También podría gustarte
- Cálculo y diseño de estructuras de materiales compuestos de fibra de vidrioDe EverandCálculo y diseño de estructuras de materiales compuestos de fibra de vidrioAún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Grua Puente Manual - 2Documento8 páginasGrua Puente Manual - 2Ray LujanAún no hay calificaciones
- Manu Fact UraDocumento3 páginasManu Fact Uradaniel100% (2)
- ST Electric Shoe Brake Manual - SpanishDocumento53 páginasST Electric Shoe Brake Manual - SpanishJose FernandezAún no hay calificaciones
- Dobladora de Perfiles Nargesa409Documento15 páginasDobladora de Perfiles Nargesa409man_chopper2525Aún no hay calificaciones
- Etron Novoton NT Catalogo Barriletes OriginalDocumento16 páginasEtron Novoton NT Catalogo Barriletes OriginalDionisio GiongoAún no hay calificaciones
- Yale Global King B, C, D-Frame Wire Rope Hoist 2018 Oct 11353399 Rev ABDocumento67 páginasYale Global King B, C, D-Frame Wire Rope Hoist 2018 Oct 11353399 Rev ABMARTIN FLORESAún no hay calificaciones
- Desgranadora de Maiz AnalisisDocumento43 páginasDesgranadora de Maiz AnalisisnikounsaacAún no hay calificaciones
- Diseño TecleDocumento7 páginasDiseño TecleAndrés PulupaAún no hay calificaciones
- Trommel Separador RotatorioDocumento1 páginaTrommel Separador Rotatoriofiorela valles huaman0% (1)
- Ferro CarrilesDocumento39 páginasFerro CarrilesIgnacio Zamora RubilarAún no hay calificaciones
- Catalogo FerrumDocumento54 páginasCatalogo FerrumOscar Ferrini100% (1)
- FastCAM SPANISH PDFDocumento290 páginasFastCAM SPANISH PDFPablo AndresAún no hay calificaciones
- Prensa ExcentricaDocumento10 páginasPrensa ExcentricaMiguel Angel Cejas VillodresAún no hay calificaciones
- Diseño y construcción de un elevador hidráulico tipo pluma de 1 toneladaDocumento22 páginasDiseño y construcción de un elevador hidráulico tipo pluma de 1 toneladaYrdy Dzdz100% (1)
- Torno D B-64304SP-1 - 02 - 110317Documento470 páginasTorno D B-64304SP-1 - 02 - 110317victor elias quintero tobarAún no hay calificaciones
- Control Dosificadora de Fluidos ViscososDocumento158 páginasControl Dosificadora de Fluidos ViscososdenarAún no hay calificaciones
- Robot StructuralDocumento9 páginasRobot StructuralnodisturbAún no hay calificaciones
- Diseño de Una Transportadora de Sacos PDFDocumento152 páginasDiseño de Una Transportadora de Sacos PDFventas.juguetes9Aún no hay calificaciones
- Mantenimiento - Unidad - 3 - LubricacionDocumento37 páginasMantenimiento - Unidad - 3 - LubricacionAlexander Izcali Celaya LuisAún no hay calificaciones
- Beta RR 125-200-250-300 RR 2T 2021 - Manual de Uso y Manutencion - RR2T - ES PDF Motocicleta Tap (Válvula)Documento1 páginaBeta RR 125-200-250-300 RR 2T 2021 - Manual de Uso y Manutencion - RR2T - ES PDF Motocicleta Tap (Válvula)SKYRESTAdexsuXX YTAún no hay calificaciones
- Cartilla de Mantenimiento Preventivo PolipastosDocumento1 páginaCartilla de Mantenimiento Preventivo PolipastosEduardo David Huaman HinostrozaAún no hay calificaciones
- Carga última y módulo de elasticidadDocumento8 páginasCarga última y módulo de elasticidadLucia PeñaAún no hay calificaciones
- Mantenimiento torno Colchester UNI-RUPAPDocumento37 páginasMantenimiento torno Colchester UNI-RUPAPFran J CaceresAún no hay calificaciones
- Teoria de EngranesDocumento70 páginasTeoria de EngranesDavid Heredia Gomez100% (1)
- Tallado de EngranajesDocumento13 páginasTallado de EngranajesRamírez Vilca JulioAún no hay calificaciones
- Acotacion FuncionalDocumento15 páginasAcotacion FuncionalChristian NietoAún no hay calificaciones
- MANUAL PAV. - Diseño Estructural de PavimentosDocumento338 páginasMANUAL PAV. - Diseño Estructural de PavimentosAlejandra Retamal AlfaroAún no hay calificaciones
