Documentos de Académico
Documentos de Profesional
Documentos de Cultura
InformeTuberiaHelicoidal PDF
InformeTuberiaHelicoidal PDF
Cargado por
Luis Enrique Ramos AstoyauriTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
InformeTuberiaHelicoidal PDF
InformeTuberiaHelicoidal PDF
Cargado por
Luis Enrique Ramos AstoyauriCopyright:
Formatos disponibles
Informe Tcnico Nro.
SP-MAT-001-2011
USO DE TUBERA DE ACERO AL CARBONO CON SOLDADURA HELICOIDAL EN
LA FABRICACION DE OLEODUCTOS
Realizado por:
Ing. Especialista Andrs Eloy Salazar
Inspector Certificado API-510, API-570, API-653
Consultor Senior en Materiales e Inspeccin
Andres_salazar25@yahoo.com
Houston, Octubre de 2011
Sucursal Colombia
Autor: Andrs Salazar
Ingeniero Qumico egresado en la Universidad del Zulia, Maracaibo, Venezuela. Especialista en Evaluacin de Materiales e
Inspeccin de Equipos, Universidad Central de Venezuela, Caracas, Venezuela. Inspector API 510/570/653 certificado por la
American Petroleum Institute, Washington D.C., USA. Mas de veinte aos de experiencia en la Industria Petrolera y Petroqumica
(Petrleos de Venezuela, E & P Occidente, Lagunillas-Venezuela; Chevron Phillips- Pasadena, TX, Solutia- Alvin, TX, Invista-
LaPorte-TX, USA), Profesor de las ctedras Materiales para Ingeniera, Metalurgia y END, Universidad del Zulia, Ncleo COL,
Cabimas, Venezuela por 10 aos (1993-2003). Ha publicado y presentado varios trabajos de investigacin en el rea de Inspeccin,
Control de Corrosin, Ingeniera de Confiabilidad y Calidad en diferentes Congresos y Eventos Internacionales.
RESUMEN
La seleccin del uso de tuberas de lnea para el manejo de crudos requiere
de un anlisis que balancee desempeo, confiabilidad y por supuesto costos.
La tubera de acero al carbono con costura en espiral o Tubera Helicoidal
cumple con criterios tcnicos basados en los requisitos de la Norma API 5L-
2007/ISO 3183, lo que da a cualquier proyecto en el cual se contemple su
uso garantas de desempeo y seguridad. En este trabajo se discuten algunas
de las razones tcnicas que justifican su utilizacin en la recoleccin y
transporte de hidrocarburos; as como se incluyen algunos ejemplos de
clculo de las MAWP para oleoductos de dimetros grandes.
2011 Zulia Consulting Inc, Houston, Texas Pagina 2 de13
Sucursal Colombia
TABLA DE CONTENIDOS
Pg.
1. INTRODUCCION 4
2. ANTECEDENTES 4
3. ASPECTOS TECNICOS.. 5
3.1 Tuberas con costura longitudinal.5
3.2 Tuberas con costura helicoidal o espiral..............................................................................5
3.2.1 Limitaciones en la fabricacin de tuberas con costura helicoidal... 6
3.2.2 Mtodo de fabricacin de las tuberas con costura helicoidal..6
4. RESULTADOS... 8
4.1 Clculos segn ASME B.31.4...8
4.2 Requerimientos de materiales....8
4.3 Calidad de la soldadura helicoidal.9
4.4 Pruebas de ensayos.9
4.4.1 Prueba hidrosttica... 9
4.4.2 Prueba de impacto Charpy V....9
4.4.3 Pruebas de tensin.. ..9
5. ANALISIS........9
6. CONCLUSIONES..........10
7. ANEXOS..11
7.1 Tabla 1: Valores de la presin mxima permisible segn ASME B.31.4..11
7.2 Tabla 2: Composicin qumica del acero API 5L X70..11
7.3 Figuras 1A y 1B: Representacin del proceso de manufactura de la tubera helicoidal.11
7.4 Figura 2: Proceso de soldadura en la manufactura de la tubera helicoidal..12
7.5 Figura 3: Radiografa de una seccin soldada de un tubo helicoidal.....12
8. REFERENCIAS.13
(*)Este reporte es la versin original del anlisis tcnico y el autor no ser responsable por cualquier cambio como
resultado de una transmisin electrnica o cambios que el Cliente lleve a cabo sin consentimiento del autor.
