También podría gustarte
- Mantenimiento Preventivo y Correctivo de Los Telefonos NorteDocumento11 páginasMantenimiento Preventivo y Correctivo de Los Telefonos NorteAntonioAún no hay calificaciones
- EETT CABAÑAS VALDIVIA X RegionDocumento5 páginasEETT CABAÑAS VALDIVIA X Regioncarlos.khar100% (1)
- Amoniaco UreaDocumento37 páginasAmoniaco UreaPhanie GalindoAún no hay calificaciones
- CentralesDocumento4 páginasCentralesKevin ArellanoAún no hay calificaciones
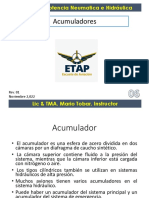
- CARGADORDocumento25 páginasCARGADORHeart Sandler SandlerAún no hay calificaciones
- Motor Cummis QSL 9Documento46 páginasMotor Cummis QSL 9jimmy_huamancayo100% (6)
- PPE Problema 2 Resuelto PDFDocumento3 páginasPPE Problema 2 Resuelto PDFELVIA YAQUELIN GALDAMEZ ZUNIGAAún no hay calificaciones
- Rivera-Bonilla A Aaa Tes12Documento5 páginasRivera-Bonilla A Aaa Tes12Arnold Rivera BonillaAún no hay calificaciones
- OMNIvision 3 ArcaDocumento120 páginasOMNIvision 3 ArcaSergio Lopez AranoAún no hay calificaciones
- Teoria e Historia de VHDLDocumento8 páginasTeoria e Historia de VHDLEve PeciAún no hay calificaciones
- Obtención de La Fórmula Del Esfuerzo Cortante 2018Documento4 páginasObtención de La Fórmula Del Esfuerzo Cortante 2018Edwincito FloresAún no hay calificaciones
- Poster - Karina MayorgaDocumento1 páginaPoster - Karina MayorgaKarina MayorgaAún no hay calificaciones
- Solucionario de Ejercicios de Termodinámica Sustancia Pura PDFDocumento7 páginasSolucionario de Ejercicios de Termodinámica Sustancia Pura PDFCarlos ZentenoAún no hay calificaciones
- Matriz de Consistencia EjemploDocumento1 páginaMatriz de Consistencia EjemploLuciana Yoshira50% (2)
- AMII - Analisis Matematico II - Como Sobrevivir Al Parcial y No Morir para El Final - Proyecto Ingenieria PDFDocumento178 páginasAMII - Analisis Matematico II - Como Sobrevivir Al Parcial y No Morir para El Final - Proyecto Ingenieria PDFDANIELA SIMONELLIAún no hay calificaciones
- Martillo ElectromecanicoDocumento2 páginasMartillo ElectromecanicoPauca VelardeAún no hay calificaciones
- Silabo - 17318Documento4 páginasSilabo - 17318Geraldine Yanisa Deudor RosalesAún no hay calificaciones
- Cap 6 - Equilibrio LV Corr Fig 8Documento47 páginasCap 6 - Equilibrio LV Corr Fig 8Andrea GalendeAún no hay calificaciones
- Cambio de Rodamiento y Polea Rapida 36" Corona Rig 125Documento6 páginasCambio de Rodamiento y Polea Rapida 36" Corona Rig 125Anonymous ciu3QEjuSAún no hay calificaciones
- 14 Assembler EstructurasdeControl-SaltosDocumento16 páginas14 Assembler EstructurasdeControl-SaltosAlexis Benjamin Rodriguez MantillaAún no hay calificaciones
- Curso Dibujo Tecnico NormalizadoDocumento95 páginasCurso Dibujo Tecnico NormalizadoGABRIEL PUENTE SANTOSAún no hay calificaciones
- M.A ÓpticaDocumento31 páginasM.A ÓpticaTobe CabreraAún no hay calificaciones
- Grafico Esfuerzo-DeformacionDocumento4 páginasGrafico Esfuerzo-DeformacionOtto Ruck PolancoAún no hay calificaciones
- Sistema de Potencia Neumática e HidraulicaDocumento12 páginasSistema de Potencia Neumática e HidraulicaMario Roberto Tobar AguilarAún no hay calificaciones
- Práctica Calificada 2 Integrantes:: I. Dop - DapDocumento5 páginasPráctica Calificada 2 Integrantes:: I. Dop - Dapestrella coralAún no hay calificaciones
- Terremoto de CarmonaDocumento24 páginasTerremoto de CarmonaJosuá Suárez LópezAún no hay calificaciones
- Ram 700 Modelo 2018Documento1 páginaRam 700 Modelo 2018GermaInc MendozaAún no hay calificaciones
- Laboratorio I SonorizaciónDocumento4 páginasLaboratorio I SonorizaciónCarolina GuerreroAún no hay calificaciones
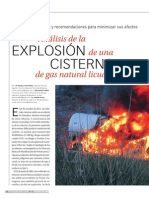
- Analisis Explosion Cisterna GLPDocumento11 páginasAnalisis Explosion Cisterna GLPEnescon SacAún no hay calificaciones