay calificaciones
- El BazoDocumento2 páginasEl BazoAdali Reyes JulcaAún no hay calificaciones
- IndeedresumeDocumento1 páginaIndeedresumeAdali Reyes JulcaAún no hay calificaciones
- EmoleabilidadDocumento2 páginasEmoleabilidadAdali Reyes JulcaAún no hay calificaciones
- Capítulo IIDocumento6 páginasCapítulo IIAdali Reyes JulcaAún no hay calificaciones
- "Decenio de La Igualdad de Oportunidades para Mujeres y Hombres". "Año Del Diálogo y La Reconciliación"Documento2 páginas"Decenio de La Igualdad de Oportunidades para Mujeres y Hombres". "Año Del Diálogo y La Reconciliación"Embi MadeAún no hay calificaciones
- MagnetismoDocumento7 páginasMagnetismoAdali Reyes JulcaAún no hay calificaciones
- Plantas 1 Capítulo 2Documento6 páginasPlantas 1 Capítulo 2Adali Reyes JulcaAún no hay calificaciones
- Planta TalaraDocumento2 páginasPlanta TalaraAdali Reyes JulcaAún no hay calificaciones
- FORMULACIONDocumento11 páginasFORMULACIONAdali Reyes JulcaAún no hay calificaciones
- Planta TalaraDocumento2 páginasPlanta TalaraAdali Reyes JulcaAún no hay calificaciones
- Libro Bme2015 1 PDFDocumento173 páginasLibro Bme2015 1 PDFPatricio Sanchez VeraAún no hay calificaciones
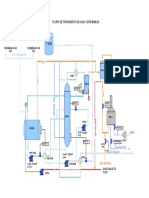
- Planta Agua ContaminadaDocumento1 páginaPlanta Agua ContaminadaAdali Reyes JulcaAún no hay calificaciones
- MagnetismoDocumento5 páginasMagnetismoMarlyu GuzmanAún no hay calificaciones
- Planta TalaraDocumento1 páginaPlanta TalaraAdali Reyes JulcaAún no hay calificaciones
- Refinacion de PetroleoDocumento19 páginasRefinacion de PetroleoAdali Reyes JulcaAún no hay calificaciones
- Planta TalaraDocumento2 páginasPlanta TalaraAdali Reyes JulcaAún no hay calificaciones
- Balance de EnergiaDocumento1 páginaBalance de EnergiaAdali Reyes JulcaAún no hay calificaciones
- Refinacion de PetroleoDocumento19 páginasRefinacion de PetroleoAdali Reyes JulcaAún no hay calificaciones
- Plantilla Tesis Monografia Proyecto Normas APA UNIAJC 2017 v.1Documento27 páginasPlantilla Tesis Monografia Proyecto Normas APA UNIAJC 2017 v.1Mauro LopezAún no hay calificaciones
- PetroleoDocumento19 páginasPetroleoAdali Reyes JulcaAún no hay calificaciones
- Trabajo FinalDocumento27 páginasTrabajo FinalAdali Reyes JulcaAún no hay calificaciones
- (Chillán) T2 SOLUCION CONSTRUCTIVA TECHUMBRE ENVIGADO POLIESTIRENO EXPANDIDO CHILLAN-CHILLAN VIEJODocumento3 páginas(Chillán) T2 SOLUCION CONSTRUCTIVA TECHUMBRE ENVIGADO POLIESTIRENO EXPANDIDO CHILLAN-CHILLAN VIEJOvictor quilodranAún no hay calificaciones
- Esp. Tecnicas y MantenimientoDocumento3 páginasEsp. Tecnicas y MantenimientoDavid Coro SalinasAún no hay calificaciones
- Inducción A Nitrogeno y Tuberia FlexibleDocumento19 páginasInducción A Nitrogeno y Tuberia FlexibleSandi SolisAún no hay calificaciones
- Informe 11 Arboles de TransmisiónDocumento11 páginasInforme 11 Arboles de TransmisiónOmar Stalin Duran CaisaguanoAún no hay calificaciones
- Tarea Academica Contabilidad 1Documento19 páginasTarea Academica Contabilidad 1Valery Ramirez tuestaAún no hay calificaciones
