También podría gustarte
- Curso para Certificacion de Inspectores de Soldadura PDFDocumento753 páginasCurso para Certificacion de Inspectores de Soldadura PDFabraham.rodriguez.cwi246100% (4)
- Ficha de Evaluacion Integral Del Adulto MayorDocumento6 páginasFicha de Evaluacion Integral Del Adulto MayorPiliAndreaS.CarvajalAún no hay calificaciones
- Contenido de Carbono EquivalenteDocumento2 páginasContenido de Carbono Equivalenteabraham.rodriguez.cwi246100% (1)
- Citodur 600Documento1 páginaCitodur 600abraham.rodriguez.cwi246Aún no hay calificaciones
- Manual de Salud y Seguridad OcupacionalDocumento28 páginasManual de Salud y Seguridad OcupacionalsikdjjsnAún no hay calificaciones
- HOBSON, John A. Estudio Del Imperialismo - Text PDFDocumento170 páginasHOBSON, John A. Estudio Del Imperialismo - Text PDFgabby_54ever100% (1)
- Accesorios Ventilacion PDFDocumento23 páginasAccesorios Ventilacion PDFDiegoAún no hay calificaciones
- Aind3206 s5 EntregableDocumento3 páginasAind3206 s5 EntregableMaria Alejandra VasquezAún no hay calificaciones
- Analisis Del Proceso de Soldadura GTAW PDFDocumento13 páginasAnalisis Del Proceso de Soldadura GTAW PDFabraham.rodriguez.cwi246Aún no hay calificaciones
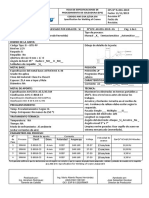
- 1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECDocumento1 página1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECabraham.rodriguez.cwi246100% (1)
- 1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECDocumento1 página1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECabraham.rodriguez.cwi246100% (1)
- 1 Cómo Leer Un Tubo para Uso PetroleroDocumento14 páginas1 Cómo Leer Un Tubo para Uso Petroleroabraham.rodriguez.cwi246Aún no hay calificaciones
- 24 Hablemos de SoldaduraDocumento3 páginas24 Hablemos de Soldaduraabraham.rodriguez.cwi246Aún no hay calificaciones
- 19 Hablemos de SoldaduraDocumento2 páginas19 Hablemos de Soldaduraabraham.rodriguez.cwi246Aún no hay calificaciones
- 4 Hablemos de SoldaduraDocumento2 páginas4 Hablemos de Soldaduraabraham.rodriguez.cwi246Aún no hay calificaciones
- La Importancia de La MarcaDocumento2 páginasLa Importancia de La Marcaabraham.rodriguez.cwi246Aún no hay calificaciones
- 23 Hablemos de SoldaduraDocumento2 páginas23 Hablemos de Soldaduraabraham.rodriguez.cwi246Aún no hay calificaciones
- B-26 Hablemos de Soldadura Alimentador de AlambreDocumento3 páginasB-26 Hablemos de Soldadura Alimentador de Alambreabraham.rodriguez.cwi246Aún no hay calificaciones
- El Acero Absorbe AguaDocumento1 páginaEl Acero Absorbe Aguaabraham.rodriguez.cwi246Aún no hay calificaciones
- Guia para La Elaboracion Del Informe TecnicoDocumento6 páginasGuia para La Elaboracion Del Informe Tecnicoabraham.rodriguez.cwi246Aún no hay calificaciones
- Extensión para La Clasificación de Los ElectrodosDocumento3 páginasExtensión para La Clasificación de Los Electrodosabraham.rodriguez.cwi246Aún no hay calificaciones
- Guía para Elección de Pantallas de SoldaduraDocumento3 páginasGuía para Elección de Pantallas de Soldaduraabraham.rodriguez.cwi246Aún no hay calificaciones
- 5 EjerciciosDocumento14 páginas5 EjerciciosJose PenaAún no hay calificaciones
- Exp de LacteosDocumento21 páginasExp de LacteosVanetefy CarrascoAún no hay calificaciones
- Modelo de Estudio E.I.A. GRUPO 6 y 7Documento165 páginasModelo de Estudio E.I.A. GRUPO 6 y 7jmanuelbcAún no hay calificaciones
- Reflexión Pedagógica de Opcional Seminario PDFDocumento2 páginasReflexión Pedagógica de Opcional Seminario PDFVíctor Jesús Fajardo Cárdenas100% (2)
- Asiento de CierreDocumento5 páginasAsiento de CierreDaniela GonzalezAún no hay calificaciones
- Conexion de Cargas - B4Documento18 páginasConexion de Cargas - B4Felipe OliverosAún no hay calificaciones
- Etanol 92 ADocumento12 páginasEtanol 92 Aisrael machicado calleAún no hay calificaciones
- Navidad y Fin de Año en Toque de Queda: DatosDocumento23 páginasNavidad y Fin de Año en Toque de Queda: DatosLUIS RICARDO TOVAR CORTESAún no hay calificaciones
- Clase Ev Con 01Documento6 páginasClase Ev Con 01Diana NahielyAún no hay calificaciones
- Historia de La AuditoríaDocumento3 páginasHistoria de La AuditoríaBRIYID DAYANA PINEDA SUÁREZAún no hay calificaciones
- Unidad 2. Seguimiento Poa (Rev FN Egpp) 02Documento8 páginasUnidad 2. Seguimiento Poa (Rev FN Egpp) 02Leo Gsus MamaniAún no hay calificaciones
- Sintomas Estrategicas y TacticasDocumento36 páginasSintomas Estrategicas y TacticasKatherine Cruz CernaAún no hay calificaciones
- Ensayo Primeros Auxilios Psicologicos para Birgadas de EmergenciaDocumento4 páginasEnsayo Primeros Auxilios Psicologicos para Birgadas de EmergenciazairaAún no hay calificaciones
- 01 - Instalacion de Software SCT 4.5.2.2 (SIAE AL Compact)Documento2 páginas01 - Instalacion de Software SCT 4.5.2.2 (SIAE AL Compact)Ronnie AgredaAún no hay calificaciones
- Empujes Sobre Superficies Planas y CurvasDocumento82 páginasEmpujes Sobre Superficies Planas y CurvasDaniel Sanchez Ballinas25% (4)
- Unidad 4 ObligacionesDocumento30 páginasUnidad 4 Obligacionesagustin4100Aún no hay calificaciones
- Unidad 2Documento21 páginasUnidad 2Xitlaly Yacaren ToalaAún no hay calificaciones
- Afiche Informativo Uso de EpaDocumento2 páginasAfiche Informativo Uso de EpaFlores MarcelaAún no hay calificaciones
- Pasos Chat MESA DE SERVICIOSDocumento4 páginasPasos Chat MESA DE SERVICIOSdmpoAún no hay calificaciones
- Formatos de Permisos de TrabajoDocumento17 páginasFormatos de Permisos de TrabajoINMASIG SASAún no hay calificaciones
- Practica #1 (Divisores de Tensión)Documento11 páginasPractica #1 (Divisores de Tensión)Sandy GonzálezAún no hay calificaciones
- GP PowerbankDocumento2 páginasGP PowerbankjoxepoxAún no hay calificaciones
- Presupuestos Tarea 5Documento8 páginasPresupuestos Tarea 5Vane HerreraAún no hay calificaciones
- Resumen Primer Plan General de Bienes CulturalesDocumento1 páginaResumen Primer Plan General de Bienes CulturalesAntonio BermúdezAún no hay calificaciones
- IT6 - Ciudad ColectivaDocumento10 páginasIT6 - Ciudad ColectivaEsteban MartinezAún no hay calificaciones