También podría gustarte
- Anexo 13 STD-094 Inst. Puesta TierraDocumento5 páginasAnexo 13 STD-094 Inst. Puesta TierraEd GonzalesAún no hay calificaciones
- 701u Estacion Manual Doble Acción MircomDocumento1 página701u Estacion Manual Doble Acción MircomLiz Mary Ledesma SedanoAún no hay calificaciones
- Presupuesto y Cantidades de Obra (Fundacion)Documento8 páginasPresupuesto y Cantidades de Obra (Fundacion)Alinda AnnAún no hay calificaciones
- 2.1. MD y ET Media Tension Aulario 22.05.2013Documento15 páginas2.1. MD y ET Media Tension Aulario 22.05.2013elfren ramosAún no hay calificaciones
- Actividades Mecanica D-25112Documento20 páginasActividades Mecanica D-25112Francisco Salazar100% (1)
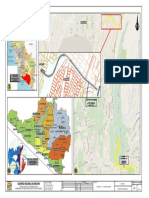
- Plano de Ubicacion - Original-Via 54Documento1 páginaPlano de Ubicacion - Original-Via 54David Dueñas BravoAún no hay calificaciones
- Listado en Español de Los Códigos NFPADocumento16 páginasListado en Español de Los Códigos NFPACarlos MoyaAún no hay calificaciones
- Cotización de TuberiasDocumento2 páginasCotización de Tuberiasmike chamorroAún no hay calificaciones
- Manual de Instalación de Detector de Humos Por Aspiración y CONCEPTOSDocumento60 páginasManual de Instalación de Detector de Humos Por Aspiración y CONCEPTOSFRANKAún no hay calificaciones
- Sub-Estacion de 34.5 KVDocumento103 páginasSub-Estacion de 34.5 KVloaiza6969Aún no hay calificaciones
- Procedimiento para Prueba de Estanqueidad .Documento3 páginasProcedimiento para Prueba de Estanqueidad .Junior FlooAún no hay calificaciones
- Diseño de Caminos Pavimentados de Bajo VolúmenDocumento171 páginasDiseño de Caminos Pavimentados de Bajo VolúmenJose LermoAún no hay calificaciones
- Memoria Descriptiva de ObraDocumento17 páginasMemoria Descriptiva de Obrajose luisAún no hay calificaciones
- Informe TecnicoDocumento1 páginaInforme TecnicoFrancisco HernandezAún no hay calificaciones
- Procedimiento Aplicación de Soldadura GMAW PeruDocumento4 páginasProcedimiento Aplicación de Soldadura GMAW PeruCarlo LaraAún no hay calificaciones
- Memoria Descriptiva y Requerimiento TecnicoDocumento18 páginasMemoria Descriptiva y Requerimiento Tecnicomari carmenAún no hay calificaciones
- Cálculo de Espesores Mínimos de Aislamiento TérmicoDocumento2 páginasCálculo de Espesores Mínimos de Aislamiento TérmicoMalena Matos LaudisioAún no hay calificaciones
- Memoria de Calculo Tanques Ibiza 1Documento10 páginasMemoria de Calculo Tanques Ibiza 1consultas expedienteAún no hay calificaciones
- Et - Media Tension (MT)Documento10 páginasEt - Media Tension (MT)MARCO SILVA CABREJOAún no hay calificaciones
- Portafolio de ServiciosDocumento10 páginasPortafolio de ServiciosMargarita Amaya MantillaAún no hay calificaciones
- Calculo Malla de Tierra IEEE80-2000Documento8 páginasCalculo Malla de Tierra IEEE80-2000Amaury De la Cruz100% (1)
- 4.-Reporte de Espesores 3 - GigawattDocumento1 página4.-Reporte de Espesores 3 - GigawattDaniel Callomamani LeonAún no hay calificaciones
- Memoria Descriptiva ChillisDocumento27 páginasMemoria Descriptiva ChillisALEX100% (1)
- MD 002GP0668B 740 06 001Documento11 páginasMD 002GP0668B 740 06 001IngenieroSinTituloAún no hay calificaciones
- Aseptical Led 1x4 48wDocumento1 páginaAseptical Led 1x4 48wAnthony Román V.Aún no hay calificaciones
- Protocolo Medición de EspesoresDocumento1 páginaProtocolo Medición de EspesoresEduardo Flores CAún no hay calificaciones
- PRESUPU. 105 A 150 METROSDocumento1 páginaPRESUPU. 105 A 150 METROSrosarioAún no hay calificaciones
- Presupuesto Nuevo 05.2021Documento1360 páginasPresupuesto Nuevo 05.2021carlos manuel barrios ortaAún no hay calificaciones
- Memoria Descriptiva - Inst ElectricasDocumento6 páginasMemoria Descriptiva - Inst Electricasgerson rsAún no hay calificaciones
- Informe TecnicoDocumento5 páginasInforme TecnicoNatalia DuranAún no hay calificaciones
- Protocolo-E-Block Con DuctoDocumento17 páginasProtocolo-E-Block Con DuctoLUISAún no hay calificaciones