2011 Zulia Consulting Inc, Houston, Texas Pagina 3 de13
Sucursal Colombia
1. INTRODUCCION
La aplicacin industrial de los aceros de alta resistencia y baja aleacin (HSLA) con costura
helicoidal ha ido en aumento en todos los sectores industriales de transporte de fluidos y la
industria petrolera es un ejemplo de ello con el desarrollo de los aceros establecidos en la norma
API 5L. El acero grado API X70 forma parte de esta norma y es un material de alta resistencia
que posee un lmite de fluencia de 482 MPa (70 ksi), recomendado para aplicaciones en tubos
sometidos a alta presin de trabajo. Es importante sealar que las empresas petroleras a nivel
mundial han venido realizando una revisin y actualizacin de sus procesos acorde con la
tecnologa de vanguardia en el sector petrolero, esto para todos los renglones de consumo en las
operaciones, identificndose como prioritario el rengln de tuberas por ser el que representa en
uso y dinero el de mayor significacin. Esta es una realidad que est presente en todas las
empresas petroleras y en especial en el uso de las tuberas de acero para recoleccin y transporte
de hidrocarburos con soldadura en espiral o helicoidal; tal es el caso por ejemplo de los tendidos
de lneas para transporte de crudo construidos con tubera de acero API 5L-X70, PSL2, con
costura helicoidal en dimetros variables, por lo general mayores a 24.
La seleccin del uso de tuberas de lnea para el manejo de crudos requiere de un anlisis para
garantizar la eficiencia de la cuantiosa inversin a realizar. Los criterios de seleccin y diseo
deben fundamentarse en estudios tcnico-econmicos que garanticen la mejor decisin en la
seleccin y adquisicin del rubro. La tubera de acero al carbono con costura en espiral o
simplemente tubera helicoidal cumple con los criterios tcnicos establecidos y por ello est
incluida dentro de las opciones disponibles y aprobadas en la Norma API 5L-2007/ISO 3183,
Edicin 44.
2. ANTECEDENTES
La tubera helicoidal API 5L-X70, PSL2, debe ser fabricada con materia prima de primera
calidad acorde con los requerimientos de la Norma API-5L 2007, bajo el proceso de soldadura
por arco sumergido (en la actualidad todas las soldaduras de tuberas por arco sumergido incluyen
pases tanto por el interior como por el exterior) o SAWH, lo cual garantiza la penetracin de la
soldadura al 100% del tubo. La forma espiral o helicoidal del cordn ofrece una excelente
distribucin de los esfuerzos generados por la soldadura alrededor del tubo, lo cual da una mayor
resistencia a cualquier tipo de esfuerzo bien sea puntual o distribuido de manera uniforme.
Gracias al proceso de soldadura SAWH, las tuberas pueden fabricarse en dimetros muy grandes
y tericamente en longitudes interminables, aunque por limitaciones prcticas (transporte, Bancos
de Pruebas) se manejan longitudes estndar y hasta los 80 pies. La posibilidad de tener tubos ms
largos puede representar ahorros y mayor seguridad para el usuario dada la menor cantidad de
soldaduras que es necesaria hacer en condiciones de campo durante su instalacin.
La tubera de acero con costura helicoidal, al igual que la de costura longitudinal debe someterse
a pruebas e inspecciones visuales, mecnicas, qumicas, hidrostticas, de lquidos penetrantes, de
ultrasonido y radiografa durante su fabricacin, para garantizar la calidad y el estricto apego a las
norma API 5L-2007/ISO 3183.
2011 Zulia Consulting Inc, Houston, Texas Pagina 4 de13
Sucursal Colombia
3. ASPECTOS TECNICOS DEL PROCESO DE FABRICACION SAWH
La bsqueda de mayor productividad en la Industria Petrolera ha llevado al desarrollo de nuevos
procesos de fabricacin de tuberas de acero con costura y consecuentemente nuevas alternativas
tecnolgicas para su soldadura. Dentro de estas alternativas el uso de la tubera helicoidal
fabricada por arco sumergido (SAWH), en sustitucin del proceso de tubera con costura
longitudinal (SAWL), ha demostrado avances importantes. A continuacin se presenta una
comparacin entre ambos procesos y su utilizacin.
