También podría gustarte
- Ejercios ResueltosDocumento8 páginasEjercios ResueltosOmar Salazar Cruz100% (1)
- I-12 Medicion de Espesor de Película SecaDocumento2 páginasI-12 Medicion de Espesor de Película SecaJonathan GS75% (8)
- Proceso Productivo Pure de Papa Nativa FlujogramaDocumento4 páginasProceso Productivo Pure de Papa Nativa FlujogramaGary OucAún no hay calificaciones
- I-14 Cuidados en Propiedad Del ClienteDocumento1 páginaI-14 Cuidados en Propiedad Del ClienteJonathan GSAún no hay calificaciones
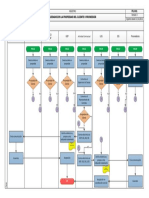
- FLU-01 Cuidados en La Propiedad Del Cliente v0 OPCION 1Documento1 páginaFLU-01 Cuidados en La Propiedad Del Cliente v0 OPCION 1Jonathan GSAún no hay calificaciones
- I 13 TrazabilidadDocumento1 páginaI 13 TrazabilidadJonathan GSAún no hay calificaciones
- I 13 TrazabilidadDocumento1 páginaI 13 TrazabilidadJonathan GSAún no hay calificaciones
- I-10 Preparación de SuperficiesDocumento3 páginasI-10 Preparación de SuperficiesJonathan GSAún no hay calificaciones
- I-08 Tintes PenetrantesDocumento4 páginasI-08 Tintes PenetrantesJonathan GSAún no hay calificaciones
- I-11 Medición de Espesor de Película HúmedaDocumento2 páginasI-11 Medición de Espesor de Película HúmedaJonathan GS80% (5)
- I-06 Inspección Visual de SoldaduraDocumento4 páginasI-06 Inspección Visual de SoldaduraJonathan GSAún no hay calificaciones
- I-07 Tabla de Catetos MínimosDocumento1 páginaI-07 Tabla de Catetos MínimosJonathan GS100% (4)
- I-03 Arranque Mesa de CorteDocumento6 páginasI-03 Arranque Mesa de CorteJonathan GSAún no hay calificaciones
- I-02 Calibración de WinchasDocumento2 páginasI-02 Calibración de WinchasJonathan GSAún no hay calificaciones
- M-03 Plan de CalidadDocumento1 páginaM-03 Plan de CalidadJonathan GSAún no hay calificaciones
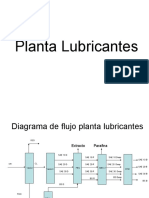
- 6.17 Planta LubricantesDocumento9 páginas6.17 Planta LubricantesDiego AnayaAún no hay calificaciones
- Interrogación 3Documento12 páginasInterrogación 3catalinaAún no hay calificaciones
- CumenoDocumento88 páginasCumenoDavid Alejandro Galarza Padilla100% (2)
- Precios Polifex 2017Documento17 páginasPrecios Polifex 2017LauraRuanoAún no hay calificaciones
- Plan Contingencia GaleriaDocumento64 páginasPlan Contingencia GaleriaFranchesca cordova payanoAún no hay calificaciones
- Cuadernillo Química 2º ESODocumento25 páginasCuadernillo Química 2º ESOJoshua MonroeAún no hay calificaciones
- Guia Qca G08a 4p 2021 Estequiometria BasicaDocumento14 páginasGuia Qca G08a 4p 2021 Estequiometria BasicaJuan David Vargas florezAún no hay calificaciones
- Mapa MentalDocumento1 páginaMapa Mentallos 3 toya MXAún no hay calificaciones
- CatalogoDocumento24 páginasCatalogoDaniel RGAún no hay calificaciones
- Correlación de Resultados Entre El Ensayo Equivalente de Arena yDocumento145 páginasCorrelación de Resultados Entre El Ensayo Equivalente de Arena yEsaú Casqui CardenasAún no hay calificaciones
- Tema 15 - SinterizadoDocumento12 páginasTema 15 - SinterizadoMoisés FloresAún no hay calificaciones
- Plan de Control y Aseguramiento de La Calidad para La Recuperación de Un Rodete de Turbina Francis de Una Central HidroeléctricaDocumento9 páginasPlan de Control y Aseguramiento de La Calidad para La Recuperación de Un Rodete de Turbina Francis de Una Central Hidroeléctricajhon manuel condori paitanAún no hay calificaciones
- Tejidos DianaDocumento42 páginasTejidos DianaOswaldo SanabriaAún no hay calificaciones
- Constante de Equilibrio Reacción de ComplejaciónDocumento8 páginasConstante de Equilibrio Reacción de Complejaciónkiara noemiAún no hay calificaciones
- Purga y Trampa Tecnica y EquiposDocumento10 páginasPurga y Trampa Tecnica y EquiposIvánGauriAumAún no hay calificaciones
- ENZIMASDocumento9 páginasENZIMASAlejo MuñozAún no hay calificaciones
- 2 ADN EstructuraDocumento40 páginas2 ADN EstructuraRoberth Severo Olazo VillenaAún no hay calificaciones
- Curso Completo de Aire Acondicionado Agosto - Septiembre 2017 Reter EirlDocumento330 páginasCurso Completo de Aire Acondicionado Agosto - Septiembre 2017 Reter EirlGabriel G. León100% (1)
- 1579030029guia - de - Soldadura - 2019 SumatecDocumento57 páginas1579030029guia - de - Soldadura - 2019 SumatecSamAún no hay calificaciones
- La Materia y Su Clasificación1Documento5 páginasLa Materia y Su Clasificación1Gabriel Suyon campañaAún no hay calificaciones
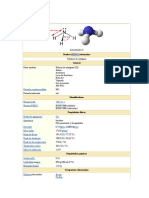
- AmoníacoDocumento21 páginasAmoníacoAlvaro MachicaoAún no hay calificaciones
- GRAFITODocumento17 páginasGRAFITOmarcosmsp0% (1)
- Descripcion de Durezas-CaracteristicasDocumento4 páginasDescripcion de Durezas-CaracteristicasKimberlyValhiaLoarteSanaAún no hay calificaciones
- Trivia JDDocumento7 páginasTrivia JDJuan Monzon HuamanchumoAún no hay calificaciones
- Ficha Tecnica Del DetiagasDocumento2 páginasFicha Tecnica Del DetiagasMarco RubioAún no hay calificaciones
- Informe 4 - KefirDocumento16 páginasInforme 4 - KefirmcaceresquiAún no hay calificaciones
- Es 03557 Grilletes de Acero NodularDocumento16 páginasEs 03557 Grilletes de Acero NodularDaniel CeballosAún no hay calificaciones
- Valoracion Corte 1-Abril 27Documento2 páginasValoracion Corte 1-Abril 27Efrain FuentesAún no hay calificaciones