- Monografia Diseño de Protección Catódica para Un Muelle MarinoDocumento18 páginasMonografia Diseño de Protección Catódica para Un Muelle Marinojaimar701Aún no hay calificaciones
- Especificaciones Tecnicas Instalaciones ElectricasDocumento10 páginasEspecificaciones Tecnicas Instalaciones ElectricasJuan sebastian Herrera PAún no hay calificaciones
- Alena - Procedimiento Energizacion Circuito 1 BORRADORDocumento17 páginasAlena - Procedimiento Energizacion Circuito 1 BORRADORjorgeAún no hay calificaciones
- Instalaciones Electricas Clase 3Documento62 páginasInstalaciones Electricas Clase 3Aland Bravo VecorenaAún no hay calificaciones
- N2XY 0 6 1 KV Multipolar PDFDocumento11 páginasN2XY 0 6 1 KV Multipolar PDFMiguel Blasco MartínezAún no hay calificaciones
- Procedimiento de Montaje de Tuberías - ActualizadoDocumento18 páginasProcedimiento de Montaje de Tuberías - ActualizadojuanitoAún no hay calificaciones
- 06 ESPECIFICACIONES TECNICAS MINIMAS SISTEMA CCTV DescansoDocumento4 páginas06 ESPECIFICACIONES TECNICAS MINIMAS SISTEMA CCTV DescansoHenry Mitchell Taype CruzadoAún no hay calificaciones
- Clase de Extintores Segun Tipo de Fuego - Plan Te Contingencia - CoarDocumento53 páginasClase de Extintores Segun Tipo de Fuego - Plan Te Contingencia - CoarKlaudia Rivasplata GarciaAún no hay calificaciones
- Envolventes Metálicas para Automatización y Control - 1TXA804008D0701-0309 PDFDocumento265 páginasEnvolventes Metálicas para Automatización y Control - 1TXA804008D0701-0309 PDFFabio RochaAún no hay calificaciones
- Anexo 3 Cambio de Postes 24y25nov - L1107Documento5 páginasAnexo 3 Cambio de Postes 24y25nov - L1107Jose LuisAún no hay calificaciones
- Computos Metricos Alumbrado VialDocumento36 páginasComputos Metricos Alumbrado VialmailinAún no hay calificaciones
- Canalizaciones Electricas ExposicionDocumento30 páginasCanalizaciones Electricas Exposicionnikoll1953Aún no hay calificaciones
- Calidad Planta Solar MoqueguaDocumento11 páginasCalidad Planta Solar MoqueguaEspinoza SamaniegoAún no hay calificaciones
- SPB 110 Co CR 0001 R0 AceDocumento5 páginasSPB 110 Co CR 0001 R0 AcexxhiorinmaruxxAún no hay calificaciones
- MANUAL Regularizacion Estanques Combustibles LiquidosDocumento10 páginasMANUAL Regularizacion Estanques Combustibles LiquidosPARINACOTA6000Aún no hay calificaciones
- T56 Da 8360 04 TS 001 - 0Documento32 páginasT56 Da 8360 04 TS 001 - 0Yupanqui RicardoAún no hay calificaciones
- Instalaciones Explosion Proof # 1 UnmsmDocumento26 páginasInstalaciones Explosion Proof # 1 Unmsmhector retuerto ramosAún no hay calificaciones
- Especificaciones Tecnicas - Isw & Ingenieros Consultores Sac - AscensorDocumento3 páginasEspecificaciones Tecnicas - Isw & Ingenieros Consultores Sac - AscensornirvanaAún no hay calificaciones
- Hoja de Datos - Heat TracingDocumento3 páginasHoja de Datos - Heat TracingCorporativo InstacomAún no hay calificaciones
- PETS-OE-003 - Transporte Manual de Postes Al Punto de IzajeDocumento13 páginasPETS-OE-003 - Transporte Manual de Postes Al Punto de IzajeAlnibar SalazarAún no hay calificaciones
- Estampas AsmeDocumento17 páginasEstampas AsmeEduardo MendozaAún no hay calificaciones
- 13.3 A4170 - SM - La Union - Protocolo de EpsDocumento4 páginas13.3 A4170 - SM - La Union - Protocolo de EpsChristian AcuñaAún no hay calificaciones
- Memoria Descriptiva ElectricasDocumento35 páginasMemoria Descriptiva ElectricasMiguel SanchezAún no hay calificaciones
- Informe de Elaboración WPS Precalificadas de Acuerdo AWS D1 INFORME 2 REPARTIDODocumento23 páginasInforme de Elaboración WPS Precalificadas de Acuerdo AWS D1 INFORME 2 REPARTIDOAbel muñoz cortesAún no hay calificaciones
- Procedimiento para Instalacion de Puesta Tierra HorizontalDocumento9 páginasProcedimiento para Instalacion de Puesta Tierra HorizontalEdwinHuacanAún no hay calificaciones
- Et-601 Ductos MetalicosDocumento14 páginasEt-601 Ductos Metalicosmordelon468Aún no hay calificaciones
- Fabricación de Tubería de Hierro FundidoDocumento3 páginasFabricación de Tubería de Hierro FundidoEddy ARAún no hay calificaciones