3.1 Tubera con Costura Longitudinal
La tubera con costura longitudinal por Arco Sumergido (SAWL) es fabricada a partir de una
plancha o lmina. Despus de ser sometida a inspeccin POR ultrasonido, cada plancha es
cortada y biselada en los borde de cada lado, para luego pasar por una prensa (prensa en U)
donde obtiene la forma de U. Posteriormente se le da la forma de crculo en otra prensa
(prensa de anillo). Una vez cumplida esta fase la tubera en su presentacin de bordes es
soldada por el interior mediante el proceso de soldadura por arco sumergido y posteriormente
bajo el mismo procedimiento es soldada por la superficie externa. Seguidamente se somete a
una expansin mecnica que busca acercar esta seccin lo ms posible a una forma circular
uniforme. Cada tramo fabricado de la tubera debe ser luego probado hidrostticamente y la
soldadura debe ser inspeccionada con un equipo ultrasonido para soldaduras.
Este tipo de tubera es normalmente usado en dimetros mayores a 16 pulgadas. El enrollado
de las planchas y lminas pueden alcanzar los niveles de tolerancia exigidos por la Norma
API 5L y entre sus caractersticas est el requerir menor cantidad de soldadura por metro
lineal de tubera producida. Entre los aspectos crticos del control de calidad de tuberas
fabricadas bajo este proceso estn la potencial ovalidad de la seccin transversal, y la rectitud
de los tramos.
3.2 Tuberas con costura helicoidal
La tubera con costura helicoidal por arco sumergido (SAWH) es fabricada a partir de
bobinas. Estas bobinas son desenrolladas y procesadas en un cortador para luego ser
desenrolladas con un ngulo especfico de manera que se forme una espiral. La costura en
espiral es soldada por arco sumergido automticamente y en forma continua tanto por el
interior como por el exterior. La tubera es luego cortada en el largo especificado con una
mquina cortadora para luego ser sometida a inspeccin con rayos X y ultrasonido, que
garantizan la consistencia y la calidad de la soldadura. Las empresas fabricantes de tubera
SAWH que tienen mayor avance tecnolgico usan un proceso de mayor rendimiento y
confiabilidad conocido como 2-step o 2-pasos.
Las tuberas con costura helicoidal estn disponibles en cualquier dimetro a partir de 12
pulgadas en adelante, aunque por razones prcticas se recomiendan para dimetros mayores a
16. Este proceso de fabricacin y su geometra implica que se requiera mayor cantidad de
soldadura por metro lineal de tubera producida, de all el uso de inspecciones automticas
por ultrasonido que actualmente se lleva a cabo en la mayora de las plantas que producen
este tipo de tuberas, garantizando la calidad de estos cordones. El proceso de soldadura por
arco sumergido (SAWH) proporciona una soldadura con mayor penetracin, uniforme, limpia
2011 Zulia Consulting Inc, Houston, Texas Pagina 5 de13
Sucursal Colombia
y sin poros. Estas caractersticas han permitido que este tipo de tuberas sean ampliamente
usadas para procesos de petrleo, gas y agua a presiones bajas, media y altas.
3.2.1 Limitaciones en la fabricacin de la tubera con costura helicoidal
La tubera helicoidal puede ser fabricada entre un cierto rango de dimetro, esto debido
en gran parte al espesor de la lmina, ya que para el proceso utilizado en la soldadura
no es recomendable la unin de placas entre juntas menores a 5 mm. La mayora de las
mquinas formadoras de tuberas helicoidales no tiene la capacidad de doblar y curvar
lminas de grandes espesores adems, el ancho de la bobina limita en parte su
construccin, ya que un ancho menor al adecuado producira un nmero excesivo de
espiras que la hacen econmicamente poco competitiva dada la gran cantidad de
soldadura que habra que realizarse.
3.2.2 Mtodo de fabricacin de la tubera con costura helicoidal
Researemos en esta parte los pasos y etapas que intervienen en el proceso de
fabricacin de la tubera helicoidal. (Ver Figura 1A)
Etapa 1. Almacenaje de las Bobinas: Es la etapa previa al proceso de formacin, el
cual consiste en realizar la recepcin de la materia prima, la cual debe ser verificada e
identificada por el departamento de control de calidad el cual realiza los ensayos
respectivos con el fin de determinar si cumple o no con los requerimientos establecidos
en la normativa API 5L 2007 / ISO 3183.
