También podría gustarte
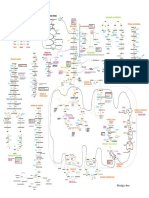
- Mapa MetabólicoDocumento1 páginaMapa MetabólicoJorge Pantoja60% (5)
- Mecanica Vectorial Dinamica TrabajoDocumento24 páginasMecanica Vectorial Dinamica Trabajoyon50% (2)
- 4 Cuadros Mtra. Enriqueta GarcíaDocumento6 páginas4 Cuadros Mtra. Enriqueta GarcíaAli Casas100% (1)
- Certificación Colaboradores y Empleados Alas CAMAN PDFDocumento4 páginasCertificación Colaboradores y Empleados Alas CAMAN PDFKarlos Durân RõjâšAún no hay calificaciones
- Anexo A LISTADO DEL PERSONAL ELECTROQUIMICADocumento4 páginasAnexo A LISTADO DEL PERSONAL ELECTROQUIMICAKarlos Durân RõjâšAún no hay calificaciones
- 14 VNI Neumologia 3 - EdDocumento15 páginas14 VNI Neumologia 3 - EdgioandregabAún no hay calificaciones
- Frases Del QuijoteDocumento1 páginaFrases Del QuijotetomolsanAún no hay calificaciones
- Taller 6 Fundamentos para EntregarDocumento3 páginasTaller 6 Fundamentos para EntregarKarlos Durân RõjâšAún no hay calificaciones
- 0261 000026 0000 000000 000000 C-C 2018-12-31 PDFDocumento54 páginas0261 000026 0000 000000 000000 C-C 2018-12-31 PDFKarlos Durân RõjâšAún no hay calificaciones
- Diapositivas Orden #1Documento24 páginasDiapositivas Orden #1Karlos Durân RõjâšAún no hay calificaciones
- PerfilesDocumento1 páginaPerfilesKarlos Durân RõjâšAún no hay calificaciones
- COTIZACIONDocumento1 páginaCOTIZACIONKarlos Durân RõjâšAún no hay calificaciones
- Eleccion PerfilDocumento3 páginasEleccion PerfilKarlos Durân RõjâšAún no hay calificaciones
- Realización de Los Alabes de La Turbina EólicaDocumento3 páginasRealización de Los Alabes de La Turbina EólicaKarlos Durân RõjâšAún no hay calificaciones
- Dinamica de VueloDocumento1 páginaDinamica de VueloKarlos Durân RõjâšAún no hay calificaciones
- Propiedades de Materiales en AeronauticaDocumento16 páginasPropiedades de Materiales en AeronauticaAngel Julian HernandezAún no hay calificaciones
- 09 GUIA DISEnO AUDITORIOS PDFDocumento22 páginas09 GUIA DISEnO AUDITORIOS PDFJorge Luis SalazarAún no hay calificaciones
- Solución Sistemas de AeronavesDocumento3 páginasSolución Sistemas de AeronavesKarlos Durân RõjâšAún no hay calificaciones
- Control Activo Aislamiento Ruido Patiño 2008Documento100 páginasControl Activo Aislamiento Ruido Patiño 2008Karlos Durân RõjâšAún no hay calificaciones
- Sistemas de AeronavesDocumento2 páginasSistemas de AeronavesKarlos Durân RõjâšAún no hay calificaciones
- AntecedentesDocumento5 páginasAntecedentesKarlos Durân RõjâšAún no hay calificaciones
- Diseño Preliminar de Un Avión No Tripulado de Despegue y Aterrizaje Vertical para ReconocimientoDocumento329 páginasDiseño Preliminar de Un Avión No Tripulado de Despegue y Aterrizaje Vertical para ReconocimientoKarlos Durân RõjâšAún no hay calificaciones
- LEVITRONDocumento5 páginasLEVITRONYersin JeffersonAún no hay calificaciones
- Introducción A La Cristalografía y Sistemas Cristalinos - Docx EXCELENTEDocumento64 páginasIntroducción A La Cristalografía y Sistemas Cristalinos - Docx EXCELENTEyssacc yampierAún no hay calificaciones
