También podría gustarte
- Producto DefectuosoDocumento48 páginasProducto DefectuosoYaqui Choque AQAún no hay calificaciones
- Unidad III-Guia Grafico de Control Por AtributosDocumento8 páginasUnidad III-Guia Grafico de Control Por AtributosFabianAún no hay calificaciones
- Control Estadistico Parte 2Documento19 páginasControl Estadistico Parte 2Jose RacineAún no hay calificaciones
- Gráficos de Control P - NP Por AtributosDocumento35 páginasGráficos de Control P - NP Por AtributosCesar Ovalle100% (1)
- Astm D - 143-94 TraducidoDocumento35 páginasAstm D - 143-94 TraducidoNatalia Ruiz75% (4)
- Informe Minimos CuadradosDocumento9 páginasInforme Minimos CuadradosCamilo Andres Zorro-Mendoza50% (2)
- Diplomas Grado Quinto Luz MaryDocumento10 páginasDiplomas Grado Quinto Luz MaryМаурисио Торрес РамиресAún no hay calificaciones
- Rustom - Probabilidad y EstadisticaDocumento197 páginasRustom - Probabilidad y Estadisticajubatus.libro100% (2)
- Cartas de Control Por AtributosDocumento17 páginasCartas de Control Por AtributosLuis PatinoAún no hay calificaciones
- Control Estadistico Unidad 3 TerminadoDocumento33 páginasControl Estadistico Unidad 3 TerminadoCarlos AlcarazAún no hay calificaciones
- Gráficos de ControlDocumento2 páginasGráficos de Controlmaria alejandra pinzon murciaAún no hay calificaciones
- 4.2.1 Gráfico de Control PDocumento6 páginas4.2.1 Gráfico de Control PJesus ChagollaAún no hay calificaciones
- CARTA DE CONTROL PDocumento12 páginasCARTA DE CONTROL PMalambito EfectivoAún no hay calificaciones
- Graficas NPDocumento4 páginasGraficas NPRafa Ambrocio MontesAún no hay calificaciones
- EJERCICIOS PRÁCTICOS IV-atributosDocumento10 páginasEJERCICIOS PRÁCTICOS IV-atributosgledith191Aún no hay calificaciones
- Graficas de Control (Calidad)Documento14 páginasGraficas de Control (Calidad)Cristian Contreras MirandaAún no hay calificaciones
- Metodos Estadisticos para El Control de La CalidadDocumento6 páginasMetodos Estadisticos para El Control de La CalidadLiz Montero MoralesAún no hay calificaciones
- Vergara Nestor Taller AtributosDocumento5 páginasVergara Nestor Taller AtributosRafa Pavon OchoAún no hay calificaciones
- 3.1 Ejemplo Unidad IIIDocumento13 páginas3.1 Ejemplo Unidad IIILizbeth Daniela LópezAún no hay calificaciones
- Cartas NPDocumento46 páginasCartas NPjenyffer alzateAún no hay calificaciones
- Graficos de ControlDocumento12 páginasGraficos de ControlGiovany Selkirk CrusoeAún no hay calificaciones
- Cartas de Control C y U.. AvanzadoDocumento14 páginasCartas de Control C y U.. AvanzadoOlga PerézAún no hay calificaciones
- Laboratorio para Cartas N - PDocumento23 páginasLaboratorio para Cartas N - PJesus Hernandez GonzalezAún no hay calificaciones
- Graficos Del Control para Atributos PDFDocumento17 páginasGraficos Del Control para Atributos PDFAntonio EspinozaAún no hay calificaciones
- Cartas de Control para AtributosDocumento6 páginasCartas de Control para AtributosSantiagoAricapaFlorezAún no hay calificaciones
- Cartas de Control C y UDocumento2 páginasCartas de Control C y UdanielAún no hay calificaciones
- GraficosdecontrolDocumento26 páginasGraficosdecontrolnaymar alvarezAún no hay calificaciones
- Graficas de ControlDocumento13 páginasGraficas de ControlJuan Rodriguez RomeroAún no hay calificaciones
- Gráficos C y UDocumento4 páginasGráficos C y UADRIAN ANDRES ACOSTA ENCISOAún no hay calificaciones
- Informacion Sobre Tablas para DefectosDocumento3 páginasInformacion Sobre Tablas para Defectoslibni cruzAún no hay calificaciones