Etapa 2. Corte y Preparacin de Cola de Bobina: Este procedimiento consiste en
cortar una pequea seccin del principio de la bobina, en caso de que presentara un
ancho irregular, menor al ancho de toda la bobina.
Etapa 3. Carga de la Bobina en la Mquina formadora: Por medio de un puente gra
la bobina de acero es llevada desde su sitio de almacenaje hasta la mquina formadora
de tubos para dar comienzo al proceso de fabricacin como tal.
Etapa 4. Desbobinado: aqu la bobina de acero es alineada y soldada a la lmina de la
bobina anterior para darle continuidad al proceso.
Etapa 5. Corte y Preparacin de los Bordes Laterales de la Banda: En esta etapa la
mquina corta los bordes de la lmina con discos de acero. Luego con la utilizacin de
fresadoras, una en cada lado, se rectifican los bordes, dejando la superficie de esta
totalmente lisa y sin desperfectos con la finalidad de que las juntas queden niveladas y
unidas, y as evitar que una lmina se monte encima de la otra y provoque defectos en
la tubera durante el proceso de soldadura.
Etapa 6. Aplanamiento: En esta etapa se logra la homogeneidad del espesor en toda la
lmina. El sistema de aplanamiento tambin produce la fuerza de traccin que hala la
lmina para desenrollar la bobina y es la que ejerce los esfuerzos para el curvado y as
conformar la tubera.
2011 Zulia Consulting Inc, Houston, Texas Pagina 6 de13
Sucursal Colombia
Etapa 7. Conformacin Helicoidal del Tubo: Por medio de rodillos ubicados en la
mquina, la lmina es doblada y curveada adquiriendo la forma y el dimetro
especificado. En esta parte es necesario establecer y vigilar algunos parmetros para el
xito del proceso como son: El ngulo de entrada de la lmina a los rodillos (), la
separacin de los rodillos, el ancho de la lmina, el dimetro a conformar y la velocidad
de conformado, todas estas variantes ntimamente relacionadas entre s.
Etapa 8. Soldadura Interior y Exterior SAW: Cuando los dos bordes se encuentran y
producen la junta se aplica la primera fase de la soldadura o la soldadura interna para
unir las lminas y darle forma al tubo, luego de unir las juntas internamente se aplica la
segunda fase; la soldadura externa por encima del tubo conformado. Cabe destacar que
el proceso empleado en la soldadura es la de arco sumergido, la cual consiste en
esparcir el fundente encima del electrodo y lograr que la soldadura se realice por debajo
de esta (Ver Figura 2).
Etapa 9. Corte del Tubo: Luego de alcanzar la longitud deseada, se procede a cortar el
tubo para luego ser trasladado por rodillos motorizados hacia las zonas de control de
calidad.
Etapa 10. Limpieza Interior del Tubo e Inspeccin Visual: Luego de ser retirado del
bastidor de salida de tubos, la tubera es limpiada para retirarle el fundente que no
reaccion y las escorias, para luego pasar a la zona de inspeccin visual en donde
inspectores calificados evalan cuidadosamente el cordn de soldadura con el fin de
hallar defectos superficiales en ste. Cualquier hallazgo es reportado y documentado
siguiendo los lineamientos de la norma; este examen se aplica tanto interna como
externamente.
Etapa 11. Inspeccin con Fluoroscopa y por Radiografa: Estas inspecciones tienen
por finalidad detectar defectos internos de soldadura en el cordn utilizando rayos X o
Gamma para su deteccin. En el caso de la fluoroscopa, (cuyo uso ha ido
desapareciendo y siendo sustituido por Ultrasonido Continuo) la tubera es introducida
en una cmara, en donde se le expone a rayos gamma monitoreados desde una cabina
remota en donde el operador observa los posibles defectos y su ubicacin. Para el
examen Radiogrfico (rayos X) es necesaria la obtencin de placas para la mejor
deteccin de los defectos observados en el examen de fluoroscopa de all que esta
tcnica sea ms rigurosa y costosa que el examen fluoroscpico.( Ver Figura 3 )
Etapa 12. Reparacin y Biselado: En esta etapa se reparan los eventuales defectos que
se pudieran haber encontrado en los exmenes anteriores. Luego de ello los extremos
del tubo son sometidos a un maquinado utilizando una mquina biseladora, que crea un
bisel en cada lado que permitir la soldadura al unir tubo con tubo en campo..