- Maquinas Electricas RotativasDocumento63 páginasMaquinas Electricas RotativasJhojan Mamani100% (3)
- EmpaquesDocumento30 páginasEmpaquesStefany PortalAún no hay calificaciones
- Bomcam 2003 PDFDocumento11 páginasBomcam 2003 PDFabuiltedAún no hay calificaciones
- EnergíaDocumento4 páginasEnergíaCynthia ValdesAún no hay calificaciones
- FISICA II Ventajas Del Ciclo de EricssonDocumento12 páginasFISICA II Ventajas Del Ciclo de EricssonBruno Vega ChicomaAún no hay calificaciones
- Una Introducción A LasDocumento7 páginasUna Introducción A LasMagda Molins AlbanellAún no hay calificaciones
- Experimento-No 2Documento6 páginasExperimento-No 2Fredo BahenaAún no hay calificaciones
- Poleas para Correas PlanasDocumento1 páginaPoleas para Correas PlanasCristïan SæzAún no hay calificaciones
- Distribuciones Discretas-Ejemplo ClaseDocumento8 páginasDistribuciones Discretas-Ejemplo ClaseAngie Paola Gallego MarinAún no hay calificaciones
- Ficha Tecnica Muestreo FloraDocumento2 páginasFicha Tecnica Muestreo FloraAndrés Cortez100% (1)
- Ejercicios ParetoDocumento5 páginasEjercicios ParetoAndrés BonillaAún no hay calificaciones
- Práctica de Laboratorio N 6Documento15 páginasPráctica de Laboratorio N 6Yonar Shmit Gallo QuispeAún no hay calificaciones
- Memoria de Cálculo Cáncamos para AnclajeDocumento12 páginasMemoria de Cálculo Cáncamos para AnclajeRodrigo Muñoz ValderramaAún no hay calificaciones
- Semana 7 (Curvas de Transicion)Documento42 páginasSemana 7 (Curvas de Transicion)TICLLA VERGARA SANDY ARACELYAún no hay calificaciones
- Lab Analisis 2 Practica 1 DETERMINACIÓN DEL ERROR RELATIVO DE LA CONCENTRACIÓNDocumento8 páginasLab Analisis 2 Practica 1 DETERMINACIÓN DEL ERROR RELATIVO DE LA CONCENTRACIÓNpamelaAún no hay calificaciones
- El Uso de Los Rayos X en La MedicinaDocumento4 páginasEl Uso de Los Rayos X en La MedicinaAdriana Floreano MiñanoAún no hay calificaciones
- Marco ExperimentalDocumento8 páginasMarco ExperimentalSantiago TenedaAún no hay calificaciones
- SOLUCIONES BUFFER Acido Citrico EjercicioDocumento11 páginasSOLUCIONES BUFFER Acido Citrico EjercicioSheilaAtauquiSoto67% (3)
- Norma Dibujo MOP 62-39-1971Documento134 páginasNorma Dibujo MOP 62-39-1971Victor Gutierrez Cruz100% (1)
- Laboratorio 9Documento6 páginasLaboratorio 9Jessika Johanna Contreras CarrilloAún no hay calificaciones
- 01 - Conceptos Generales - 20Documento38 páginas01 - Conceptos Generales - 20RicaurteAún no hay calificaciones
- Sugerencias para Minimizar El Riesgo en Los Diferentes Tipos de PeligroDocumento6 páginasSugerencias para Minimizar El Riesgo en Los Diferentes Tipos de PeligroHerman Alberto GIRALDO FRANCOAún no hay calificaciones
- Aminoácidos y Proteínas Como ElectrolitosDocumento6 páginasAminoácidos y Proteínas Como ElectrolitosMauro HEAún no hay calificaciones
- 6 - Visión Personal - Soy Lo Que Sueños SerDocumento60 páginas6 - Visión Personal - Soy Lo Que Sueños SerAlejandro Vega100% (1)
- BiomolDocumento7 páginasBiomolMauricio Callisaya RamosAún no hay calificaciones