- NTC1925Documento14 páginasNTC1925juano20090% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Dokumen - Tips - 1 Descripcion General Rev 1Documento41 páginasDokumen - Tips - 1 Descripcion General Rev 1Alessandro JohnsonAún no hay calificaciones
- Apunte #2 - Tensiones y Deformaciones en Tracción y CompresiónDocumento7 páginasApunte #2 - Tensiones y Deformaciones en Tracción y CompresiónNestor TorresAún no hay calificaciones
- Alberto Manso Tarea S4Documento6 páginasAlberto Manso Tarea S4Alberto MansoAún no hay calificaciones
- Horno Electrico 2011Documento64 páginasHorno Electrico 2011frank100% (2)
- Acetato de Etilo y AcetonaDocumento6 páginasAcetato de Etilo y Acetonaayalasotelo4410Aún no hay calificaciones
- Actividad CementoDocumento5 páginasActividad CementoLeonel Zarate RodriguezAún no hay calificaciones
- Bioplasticos Rigidos de Almidon PDFDocumento3 páginasBioplasticos Rigidos de Almidon PDFSebastian Lopez ArangoAún no hay calificaciones
- 100 Experimentos Sencillos de Fisica y QuimicaDocumento138 páginas100 Experimentos Sencillos de Fisica y QuimicagildergonzAún no hay calificaciones
- Cap. 10 - Proporciones en Volumen SueltoDocumento11 páginasCap. 10 - Proporciones en Volumen SueltoDaniel TriviñoAún no hay calificaciones
- Guia Completa de 4to Año Nomenclatura InorganicaDocumento10 páginasGuia Completa de 4to Año Nomenclatura Inorganicavaldemar valderramaAún no hay calificaciones
- Evaluación Diagnóstica de Unidad de Los MaterialesDocumento3 páginasEvaluación Diagnóstica de Unidad de Los MaterialesTía Macarena AedoAún no hay calificaciones
- Renewable Hydrogen Utilisation For The Production of MethanolDocumento10 páginasRenewable Hydrogen Utilisation For The Production of MethanolDaniela Olaya MajéAún no hay calificaciones
- Mac - Ro. System - R.A.R. - Galmac 4R-P: Especificación TécnicaDocumento1 páginaMac - Ro. System - R.A.R. - Galmac 4R-P: Especificación TécnicaEliana Quispe BravoAún no hay calificaciones
- Informe de PotenciometriaDocumento47 páginasInforme de PotenciometriaRenzo Acevedo CanoAún no hay calificaciones
- Equipos y Materiales DentalesDocumento11 páginasEquipos y Materiales DentalesJudi ShopAún no hay calificaciones
- Viscosimetro de BrookfieldDocumento19 páginasViscosimetro de BrookfieldSara CristinaAún no hay calificaciones
- Sanitaria Memoria DescriptivaDocumento8 páginasSanitaria Memoria DescriptivaLiz Mary Ledesma SedanoAún no hay calificaciones
- Balance de MaterialesDocumento1 páginaBalance de MaterialesRyodankioAún no hay calificaciones
- Resumen Soluciones IdealesDocumento19 páginasResumen Soluciones IdealesHernan Felipe Cifuentes PeñaAún no hay calificaciones
- Academia Intensivo 2002 - I Química (11) 28-01-2002Documento3 páginasAcademia Intensivo 2002 - I Química (11) 28-01-2002Michael Slater Ocaña PuiconAún no hay calificaciones
- C.U. Agua PotableDocumento105 páginasC.U. Agua PotablejhersonAún no hay calificaciones
- Fuerzas IntermolecularesDocumento16 páginasFuerzas Intermolecularesclaudiahuss60% (5)
- Mapa Fases de La Industria MineraDocumento12 páginasMapa Fases de La Industria MineraJose Tangara BustillosAún no hay calificaciones
- Es Kendall SHP Diesel Engine OilDocumento3 páginasEs Kendall SHP Diesel Engine OilHubertt Chacon AntonioAún no hay calificaciones
- Investigacion LCBDocumento4 páginasInvestigacion LCBDiana GutiérrezAún no hay calificaciones
- Conceptos Generales de Mecanica de MCDocumento54 páginasConceptos Generales de Mecanica de MCLenin MontillAún no hay calificaciones
- Anexo CDocumento155 páginasAnexo CCasadotab TolentinoAún no hay calificaciones
- Biomateriales - AmalgamasDocumento29 páginasBiomateriales - AmalgamasPatricia TorreAguirreAún no hay calificaciones
- Leccion de Analisis de Particulas Como Evaluacion Del Avance Del Desgaste en Sistemas LubricadosDocumento2 páginasLeccion de Analisis de Particulas Como Evaluacion Del Avance Del Desgaste en Sistemas Lubricados25 Olmedo RenatoAún no hay calificaciones
- CV Marcelo Marino - 02-11-2021Documento9 páginasCV Marcelo Marino - 02-11-2021marino315Aún no hay calificaciones