También podría gustarte
- Catalogo de Instalación HidraulicaDocumento6 páginasCatalogo de Instalación HidraulicaAARON ROLANDO ATILANO NEVAREZAún no hay calificaciones
- Clase 4 - Valoración Por PrecipitaciónDocumento25 páginasClase 4 - Valoración Por PrecipitaciónLinda Gutierrez RiveraAún no hay calificaciones
- Tarea 6Documento5 páginasTarea 6kevinAún no hay calificaciones
- Resistencia Al Desgaste Por AbrasionDocumento70 páginasResistencia Al Desgaste Por Abrasionluisantonio2100% (1)
- SURFACTANTES EstimulacionDocumento6 páginasSURFACTANTES EstimulacionMario Alberto CejaAún no hay calificaciones
- Granulometria y Limites de Consistencia FINALDocumento15 páginasGranulometria y Limites de Consistencia FINALMaRa PachasAún no hay calificaciones
- Transportistas RNPDocumento518 páginasTransportistas RNPalmudmAún no hay calificaciones
- 06 Protocolo Residuos AnatomopatologicoDocumento15 páginas06 Protocolo Residuos AnatomopatologicoDENISS NICOOL MOLANO URRUTIAAún no hay calificaciones
- Analisis y Dimesionamiento de La Viga de Hormigon ArmadoDocumento9 páginasAnalisis y Dimesionamiento de La Viga de Hormigon ArmadoJuan Diego VintimillaAún no hay calificaciones
- Tipos de Aceites LABORATORIODocumento11 páginasTipos de Aceites LABORATORIOAna LopezAún no hay calificaciones
- Apunte Qui 103 PDFDocumento74 páginasApunte Qui 103 PDFAlvaro SilvaAún no hay calificaciones
- Tabla Comparativa Diodos.Documento5 páginasTabla Comparativa Diodos.LuisDavidAún no hay calificaciones
- Quimica (2-9)Documento50 páginasQuimica (2-9)Morris MiurAún no hay calificaciones
- Proporciones Producto CeroilDocumento2 páginasProporciones Producto Ceroiltrocola5429Aún no hay calificaciones
- Mineria OhigginsDocumento191 páginasMineria OhigginsJocelyn Peralta LlanosAún no hay calificaciones
- Informe Final de Inspeccion de Pintura PH Malecon-GarantiasDocumento12 páginasInforme Final de Inspeccion de Pintura PH Malecon-GarantiasCarlos GrimaldoAún no hay calificaciones
- Inspecc Tks API 653Documento12 páginasInspecc Tks API 653yamidaponte100% (1)
- Plani Físico Química 2daDocumento2 páginasPlani Físico Química 2daFamilia Linares PintoAún no hay calificaciones
- Propiedades Del Carbono: QuimicaDocumento3 páginasPropiedades Del Carbono: QuimicaAngel RamonAún no hay calificaciones
- 6alotropia S-Se, Te-Comp H - Oxig-Oxiac. Del S (B) 2016-2Documento23 páginas6alotropia S-Se, Te-Comp H - Oxig-Oxiac. Del S (B) 2016-2Anyela EliezerAún no hay calificaciones
- Acu BaseDocumento195 páginasAcu Baseleif pinedo100% (1)
- M-56.1 Gestion Residuos Solidos Arasi 2006Documento64 páginasM-56.1 Gestion Residuos Solidos Arasi 2006Rene QuispeAún no hay calificaciones
- Trabajo ElectronicaDocumento9 páginasTrabajo ElectronicaAngelo AcevedoAún no hay calificaciones
- Predim. y DiseñoDocumento34 páginasPredim. y Diseñosharons19Aún no hay calificaciones
- GELESDocumento7 páginasGELESladyabarca24Aún no hay calificaciones
- Los Compuestos InorgánicosDocumento4 páginasLos Compuestos Inorgánicosanita MooAún no hay calificaciones
- ConexionesDocumento95 páginasConexionesJesús GómezAún no hay calificaciones
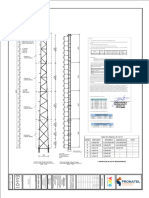
- A3201 - LL - EL PROGRESO SAN AGUSTIN - Estructura - Metalica - 152657Documento8 páginasA3201 - LL - EL PROGRESO SAN AGUSTIN - Estructura - Metalica - 152657Richard Luna ChumpitazAún no hay calificaciones
- Taller 2 Analisis Instrumental I 2019-2 (2020)Documento4 páginasTaller 2 Analisis Instrumental I 2019-2 (2020)Johan Lf CalderonAún no hay calificaciones
- Memoria de Calculo de Estructura para Pozo PercoladorDocumento36 páginasMemoria de Calculo de Estructura para Pozo PercoladorDe La Fuente Contratistas Sac DE LA FUENTEAún no hay calificaciones