- Chumaceras BrowningDocumento6 páginasChumaceras BrowningIng Jesus Alberto Lozoya MorenoAún no hay calificaciones
- Manual General de Usuario Burny en Castellano by Walmar IngDocumento101 páginasManual General de Usuario Burny en Castellano by Walmar IngKlaus Karner100% (3)
- Ficha Tecnica Herraje 10x115Documento6 páginasFicha Tecnica Herraje 10x115MIRIAMAún no hay calificaciones
- Esfuerzos Residuales en Piezas SoldadasDocumento13 páginasEsfuerzos Residuales en Piezas SoldadasCARLOS ALBERTO PAMPLONA LIMA100% (1)
- Manual Fast CamDocumento290 páginasManual Fast Camf_a_k100% (1)
- TFG Diseño y Cálculo de Una Estructura MetálicaDocumento402 páginasTFG Diseño y Cálculo de Una Estructura MetálicaAyrtonAstoAún no hay calificaciones
- Temario Curso SIMULACION AERODINAMICA CFD Con OPENFOAMDocumento7 páginasTemario Curso SIMULACION AERODINAMICA CFD Con OPENFOAMSoynormal0% (1)
- Curso Soat InsDocumento37 páginasCurso Soat Inscarlos riveraAún no hay calificaciones
- Reg Conser Vias y eDocumento486 páginasReg Conser Vias y eRaul Navarro100% (2)
- Manual Soldadura Aeromig280Documento94 páginasManual Soldadura Aeromig280Jorge LópezAún no hay calificaciones
- Precios Unitarios de Acarreo Del MaterialDocumento22 páginasPrecios Unitarios de Acarreo Del MaterialWilly Gaona OblitasAún no hay calificaciones
- Cimatron E10 - Design PDFDocumento39 páginasCimatron E10 - Design PDFarmy_99Aún no hay calificaciones
- Manual pegadora cajas cartónDocumento4 páginasManual pegadora cajas cartónCarla Zamora MoralesAún no hay calificaciones
- CAMWorksDocumento14 páginasCAMWorkscesarAún no hay calificaciones
- Ajuste EntrehierroDocumento6 páginasAjuste Entrehierro50505050Aún no hay calificaciones
- Catálogo Componentes MarbettDocumento344 páginasCatálogo Componentes Marbettconsultach100% (1)
- Ciclos Cajeado PDFDocumento11 páginasCiclos Cajeado PDFCarlos Tablet100% (1)
- Fabricación tolvasDocumento55 páginasFabricación tolvasMilton PilcoAún no hay calificaciones
- MixerDocumento48 páginasMixerAnonymous hdJNiX1100% (1)
- Bordonadoras RAS Modelos Aplicaciones para Rodillos de BordonadoraDocumento38 páginasBordonadoras RAS Modelos Aplicaciones para Rodillos de BordonadoraArielAún no hay calificaciones
- Grua Viajera Doble Puente Sobre RielDocumento8 páginasGrua Viajera Doble Puente Sobre RielArmando MaciasAún no hay calificaciones
- Aleaciones de Aluminio - Catalogo - PDF - Libro - Alu-Stock - LA4 - Cap11 - AleacionesDocumento102 páginasAleaciones de Aluminio - Catalogo - PDF - Libro - Alu-Stock - LA4 - Cap11 - Aleacionesmarher10% (1)
- TESISDocumento43 páginasTESISEduardo Andres Velásquez AndradeAún no hay calificaciones
- AVANCE 1 DinamicaDocumento20 páginasAVANCE 1 DinamicaMarcos CunalataAún no hay calificaciones
- Diseño de una máquina plegadora de planchas metálicasDocumento79 páginasDiseño de una máquina plegadora de planchas metálicasMatias Ulloa BadillaAún no hay calificaciones
- Primer Avance Pi - Diseño de Faja TransportadoraDocumento10 páginasPrimer Avance Pi - Diseño de Faja TransportadoraFernando JuarezAún no hay calificaciones
- Diseño y Construcción de Modelos de Operaciones Ferroviarias Mediante SimulacionesDocumento240 páginasDiseño y Construcción de Modelos de Operaciones Ferroviarias Mediante SimulacionesChristian Llerena CayetanoAún no hay calificaciones
- Calculo, Diseño y Dimensionamiento de Puente GrúaDocumento129 páginasCalculo, Diseño y Dimensionamiento de Puente GrúajuanAún no hay calificaciones
- Tesis: Diseño de Una Máquina Roladora para El Distrito de PichanakiDocumento162 páginasTesis: Diseño de Una Máquina Roladora para El Distrito de PichanakiAlex DiazAún no hay calificaciones
