También podría gustarte
- Presupuesto CombayoDocumento6 páginasPresupuesto CombayojgarciaAún no hay calificaciones
- Leon Bernard Estudio Optimización Costos PDFDocumento95 páginasLeon Bernard Estudio Optimización Costos PDFLuiz M. Collado PantojaAún no hay calificaciones
- Golpe de Ariete 3692 18308 2 PBDocumento14 páginasGolpe de Ariete 3692 18308 2 PBYuverAún no hay calificaciones
- 0 - 01-Aspectos Generales Del ProyectoDocumento2 páginas0 - 01-Aspectos Generales Del ProyectojgarciaAún no hay calificaciones
- 0 - 01-Aspectos Generales Del Proyecto PDFDocumento2 páginas0 - 01-Aspectos Generales Del Proyecto PDFjgarciaAún no hay calificaciones
- Manual de Materiales de ConstruccionDocumento357 páginasManual de Materiales de ConstruccionChema Rodriguez Hernandez100% (2)
- Análisis Energético de Nave Industrial de Alta Carga TérmicaDocumento150 páginasAnálisis Energético de Nave Industrial de Alta Carga TérmicajgarciaAún no hay calificaciones
- 5 - Elección Óptima de Un Depósito de AguaDocumento27 páginas5 - Elección Óptima de Un Depósito de AguaRafael Alonso GarcíaAún no hay calificaciones
- Contaminacion PDFDocumento6 páginasContaminacion PDFjgarciaAún no hay calificaciones
- JensenDocumento5 páginasJensenAnonymous VZ1dn4Aún no hay calificaciones
- Capítulo 7: Cálculo y Elección Óptima de Un Depósito de Agua - 210Documento2 páginasCapítulo 7: Cálculo y Elección Óptima de Un Depósito de Agua - 210Ignacio Moratinos CastañedaAún no hay calificaciones
- Aforos PDFDocumento7 páginasAforos PDFAnonymous HJZffHvTAún no hay calificaciones
- Agua - Potable7 (Reservorio Rectangular PCA)Documento16 páginasAgua - Potable7 (Reservorio Rectangular PCA)ronald110100% (1)
- INFORME DE HIDROLOGIA - 2013 - García - Conde PDFDocumento223 páginasINFORME DE HIDROLOGIA - 2013 - García - Conde PDFAnonymous 3Fk5s0Lz4jAún no hay calificaciones
- Examen AutoevaluacionDocumento3 páginasExamen AutoevaluacionjgarciaAún no hay calificaciones
- Explicacione Del Ciclo HidrologicoDocumento9 páginasExplicacione Del Ciclo HidrologicoJuan Daniel ArqqueAún no hay calificaciones
- Fichatecnica Turbina Michell BankLDocumento9 páginasFichatecnica Turbina Michell BankLGarcia Asmad JhonnAún no hay calificaciones
- Microturbinas para Generación Eléctrica en Redes de Abastecimiento de Agua Potable de CataluñaDocumento79 páginasMicroturbinas para Generación Eléctrica en Redes de Abastecimiento de Agua Potable de CataluñajgarciaAún no hay calificaciones
- Cusco MPDocumento135 páginasCusco MPCazuja GinAún no hay calificaciones
- Minicentrales - Hidroelectricas IDAEDocumento180 páginasMinicentrales - Hidroelectricas IDAERodrigo Ubilla100% (1)
- Ejercicios Obras HidráulicasDocumento4 páginasEjercicios Obras HidráulicasjgarciaAún no hay calificaciones
- InstalacionriegolocalizadoinvernaderosDocumento19 páginasInstalacionriegolocalizadoinvernaderosJoules CeferinhoAún no hay calificaciones
- Mitchel BankiDocumento30 páginasMitchel Bankisuperman3kAún no hay calificaciones
- Biv 00136Documento26 páginasBiv 00136Ingeniero de CaminosAún no hay calificaciones
- Formulario 4949 Devolucion ExportadoresDocumento1 páginaFormulario 4949 Devolucion ExportadoresLuis Domínguez ZapataAún no hay calificaciones
- t2 Calidad Edificacion Control OCW PDFDocumento26 páginast2 Calidad Edificacion Control OCW PDFjgarciaAún no hay calificaciones
- Ii Mapa Topografia e Hidrografia PDFDocumento1 páginaIi Mapa Topografia e Hidrografia PDFjgarciaAún no hay calificaciones
- Cod Equipos Medicos PDFDocumento25 páginasCod Equipos Medicos PDFjgarciaAún no hay calificaciones
- t3 Calidad Edificacion Control OCWDocumento21 páginast3 Calidad Edificacion Control OCWjgarciaAún no hay calificaciones