- GC S5 Gráficos de Control AtributosDocumento24 páginasGC S5 Gráficos de Control AtributosKattia Albelí Plasencia QuirozAún no hay calificaciones
- Control de ProcesosDocumento3 páginasControl de Procesosagustina ceccarelliAún no hay calificaciones
- Gráfica de Control Por AtributosDocumento46 páginasGráfica de Control Por AtributosAide Flores100% (1)
- Carta de Control UDocumento14 páginasCarta de Control UKely VeintimillaAún no hay calificaciones
- Tema 4 Graficas de Control Por AtributoDocumento34 páginasTema 4 Graficas de Control Por Atributonelson caceresAún no hay calificaciones
- Act. 8. Cartas de Control - Jose de Jesus - Gloria - FuentesDocumento10 páginasAct. 8. Cartas de Control - Jose de Jesus - Gloria - FuentesJOS� DE JESUS GLORIA FUENTESAún no hay calificaciones
- Grafico de Fraccion DisconformeDocumento31 páginasGrafico de Fraccion DisconformeLilyLL100% (1)
- Grafica de Control Por AtributosDocumento13 páginasGrafica de Control Por AtributosAngel DelrioAún no hay calificaciones
- Gráfico P (Proporción de Defectuosos)Documento8 páginasGráfico P (Proporción de Defectuosos)Freiler Prado MausaAún no hay calificaciones
- Cartas de Control Por AtributoDocumento28 páginasCartas de Control Por Atributothe.charmed23Aún no hay calificaciones
- Graficas de Control P y NPDocumento22 páginasGraficas de Control P y NPyuly cobosAún no hay calificaciones
- Practica N13Documento12 páginasPractica N13Rodrigo AquipuchoAún no hay calificaciones
- GC S5 Gráficos de Control AtributosDocumento24 páginasGC S5 Gráficos de Control Atributoswhay lay aheadAún no hay calificaciones
- Graficas de Control Por AtributoDocumento25 páginasGraficas de Control Por AtributomarlencarrancoAún no hay calificaciones
- Hoja de Informacion Tecnologica 02Documento74 páginasHoja de Informacion Tecnologica 02Gianella del Pilar Gonzales CulquicondorAún no hay calificaciones
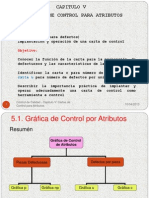
- Control Capitulo 5Documento50 páginasControl Capitulo 5Manuel Coaguila Jhonathan Bush67% (3)
- Control Estadistico de La ProduccionDocumento110 páginasControl Estadistico de La ProduccionCarlos Soza RossAún no hay calificaciones
- Cartas de Control para AtributosDocumento75 páginasCartas de Control para AtributosPedro A. AraujoAún no hay calificaciones
- Grafica de Control CDocumento12 páginasGrafica de Control CDaniel PapadzulesAún no hay calificaciones
- Cartas de Control Por VariablesDocumento14 páginasCartas de Control Por VariablesHenry Araujo SalasAún no hay calificaciones
- Graficas de Control Por AtributosDocumento27 páginasGraficas de Control Por AtributosMarleny PiscisAún no hay calificaciones
- Sesion 07Documento27 páginasSesion 07SALVADOR ALCANTARA wilder DanielAún no hay calificaciones
- Control Estadistico de Calidad. Guía 3 (2015)Documento20 páginasControl Estadistico de Calidad. Guía 3 (2015)veronicaortega27Aún no hay calificaciones
- 2 Grafica de Control para AtributosDocumento16 páginas2 Grafica de Control para AtributosMariana RodríguezAún no hay calificaciones
- Capacidad Del Proceso y GC AtributosDocumento42 páginasCapacidad Del Proceso y GC AtributosAtres GonAún no hay calificaciones
- Guia2 Lab Calidad CarlosDocumento13 páginasGuia2 Lab Calidad CarloscarlosmperezAún no hay calificaciones
- Cap - 5 SPC Gráficos Por Atributos v1Documento21 páginasCap - 5 SPC Gráficos Por Atributos v1YUGOAMARYLAún no hay calificaciones
- Clase 5Documento31 páginasClase 5Francisco SAún no hay calificaciones
- Unidad 3 Control Estadistico de La CalidadDocumento9 páginasUnidad 3 Control Estadistico de La CalidadzoedonajiAún no hay calificaciones