- Reporte Estructural Bodega Chedraui Villa Cristal PDFDocumento53 páginasReporte Estructural Bodega Chedraui Villa Cristal PDFCARLOS RENE PEREZ ULINAún no hay calificaciones
- Catalogo Tecnico MecosaDocumento153 páginasCatalogo Tecnico MecosagrupomecosaAún no hay calificaciones
- Diseño de Una Aplastadora de Latas de AluminioDocumento9 páginasDiseño de Una Aplastadora de Latas de AluminioBoris Alexander Sanchez100% (4)
- Practica Gas NaturalDocumento10 páginasPractica Gas NaturalLORENA SCHUSTER DINIZAún no hay calificaciones
- El Teflon y El Abesto QuimicaDocumento9 páginasEl Teflon y El Abesto QuimicaFERNANDO ALFREDO MART�NEZ MONTILLAAún no hay calificaciones
- Caracteristicas LMS ConsistentDocumento1 páginaCaracteristicas LMS ConsistentPedro Royo LarrosaAún no hay calificaciones
- Equilibrio L-V, Mediante Ecuaciones de EstadoDocumento261 páginasEquilibrio L-V, Mediante Ecuaciones de Estadoalexis salazarAún no hay calificaciones
- Acrilicos DentalesDocumento40 páginasAcrilicos DentalesWIDOLSON GERALD ESQUIVIAS TORRESAún no hay calificaciones
- Mantenimiento en MotorreductoresDocumento15 páginasMantenimiento en MotorreductoresFernando Chunga AtalayaAún no hay calificaciones
- Tuberías y AccesoriosDocumento35 páginasTuberías y AccesoriosFernanda Nieto UriosteguiAún no hay calificaciones
- La RCT Contemporánea (Taller)Documento14 páginasLa RCT Contemporánea (Taller)montilla1982Aún no hay calificaciones
- Ángulo de ContactoDocumento12 páginasÁngulo de ContactoJefferson Ravello RiverosAún no hay calificaciones
- Contaminacion Por Basura ElectronicaDocumento3 páginasContaminacion Por Basura ElectronicaEDUARDO FELIPE RAMIREZ INFANTESAún no hay calificaciones
- Catalogo General Esp 08-09 (15MB) PDFDocumento214 páginasCatalogo General Esp 08-09 (15MB) PDFserferraAún no hay calificaciones
- Informe Concreto Formato ABETDocumento6 páginasInforme Concreto Formato ABETjean carlosAún no hay calificaciones
- Hoja de Datos Bombas Agua de MarDocumento1 páginaHoja de Datos Bombas Agua de MarLeandro Gajardo DíazAún no hay calificaciones
- TGER U3 ContenidoDocumento34 páginasTGER U3 Contenidoeliezer999Aún no hay calificaciones
- Ficha Tecnica Agua Esteril BaxterDocumento2 páginasFicha Tecnica Agua Esteril Baxterhector luis leon perillaAún no hay calificaciones
- EjerciciosflexionDocumento16 páginasEjerciciosflexionMarcos Isaac Leon Cornejo100% (1)
- Memoria Descriptiva ArquitecturaDocumento28 páginasMemoria Descriptiva ArquitecturaFabricio Cruz Culquicondor100% (2)
- 98828555-IING - DE ILUMINACION PROYECTO-imprimirDocumento23 páginas98828555-IING - DE ILUMINACION PROYECTO-imprimirDaniel Pizarro BazanAún no hay calificaciones
- El Enlace Quimico - 106Documento46 páginasEl Enlace Quimico - 106NO NAMEAún no hay calificaciones
- Lab 5Documento8 páginasLab 5Cristal CastilloAún no hay calificaciones
- Componentes de La Estructura de AceroDocumento10 páginasComponentes de La Estructura de Acerofjsv61Aún no hay calificaciones
- PSFyRS ATALAYADocumento60 páginasPSFyRS ATALAYAYilssa H Tamani AguirreAún no hay calificaciones