Etapa 13. Prueba Hidrosttica: En esta ltima etapa la tubera es colocada en un banco
de prueba, en donde se le inyecta agua a una presin establecida dentro de la tubera
por un tiempo determinado para verificar su resistencia de acuerdo a la norma.
En referencia al proceso 2-step o dos pasos, la figura 1B muestra un esquema de planta
mostrando los pasos del proceso.
2011 Zulia Consulting Inc, Houston, Texas Pagina 7 de13
Sucursal Colombia
4. RESULTADOS
Como parte de este informe, a continuacin se muestra unos ejemplos de clculo de las
presiones para tuberas en cuatro dimetros ejemplo (28, 32, 36, 42) utilizando
tubera SAWH grado X70 segn API 5L 2007 / ISO 3183.
4.1 Clculos segn la norma ASME B.31.4
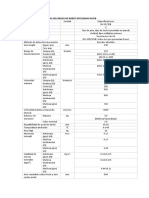
En la tabla 1 se muestran los valores de la presin mxima permisible calculadas en
dimetros de tubera de 28,32, 36 y 42 para diferentes espesores de pared que conforman
un sistema de transferencia de petrleo, y en este caso, con la propuesta de utilizar tubera
con costura soldada en espiral en material X70. La mxima presin permisible de trabajo
(MAWP), se calcula en funcin de los espesores de la especificacin de materiales, mediante
el siguiente procedimiento:
Se determina el esfuerzo admisible por la tubera segn el material seleccionado, utilizando la
ecuacin:
S= 0.72 x E x SMYS, Psi (MPa) (1)
Donde:
S: Esfuerzo admisible
E: Factor de unin helicoidal por SAWH (1.00)
SMYS: Mnimo esfuerzo de fluencia especificado = 70.000 psi (482 MPa)
Al sustituir los valores correspondientes para la tubera de API 5L X70 en la ecuacin (1) se
obtuvo un valor de esfuerzo admisible: S = 50.400 psi (347 MPa). Una vez obtenido el
esfuerzo admisible de la tubera se procede a calcular la MAWP en funcin de los espesores
de pared, segn la ecuacin (2) establecida en el ASME B.31.4:
P= 2xSx t/D (2)
t: Espesor de pared (pulgadas)
P: Presin permisible de trabajo (psi)
D: Dimetro externo de la tubera (pulgadas).
S: Esfuerzo admisible (psi)
Los espesores seleccionados para el sistema de tuberas fabricados con tubera de acero API
5L-X70 con costura helicoidal, cumplen con los valores mnimos permisibles por la norma
ASME B 31.4 segn los clculos, lo cual garantiza que las tuberas seleccionadas soportarn
la presin de diseo an despus de sometidas a desgaste por corrosin en servicio.
4.2 Requisitos de Materiales
La composicin qumica del acero usado para la fabricacin de la tubera helicoidal debe ser
conforme a lo establecido en la tabla para el acero API 5L X70-PSL2. La norma API 5L-
2007 cubre el nivel de calidad o de especificacin del tubo fabricado con costura helicoidal
SAWH para este tipo de servicio.
2011 Zulia Consulting Inc, Houston, Texas Pagina 8 de13
Sucursal Colombia
4.3 Calidad de la soldadura helicoidal o en espiral.
En la norma API 5L 2007 / ISO 3183 se puede observar que la soldadura en espiral tiene
requerimientos tcnicos similares y hasta ms exigentes que la tubera soldada
longitudinalmente, en los siguientes aspectos: requisitos al carbono equivalente, resistencia a
la tenacidad, resistencia a la fluencia mxima y mnima, y resistencia a la traccin mxima y
mnima. Este tipo de tubera bajo esta especificacin API 5L Grado X70 depende de las
propiedades mecnicas y de los anlisis qumicos y microestructural de la soldadura. Cabe
destacar, que el final de la lmina soldada en la tubera de costura helicoidal es
adicionalmente inspeccionado mediante un examen radiolgico, lo cual garantiza su calidad.