- Control y verificación de productos fabricados. FMEE0108De EverandControl y verificación de productos fabricados. FMEE0108Aún no hay calificaciones
- Fundamentos de Programación: Diagramas de flujoDe EverandFundamentos de Programación: Diagramas de flujoAún no hay calificaciones
- La guía definitiva en Matemáticas para el Ingreso al BachilleratoDe EverandLa guía definitiva en Matemáticas para el Ingreso al BachilleratoCalificación: 4.5 de 5 estrellas4.5/5 (9)
- Enfoque práctico de control moderno: Con aplicaciones en MatlabDe EverandEnfoque práctico de control moderno: Con aplicaciones en MatlabCalificación: 5 de 5 estrellas5/5 (1)
- Distribución de GumbelDocumento3 páginasDistribución de GumbelTito Vera OrihuelaAún no hay calificaciones
- Requisitos MatemáticosDocumento75 páginasRequisitos MatemáticosLuz Berli Janampa BellidoAún no hay calificaciones
- Clase ENAM Epidemiologia y EstadisticaDocumento148 páginasClase ENAM Epidemiologia y EstadisticaalejandraAún no hay calificaciones
- BinomialDocumento4 páginasBinomialMijail Paul Esteban0% (1)
- ProbabilidadDocumento4 páginasProbabilidadvitelio1411Aún no hay calificaciones
- 14 09 2018 Eco I RegresionDocumento27 páginas14 09 2018 Eco I RegresionPauloRaiAún no hay calificaciones
- Guia de Medidas de Asimetria y CurtosisDocumento5 páginasGuia de Medidas de Asimetria y CurtosisFabricio Fernandez CaceresAún no hay calificaciones
- Ecuaciones de Presion de Pavor Del AguaDocumento10 páginasEcuaciones de Presion de Pavor Del AguaKRenblogAún no hay calificaciones
- Analisis de Series de TiempoDocumento52 páginasAnalisis de Series de TiempoMeyer Ben-Schmuel van Ortiz100% (1)
- Ejercicios IntervalosDocumento3 páginasEjercicios IntervalosChristian AndrésAún no hay calificaciones
- Ejercicios Resueltos 8Documento11 páginasEjercicios Resueltos 8Marck Andree Limaymanta PardaveAún no hay calificaciones
- Estadistica FPUNE4Documento2 páginasEstadistica FPUNE4Victor JesusAún no hay calificaciones
- PearsonDocumento2 páginasPearsonLalo Vásquez MachicaoAún no hay calificaciones
- Estadísticas IDocumento27 páginasEstadísticas INefertary Helmersen0% (1)
- Ajuste de Curvas Por El Metodo de Minimos CuadradosDocumento5 páginasAjuste de Curvas Por El Metodo de Minimos CuadradosvladimirAún no hay calificaciones
- Ej ResidualDocumento12 páginasEj ResidualSebastián Rojas NuñezAún no hay calificaciones
- Ejercicios de Analisis de DatosDocumento2 páginasEjercicios de Analisis de DatosOswaldo Rodriguez0% (1)
- Ejercicios de Distribucion Normal PDFDocumento7 páginasEjercicios de Distribucion Normal PDFAlberto Servin BelloAún no hay calificaciones
- Regresión Lineal WikiDocumento7 páginasRegresión Lineal WikiMiguel PalaciosAún no hay calificaciones
- GeoestadisticaDocumento36 páginasGeoestadisticabipmasterAún no hay calificaciones
- Histograma de Caudales AnulaesDocumento9 páginasHistograma de Caudales AnulaesMartha Zegarra RivasAún no hay calificaciones
- Correlacion EstratigraficaDocumento5 páginasCorrelacion EstratigraficaOscar AponteAún no hay calificaciones
- Anuncio Monopol Ov 2Documento8 páginasAnuncio Monopol Ov 2MarioNavarroAún no hay calificaciones
- Ejercicios 1 2 3 4 5 6 7 8 ResueltosDocumento9 páginasEjercicios 1 2 3 4 5 6 7 8 ResueltosRamos BorisAún no hay calificaciones
- Pau Quimica Canarias Junio 2014Documento4 páginasPau Quimica Canarias Junio 2014mvillaconejos-1Aún no hay calificaciones
- Programa Estadistica InferencialDocumento4 páginasPrograma Estadistica InferencialJamith De RansAún no hay calificaciones