- Diseño de puente grúa para montaje de bombas de aguas servidasDocumento167 páginasDiseño de puente grúa para montaje de bombas de aguas servidasRodrigo VillalobosAún no hay calificaciones
- Maquina PlegadoraDocumento202 páginasMaquina PlegadoraEdy Alexander Quispe SucaAún no hay calificaciones
- Norma Iso 6983Documento5 páginasNorma Iso 6983Daniel CJ Juk50% (2)
- 2 Tabla Coeficientes de Perdidas Locales PDFDocumento4 páginas2 Tabla Coeficientes de Perdidas Locales PDFAlonso ATAún no hay calificaciones
- 2 - Resistencia Al CorteDocumento48 páginas2 - Resistencia Al CorteLucas XipeAún no hay calificaciones
- 5 Gráfico Ventilador KKKDocumento1 página5 Gráfico Ventilador KKKAlonso ATAún no hay calificaciones
- PFC Arturo Herreros GarridoDocumento239 páginasPFC Arturo Herreros GarridoMarcos CarreroAún no hay calificaciones
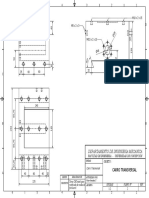
- Plano N°2 Carro TransversalDocumento1 páginaPlano N°2 Carro TransversalAlonso ATAún no hay calificaciones
- 1180 Esp 46 ControlNumericoDirectoDocumento1 página1180 Esp 46 ControlNumericoDirectoPoncho LlanasAún no hay calificaciones
- C473 Medición de Fuerzas de Corte en MecanizadoDocumento11 páginasC473 Medición de Fuerzas de Corte en MecanizadodatatAún no hay calificaciones
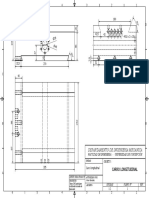
- Plano N°1 Carro LongitudinalDocumento1 páginaPlano N°1 Carro LongitudinalAlonso ATAún no hay calificaciones
- Efecto del revenido en las propiedades mecánicas de acerosDocumento16 páginasEfecto del revenido en las propiedades mecánicas de acerosrober1411Aún no hay calificaciones
- Tarea N°1 Dis Mec Ii 2017Documento1 páginaTarea N°1 Dis Mec Ii 2017Alonso ATAún no hay calificaciones
- 4.2 Problemas de Diseño Mecanico PDFDocumento16 páginas4.2 Problemas de Diseño Mecanico PDFAlonso ATAún no hay calificaciones
- Diseño mecánico: proceso generalDocumento9 páginasDiseño mecánico: proceso generalJorge Rodriguez MAún no hay calificaciones
- Pasaje Recorrido 6b7ebz66Documento1 páginaPasaje Recorrido 6b7ebz66Alonso ATAún no hay calificaciones
- Cylinder and Pump Sets Spanish Metric E328e PDFDocumento2 páginasCylinder and Pump Sets Spanish Metric E328e PDFAlonso ATAún no hay calificaciones
- Cylinder and Pump Sets Spanish Metric E328e PDFDocumento2 páginasCylinder and Pump Sets Spanish Metric E328e PDFAlonso ATAún no hay calificaciones
- Acero 2367Documento7 páginasAcero 2367Alonso ATAún no hay calificaciones
- 16 PDFDocumento10 páginas16 PDFseccion 80 sccion 80Aún no hay calificaciones
- MT Temas DisponiblesDocumento3 páginasMT Temas DisponiblesAlonso ATAún no hay calificaciones
- Dina Van Zadab ParcialDocumento73 páginasDina Van Zadab ParcialMarioluis Martin Castillo FernandezAún no hay calificaciones
- Dialnet DISENOYCONSTRUCCIONDEUNDINAMOMETROPARALAMEDICIONDE 4838409Documento1 páginaDialnet DISENOYCONSTRUCCIONDEUNDINAMOMETROPARALAMEDICIONDE 4838409Alonso ATAún no hay calificaciones
- Catalogo de Herramientas de TornoDocumento156 páginasCatalogo de Herramientas de TornoWilson Rivera Flores100% (1)
- Instructivo Ds 160Documento24 páginasInstructivo Ds 160Alonso ATAún no hay calificaciones
- Dialnet DISENOYCONSTRUCCIONDEUNDINAMOMETROPARALAMEDICIONDE 4838409 PDFDocumento6 páginasDialnet DISENOYCONSTRUCCIONDEUNDINAMOMETROPARALAMEDICIONDE 4838409 PDFAlonso ATAún no hay calificaciones
- AAR M-107 M-208-2009 Traducido EspañolDocumento22 páginasAAR M-107 M-208-2009 Traducido EspañolAlonso ATAún no hay calificaciones
- Laboratorio Ensayo Corte Directo y Compresión InconfinadaDocumento23 páginasLaboratorio Ensayo Corte Directo y Compresión InconfinadaKevinAún no hay calificaciones