4.4 Pruebas de ensayos
4.4.1 Prueba hidrosttica
Cada tubo con costura helicoidal debe ser probado hidrostticamente, de acuerdo a lo
establecido en la ISO 3183-2 API 5L.
4.4.2 Prueba de impacto Charpy V
La obtencin de las probetas y metodologa de prueba, as como los criterios de
evaluacin deben ser realizados conforme a ISO 3183 2.
4.4.3 Pruebas de tensin.
Las pruebas de tensin en produccin como se indica en las especificaciones API 5L,
deben cumplir con las propiedades mecnicas para el grado X70 correspondientes al
PSL 2. Asimismo, las pruebas deben estar acordes con ASTM-A-370.
5. ANALISIS
Al realizar un anlisis de la tubera de acero de alta resistencia con cordn helicoidal (SAWH)
fabricado por el proceso de soldadura automtico por arco sumergido se tiene al menos un pase
que es realizado en el lado interno y otro en el lado externo, lo cual garantiza:
Mayor resistencia: Las presiones internas tiene un rea mayor de cordn sobre las
cuales distribuirse en los casos de soldadura en espiral, a mayor rea (como es el caso
de la soldadura helicoidal) e igual presin, las cargas resultantes son menores
Circunferencia uniforme: El doble cordn de soldadura alrededor de toda la
circunferencia del tubo produce un efecto de refuerzo y uniformidad que
aumenta rigidez y resistencia a las presiones internas y externas.
Espesor uniforme: La uniformidad de espesor en el rollo de acero lo permite.
2011 Zulia Consulting Inc, Houston, Texas Pagina 9 de13
Sucursal Colombia
Tubos totalmente rectos con costuras uniformes: Ningn tubo producido bajo el
sistema de soldadura de doble arco sumergido se arquear dada la geometra del
cordn de soldadura.
Longitud ilimitada: Se fabrica de manera continua y automtica. La produccin no se
limita al largo de placa o a la longitud del rollo como es el caso de la soldadura
longitudinal
6. CONCLUSIONES
El proceso de fabricacin de tubera helicoidal o espiral SAWH es el ms eficiente en
dimetros grandes, asegurando la competitividad de su uso. Por otra parte, la vieja idea de
que una tubera soldada en espiral es de menor calidad que una sin soldadura longitudinal ha
desaparecido por no tener fundamento tcnico alguno.
La ventaja principal de este tipo de costura SAWH es que la soldadura penetra en el 100% de
la pared del tubo, produciendo una fusin completa de las placas de acero, por lo que permite
que sta sea la mejor opcin de tubera para conduccin de lquidos y como elemento
estructural.
El uso de inspecciones automticas por ultrasonido implementados en numerosas plantas de
tubera SAWH ha mejorado notablemente el control de los procesos de soldadura en espiral y
por ende los costos de produccin en comparacin con el proceso de soldadura longitudinal.
Todas las soldaduras se garantizan por ser efectuadas con procedimientos y soldadores
calificados de acuerdo a API 1104, la Seccin IX del Cdigo ASME y otras normas
aplicables.
Los espesores y dimetros seleccionados en este informe para el sistema de tuberas
fabricados con tubera de acero API 5L-X70 con costura helicoidal, cumplen con los valores
mnimos permisibles por la norma ASME B 31.4 segn los clculos, lo cual garantiza que las
tuberas seleccionadas soportarn la presin de diseo y adicional desgaste por corrosin en
servicio.
La tubera de acero con costura helicoidal (SAWH), cumple con los requisitos de lo
establecido en las normas aplicables para la construccin de oleoductos y gasoductos. En el
ejemplo mostrado en este reporte, se verific los valores de MAWP para un tendido de las
siguientes caractersticas:
1. Dimetro entre 28-42 pulgadas,
2. Acero al carbono API 5L Grado X-70, PSL2 y
3. Espesores entre 0.688-1.000(17.47-25.4 mm).
Asimismo, estos dimetros y espesores de tubera sern capaces de operar dentro de los
rangos de seguridad establecidos a una presin mxima permisible (MAWP) en el rango de
1.650 psi (11.36 MPa) 2700 psi (18.59 Mpa) de acuerdo a la norma ASME B31.4 Tuberas
de Transporte de Hidrocarburos Lquidos y Otros Lquidos, considerando un factor de
diseo de 0.72.
