También podría gustarte
- L Chevrolet Aveo 2008 BP-4-1600Documento2 páginasL Chevrolet Aveo 2008 BP-4-1600rene lunaAún no hay calificaciones
- Coleccionador de Auto - Hot Wheels PDFDocumento3 páginasColeccionador de Auto - Hot Wheels PDFBojack Horseman50% (2)
- Apus Panama 23-12Documento102 páginasApus Panama 23-12Fernando SanchezAún no hay calificaciones
- Control de Nivel de Un Tanque Con Dos SensoresDocumento5 páginasControl de Nivel de Un Tanque Con Dos SensoresLuis Rivera78% (9)
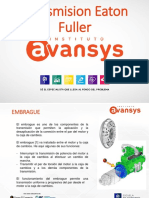
- Transmision Eaton FullerDocumento21 páginasTransmision Eaton FullerRolandoJeffersonVivesCarreñoAún no hay calificaciones
- Procedimientos VAGCOM (VCDS)Documento1 páginaProcedimientos VAGCOM (VCDS)Paul CastroAún no hay calificaciones
- Mecánica de Equipos de TracciónDocumento84 páginasMecánica de Equipos de TracciónMarcelo Prado Alvarez100% (3)
- M 4 RescateDocumento96 páginasM 4 Rescatemonjatrola100% (1)
- Física II P4 Ondas Sonoras Leccion ToprintDocumento4 páginasFísica II P4 Ondas Sonoras Leccion ToprintTamara Heredia67% (3)
- 2016 4-124 6°1° Máquinas Eléctricas y Ensayos II - Planificación AnualDocumento4 páginas2016 4-124 6°1° Máquinas Eléctricas y Ensayos II - Planificación AnualGustavo Ferreyra100% (1)
- Arquitectura de La Direccion-AutomotrizDocumento7 páginasArquitectura de La Direccion-AutomotrizSimon HerreraAún no hay calificaciones
- Guión TeatralDocumento3 páginasGuión TeatralKatherine Arleth Varas AnguloAún no hay calificaciones
- gsx150 Gixxer 2019 - Suzuki - Azul 30 03 2021Documento2 páginasgsx150 Gixxer 2019 - Suzuki - Azul 30 03 2021Elias GuzmanAún no hay calificaciones
- Cap 6 RochaDocumento4 páginasCap 6 RochaDiego SeguraAún no hay calificaciones
- Unidad Técnicas de ConducciónDocumento11 páginasUnidad Técnicas de ConducciónMario Raposo SandovalAún no hay calificaciones
- Informe de Maquina Perforadora LM-110 y H-400-02Documento2 páginasInforme de Maquina Perforadora LM-110 y H-400-02Roget Alvis BatallanosAún no hay calificaciones
- Catalogo AmiDocumento10 páginasCatalogo Amipepe loperaAún no hay calificaciones
- 1-10 Tecnologia Eeid IiiDocumento333 páginas1-10 Tecnologia Eeid Iiiraquel flores castilloAún no hay calificaciones
- TORT1Documento10 páginasTORT1raulraulAún no hay calificaciones
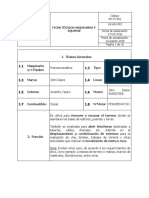
- MV-FI-001-Ficha Tecnica (Retroexcavadora 310G)Documento10 páginasMV-FI-001-Ficha Tecnica (Retroexcavadora 310G)heidyAún no hay calificaciones
- Plantilla - Requerimientos - Edwin GalindezDocumento5 páginasPlantilla - Requerimientos - Edwin Galindezedwin valenciaAún no hay calificaciones
- Ficha Tecnica Hilux C SDocumento2 páginasFicha Tecnica Hilux C SEdgardo Gustavo GerstnerAún no hay calificaciones
- Obtencion de OlefinasDocumento3 páginasObtencion de Olefinaskelvin CarreroAún no hay calificaciones
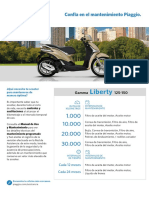
- Manutenzione ES LIBERTY 125-150Documento1 páginaManutenzione ES LIBERTY 125-150NegroConFlowAún no hay calificaciones
- Trabajo Hidraulica, Calculos de CaudalDocumento9 páginasTrabajo Hidraulica, Calculos de CaudalValdez Pilataxi LuisAún no hay calificaciones
- Pierandrei - Genesis - Especificaciones Modelo Motor Home PDFDocumento6 páginasPierandrei - Genesis - Especificaciones Modelo Motor Home PDFNinoska MoralesAún no hay calificaciones
- C151 151-1 Vistas de Localizacion de Componentes PDFDocumento22 páginasC151 151-1 Vistas de Localizacion de Componentes PDFMatias TielliAún no hay calificaciones
- Mantenimiento de Redes Can BuspdfDocumento44 páginasMantenimiento de Redes Can BuspdfGustavo Andres PinedaAún no hay calificaciones
- Autofact 0ae9c2908b85 202202280506Documento6 páginasAutofact 0ae9c2908b85 202202280506Johana NaranjoAún no hay calificaciones
- Helices y RotoresDocumento21 páginasHelices y RotoresjormanAún no hay calificaciones