También podría gustarte
- Ecuaciones DiferencialesDocumento5 páginasEcuaciones DiferencialesMiguel AngelAún no hay calificaciones
- Practica 6Documento13 páginasPractica 6Miguel AngelAún no hay calificaciones
- Practica 4 Motor de CD de Iman Permanente.Documento3 páginasPractica 4 Motor de CD de Iman Permanente.Miguel AngelAún no hay calificaciones
- Cuestionario P 4Documento1 páginaCuestionario P 4Miguel AngelAún no hay calificaciones
- Losas PlanasDocumento4 páginasLosas PlanasAlex GarZuAún no hay calificaciones
- Guia de Inspección de Adiestramiento, MantenimientoDocumento7 páginasGuia de Inspección de Adiestramiento, MantenimientoFreddyAún no hay calificaciones
- Historia Actualidad: Historia de La Fuerza Aérea Del Perú Alenia C-27J An-32BDocumento16 páginasHistoria Actualidad: Historia de La Fuerza Aérea Del Perú Alenia C-27J An-32BAC CruzitoAún no hay calificaciones
- Deber de Fisica Momento Lineal, Impulso y Choques.Documento6 páginasDeber de Fisica Momento Lineal, Impulso y Choques.Marco Andres Espinoza0% (3)
- Cesvi MexicoDocumento56 páginasCesvi MexicoVidaurre Gustavo100% (1)
- Tarea 1 U1Documento7 páginasTarea 1 U1Saul Zuñiga CardenasAún no hay calificaciones
- Malvinas - IA Dagger Pte1 - 1982 1978 PDFDocumento44 páginasMalvinas - IA Dagger Pte1 - 1982 1978 PDFIgna GarciaAún no hay calificaciones
- Dominguez NA Ene 2012 Los Radares 909 Durante La Guerra de Las Malvinas Boletin Del Centro Naval No 832Documento12 páginasDominguez NA Ene 2012 Los Radares 909 Durante La Guerra de Las Malvinas Boletin Del Centro Naval No 832Antonio Jose da CostaAún no hay calificaciones
- Definiciones CRM, Erp y SaabDocumento13 páginasDefiniciones CRM, Erp y SaabAzela Giselle Ruano RedondoAún no hay calificaciones
- Silo - Tips - Curso de Sistema de Gestion de La Seguridad Operacional Sms Nota de Estudio N 5 Operacion en El Aeropuerto Internacional de CuzcoDocumento12 páginasSilo - Tips - Curso de Sistema de Gestion de La Seguridad Operacional Sms Nota de Estudio N 5 Operacion en El Aeropuerto Internacional de CuzcoAngel Bal0n100% (1)
- Pase Viva Air Jose BolañosDocumento1 páginaPase Viva Air Jose BolañosCarlos Arturo BediaAún no hay calificaciones
- 1 SDK Features SPDocumento8 páginas1 SDK Features SPLuisAún no hay calificaciones
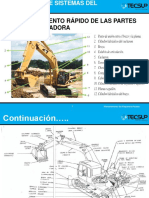
- Descripcion Excavadora HidraulicaDocumento31 páginasDescripcion Excavadora Hidraulicajhon100% (3)
- DISPOLIN EspacialDocumento2 páginasDISPOLIN EspacialGәояgіиa MiLianAún no hay calificaciones
- Taller Final EstadisticaDocumento7 páginasTaller Final EstadisticaSarita RodriguezAún no hay calificaciones
- Mandatory Ocurrence Report Mor AvcDocumento3 páginasMandatory Ocurrence Report Mor AvcaviocesarAún no hay calificaciones
- Fric Efe-2018-PemDocumento16 páginasFric Efe-2018-PemMarco CruzAún no hay calificaciones
- Sistemas de TransporteDocumento161 páginasSistemas de TransporteLuisMorilloAún no hay calificaciones
- Acta 02 de PréstamoDocumento12 páginasActa 02 de PréstamoLlacho ChirmeAún no hay calificaciones
- Civ 2246 InstalacionesDocumento43 páginasCiv 2246 InstalacionesOrlando Quispe ChoqueAún no hay calificaciones
- Sinopsis The MartianDocumento2 páginasSinopsis The MartianJose LlamoccaAún no hay calificaciones
- Tu Primera Guía para Volar Un DroneDocumento29 páginasTu Primera Guía para Volar Un DroneKEVAP2013Aún no hay calificaciones
- RVSM 001Documento6 páginasRVSM 001romercaAún no hay calificaciones
- Potencia Peso 1Documento12 páginasPotencia Peso 1robertorojasAún no hay calificaciones
- EASA - Hose 950532-8D0290Documento2 páginasEASA - Hose 950532-8D0290saniAún no hay calificaciones
- Barcos CuriososDocumento40 páginasBarcos Curiososblackbird56Aún no hay calificaciones
- Ejercicios EscalasDocumento3 páginasEjercicios EscalasEduardo HernándezAún no hay calificaciones
- Problemas Parte 2Documento4 páginasProblemas Parte 2Caracol RHAún no hay calificaciones
- Tarea 1geometriaDocumento6 páginasTarea 1geometriaSussan PazAún no hay calificaciones
- Kits de Tolvas LivianasDocumento2 páginasKits de Tolvas Livianaselias6670% (1)