2011 Zulia Consulting Inc, Houston, Texas Pagina 10 de13
Sucursal Colombia
7. ANEXOS
7.1 Tabla 1: Valores de la presin mxima permisible calculadas segn ASME B.31.4
Tabla 1
Espesores de lmina requeridos (pulgadas/mm)
.688" .750" .812" .938" 1.000"
OD (17.47 mm) (19.05 mm) (20.62 mm) (23.83 mm) (25.40 mm)
28" 2476 psi/17.04 MPa 2700psi/18.59 MPa - - -
32" 2167 psi/14.92 MPa 2362psi/16.26 MPa 2557 psi/17.60 MPa - -
36" 1926 psi/13.26 MPa 2100psi/14.46 MPa 2273 psi/15.65 MPa 2626psi/18.08 MPa -
42" 1651 psi/11.36 MPa 1800psi/12.39 MPa 1948 psi/13.41 MPa 2251psi/15.49 MPa 2400psi/16.52 MPa
7.2 Tabla 2: Composicin qumica
Grado X-70 Elemento Porcentaje
C 0.220 mx.
S 0.015 mx.
Mn 1.600 mx.
Cu 0.350 mx.
Si 0.25 a 0.45
P 0.025 mx.
Microaleantes 0.160 mx.
(Nb+V+Ti)
1A. Procedimiento tradicional 1B. Procedimiento 2-Step
Figura 1: Representacin grfica de los procesos de manufactura de la tubera helicoidal
2011 Zulia Consulting Inc, Houston, Texas Pagina 11 de13
Sucursal Colombia
Figura 2: Esquema del proceso de soldadura en la manufactura de la tubera helicoidal.
1) Formado por una costura de soldadura.
2) Combinando dos cordones por el proceso de arco sumergido (los dos procesos
se realizan de forma continua).
Figura 3: Imagen metalogrfica de una seccin soldada de un tubo helicoidal
2011 Zulia Consulting Inc, Houston, Texas Pagina 12 de13
Sucursal Colombia
8. REFERENCIAS
ANSI/API Spec 5L 2007 /ISO 3183 - Especificacin para Tubera de Lnea.
ASTM A370- Ensayos mecnicos de productos de acero, Anexo II- Productos tubulares de
acero.
API 1104- Criterios de Inspeccin de Soldadura de tuberas de lneas.
ISO3183-2-Tubera de acero para sistemas de transportacin en la Industria del petrleo y
gas.
ASME B31.4- Tuberas de Transporte de Hidrocarburos Lquidos y Otros Lquidos.
Experiencias en el uso de tubera helicoidal. MARAVEN, S.A., Lagunillas, Venezuela, 1987.
API 577- Inspeccin de Soldadura y Metalurgia.
2011 Zulia Consulting Inc, Houston, Texas Pagina 13 de13
También podría gustarte
- Posgrado Luz ColDocumento14 páginasPosgrado Luz ColelbeibiAún no hay calificaciones
- Bobcat 641 - Especificaciones Técnicas, Manuales y Datos - Mascus ESDocumento1 páginaBobcat 641 - Especificaciones Técnicas, Manuales y Datos - Mascus ESelbeibiAún no hay calificaciones
- AceroDocumento56 páginasAceroelbeibiAún no hay calificaciones
- Diseño de Un Galpon IndustrialDocumento65 páginasDiseño de Un Galpon IndustrialNaylaSb100% (21)
- TURBOMAQUINARIADocumento25 páginasTURBOMAQUINARIAJuan José Ortiz Valderrama100% (10)
- 10 TurbomaquinasDocumento29 páginas10 TurbomaquinasAngel Farro100% (2)
- MD6420 Test 1Documento9 páginasMD6420 Test 1Miguel Angel Garrido CardenasAún no hay calificaciones
- Tarjeta de Emergencia Aceite Husqvarna 2tDocumento2 páginasTarjeta de Emergencia Aceite Husqvarna 2tErica VarelaAún no hay calificaciones
- IDEFDocumento69 páginasIDEFdarckevilAún no hay calificaciones
- Fabricacion de AceroDocumento40 páginasFabricacion de AceroLuis R. Cabrales JimenezAún no hay calificaciones
- C2-IX-FEPI-carbajal Ramos melecio-IOARR2Documento4 páginasC2-IX-FEPI-carbajal Ramos melecio-IOARR2Osterling PcAún no hay calificaciones