- t3 Calidad Edificacion Control OCW PDFDocumento10 páginast3 Calidad Edificacion Control OCW PDFjgarciaAún no hay calificaciones
- DremelDocumento37 páginasDremelcripper_c5801100% (1)
- Analisis de Costos UnitariosDocumento15 páginasAnalisis de Costos Unitariosmikyroe100% (2)
- Procedimientos y Sistemas ConstructivosDocumento12 páginasProcedimientos y Sistemas ConstructivosJdn VtAún no hay calificaciones
- Norma INV E-218-07Documento6 páginasNorma INV E-218-07jhonysami248100% (1)
- Norma 1926.104 Cinturones de SeguridadDocumento45 páginasNorma 1926.104 Cinturones de Seguridadjast1111Aún no hay calificaciones
- P001 - BS Análisis Del Entorno - V1-A000Documento1 páginaP001 - BS Análisis Del Entorno - V1-A000jorgeAún no hay calificaciones
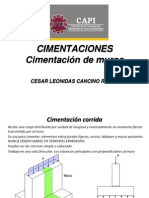
- Cimentacion CorridaDocumento23 páginasCimentacion CorridaNestor Augusto Zelaya SantosAún no hay calificaciones
- Edificio Dos Sotanos San IsidroDocumento101 páginasEdificio Dos Sotanos San IsidrojesusmaguinaAún no hay calificaciones
- Cal. Computo y Presupuesto AlbañileriaDocumento34 páginasCal. Computo y Presupuesto AlbañileriaFede LombiAún no hay calificaciones
- Sistema Constructivo TradicionalDocumento27 páginasSistema Constructivo TradicionalBryan CondeAún no hay calificaciones
- Informe Visita A ObraDocumento18 páginasInforme Visita A Obramaria rivera chinchayAún no hay calificaciones
- Budapest - Guia El Pais Aguilar PDFDocumento137 páginasBudapest - Guia El Pais Aguilar PDFEva Alarcon GonzalezAún no hay calificaciones
- NTC220Documento9 páginasNTC220camilo obandoAún no hay calificaciones
- Brochure Knife Mills EsDocumento12 páginasBrochure Knife Mills EsFabricio Sarmiento BolañosAún no hay calificaciones
- CONSTRUCCION II - MUROS PANTALLA FinalDocumento19 páginasCONSTRUCCION II - MUROS PANTALLA FinalZamir Vasquez GutierrezAún no hay calificaciones
- Guia de Trabajos Practicos-Estructuras I-Material de Cátedra PDFDocumento159 páginasGuia de Trabajos Practicos-Estructuras I-Material de Cátedra PDFNicolás Cadena100% (1)
- Densidad Sub RasanteDocumento4 páginasDensidad Sub RasanteDante MuñizAún no hay calificaciones
- Epp MaestroDocumento5 páginasEpp MaestroWaldir Manuel Urteaga LoayzaAún no hay calificaciones
- EscalerasDocumento50 páginasEscalerasJohanMiranda100% (1)
- ARASAYADocumento6 páginasARASAYAYris Omar Torrez100% (1)
- Memoria Descriptiva Centro ComercialDocumento13 páginasMemoria Descriptiva Centro ComercialRosanna RodriguezAún no hay calificaciones
- ATP Grating (Arrigoni Trafico Pesado) - ProindarDocumento2 páginasATP Grating (Arrigoni Trafico Pesado) - ProindarBastián Hernández VarelaAún no hay calificaciones
- Perfiles EstratigraficosDocumento11 páginasPerfiles EstratigraficosAlexis RoqueAún no hay calificaciones
- Thibus Consultoria & Construccion S.R.L. Allpa LaboratorioDocumento1 páginaThibus Consultoria & Construccion S.R.L. Allpa LaboratorioBrandon Sebastian Rodriguez CaminoAún no hay calificaciones
- Historia III - Gerrit RietveldDocumento32 páginasHistoria III - Gerrit RietveldBROSSARD100% (2)
- Concreto para La Comunidad.Documento19 páginasConcreto para La Comunidad.Jaime Jiménez LópezAún no hay calificaciones
- Tipos de ColmenasDocumento6 páginasTipos de Colmenasnicoseis100% (1)
- Caracteristicas Tecnicas de ArcoDocumento3 páginasCaracteristicas Tecnicas de Arco001mylAún no hay calificaciones
- Detalles Llaves de ConfinamientoDocumento1 páginaDetalles Llaves de ConfinamientoWilliam Jhoel MéndezAún no hay calificaciones
- Rendimeintos Proyecto DireccionDocumento77 páginasRendimeintos Proyecto Direccionjuana aiza100% (1)