- Presentacion Maquinas CNCDocumento19 páginasPresentacion Maquinas CNCGenaro CoronelAún no hay calificaciones
- TornoDocumento12 páginasTornoalumnofimAún no hay calificaciones
- Unidad 3 Procesos de Cambio de FormaDocumento26 páginasUnidad 3 Procesos de Cambio de FormaSamuel Sanchez67% (3)
- Quiz 2 Procesos de Manufactura UNADDocumento5 páginasQuiz 2 Procesos de Manufactura UNADLina GarciaAún no hay calificaciones
- Roscas trapezoidales: características y aplicacionesDocumento3 páginasRoscas trapezoidales: características y aplicacionesAntonio ValeraAún no hay calificaciones
- Pares CinemáticosDocumento28 páginasPares CinemáticosMecánica Tecnológica90% (30)
- Rocas y Tallado Apuntes - TornoDocumento12 páginasRocas y Tallado Apuntes - TornoRicardo Ariel C CAún no hay calificaciones
- Metodología para formular módulos ocupacionalesDocumento97 páginasMetodología para formular módulos ocupacionalesMiriam KhantoAún no hay calificaciones
- Comparativa Entre CNC Convencional y La Electroerosión para El Mecanizado y ManufacturaDocumento9 páginasComparativa Entre CNC Convencional y La Electroerosión para El Mecanizado y ManufacturaAlan Contreras100% (2)
- Procesos de manufacturaDocumento93 páginasProcesos de manufacturaSergio García RamírezAún no hay calificaciones
- Resumen Unidad 1 ControlDocumento10 páginasResumen Unidad 1 Control007skyline001100% (1)
- Características Del Control Numérico ComputarizadoDocumento5 páginasCaracterísticas Del Control Numérico ComputarizadoGlendy Ek ChucAún no hay calificaciones
- Fundamentos Básicos de Procesos de ManufacturaDocumento282 páginasFundamentos Básicos de Procesos de ManufacturaAndrea GonzálezAún no hay calificaciones
- Hoja de Procesos (Reina - Ajedrez 1)Documento4 páginasHoja de Procesos (Reina - Ajedrez 1)Alex AndrangoAún no hay calificaciones
- Fresado: teoría y cálculo de parámetrosDocumento36 páginasFresado: teoría y cálculo de parámetrospablobayoAún no hay calificaciones
- Curso de Control Numérico - CNC PDFDocumento3 páginasCurso de Control Numérico - CNC PDFCarlos CarrilAún no hay calificaciones
- Ingenieria de MetodosDocumento46 páginasIngenieria de MetodosDanielMangles100% (1)
- Frsado y RectificadoDocumento10 páginasFrsado y Rectificadoyan rodriguezAún no hay calificaciones
- Como Hacer Un Torno Casero para MaderaDocumento6 páginasComo Hacer Un Torno Casero para MaderaRogelio CastroAún no hay calificaciones
- Procesos de manufactura convencionalesDocumento3 páginasProcesos de manufactura convencionalesDaniel Alejandro Sandoval100% (2)
- Informe de Taller 4Documento21 páginasInforme de Taller 4'Cathi La RosaAún no hay calificaciones
- Ciros Robotics Manual EsDocumento92 páginasCiros Robotics Manual EsIngeniero UvmAún no hay calificaciones
- MECANIZABILIDADDocumento20 páginasMECANIZABILIDADJordano ReaAún no hay calificaciones
- Libro de ManufacturaDocumento222 páginasLibro de Manufacturagiovannihurtado100% (2)
- Resolución de Examen Tecnología de Maquinaria PesadaDocumento3 páginasResolución de Examen Tecnología de Maquinaria PesadaDarwin Armando Pariapaza CuariteAún no hay calificaciones
- Uane - Pm.proyecto Final - Mesa PlegableDocumento19 páginasUane - Pm.proyecto Final - Mesa PlegableGerman Martinez100% (1)
- Definiciones CNCDocumento7 páginasDefiniciones CNCshaniaAún no hay calificaciones
- Control Adaptativo: Robots Industriales e Inteligencia ArtificialDocumento24 páginasControl Adaptativo: Robots Industriales e Inteligencia ArtificialGabriela Fernandez ChanAún no hay calificaciones
- Proceso de Selección de Porta Herramientas y PlaquitasDocumento10 páginasProceso de Selección de Porta Herramientas y PlaquitasplazzaroniAún no hay calificaciones