- Programa de Auditoria A Dos Areas Ramo S.ADocumento3 páginasPrograma de Auditoria A Dos Areas Ramo S.ALuz Murcia Patiño0% (1)
- Tecnica de IsopropanoDocumento13 páginasTecnica de IsopropanoRYUMASUAún no hay calificaciones
- Bombas 3171 Recirculacion - Sistema de PtardDocumento68 páginasBombas 3171 Recirculacion - Sistema de PtardJose David Vanegas AceroAún no hay calificaciones
- Comprobaciones en El CabezoteDocumento12 páginasComprobaciones en El Cabezotegeragabi100% (2)
- Unidad I Modulo VII Tensión, Flexión, DurezaDocumento20 páginasUnidad I Modulo VII Tensión, Flexión, DurezaHector RodriguezAún no hay calificaciones
- Capitulo 2: Energia, Transferencia de Energia y Analisis General de EnergiaDocumento9 páginasCapitulo 2: Energia, Transferencia de Energia y Analisis General de EnergiaDana Contreras100% (1)
- Precios Catambo AprobadoDocumento1 páginaPrecios Catambo Aprobadomgarnique2595Aún no hay calificaciones
- 04 - Tecnicas de Operación PalaDocumento56 páginas04 - Tecnicas de Operación PalaManuel TorresAún no hay calificaciones
- Presentación ConsolidaciónDocumento28 páginasPresentación ConsolidaciónJorge Mario RuizAún no hay calificaciones
- Informe 10Documento19 páginasInforme 10Johnjairo Edu Romero EspinoAún no hay calificaciones
- 2asir Implantacion Aplicaciones WebDocumento22 páginas2asir Implantacion Aplicaciones Webe_gatomaloAún no hay calificaciones
- Especificaciones Técnicas Del Brazo de Robot MitsuDocumento2 páginasEspecificaciones Técnicas Del Brazo de Robot MitsuJeimy GomezAún no hay calificaciones
- Crear Firma Digital MisenaDocumento13 páginasCrear Firma Digital MisenaJohn Snid Garcia AmadoAún no hay calificaciones
- Cadena de RodillosDocumento20 páginasCadena de RodillosDanilo Ariza Gtz100% (1)
- Sistemas Constructivos ColonialesDocumento1 páginaSistemas Constructivos ColonialesMari EDAún no hay calificaciones
- Perforacion y Diseno de Pozos Tubulares Ingº AgricolaDocumento74 páginasPerforacion y Diseno de Pozos Tubulares Ingº AgricolaCarlos Martin SanchezAún no hay calificaciones
- 1 Elctricidad RepasoDocumento9 páginas1 Elctricidad RepasoNo mas nombresAún no hay calificaciones
- 2015MioL3 - MEDICIÓN DE TEMPERATURA MEDIANTE EL PIROMETRO OPTICODocumento12 páginas2015MioL3 - MEDICIÓN DE TEMPERATURA MEDIANTE EL PIROMETRO OPTICODaniel Marcelo Mercado AjhuachoAún no hay calificaciones
- Clasificacion Segun Soil TaxonomyDocumento12 páginasClasificacion Segun Soil TaxonomyAlejandra GarciaAún no hay calificaciones
- Informe TheveninDocumento10 páginasInforme TheveninCesar MelendezAún no hay calificaciones
- RAZONAMIENTOSDocumento4 páginasRAZONAMIENTOSLuis HuilcaAún no hay calificaciones
- Indice Dossier de Calidad - Hotel EstelarDocumento3 páginasIndice Dossier de Calidad - Hotel EstelarKarla SaenzAún no hay calificaciones
- Compendio de Materia Sistemas y Máquinas de Fluidos Unidad 3Documento130 páginasCompendio de Materia Sistemas y Máquinas de Fluidos Unidad 3Adrian McflyAún no hay calificaciones
- Concreto01 FinalDocumento38 páginasConcreto01 FinalJersonAún no hay calificaciones
- Pets-Limpieza y Mantenimiento de Baños QuimicosDocumento2 páginasPets-Limpieza y Mantenimiento de Baños QuimicosEdwinHuacan50% (2)