También podría gustarte
- Asme Seccion Viii Uw 52 PDFDocumento4 páginasAsme Seccion Viii Uw 52 PDFIgnacio Perez Ramirez100% (1)
- Procedimientos de Inspeccion Por Tintes PenetrantesDocumento8 páginasProcedimientos de Inspeccion Por Tintes Penetrantesjo borja100% (1)
- Continuacion API 650 Rev. 01Documento3 páginasContinuacion API 650 Rev. 01Anonymous fBIEWgmRzAún no hay calificaciones
- Procedimiento Desfile y Doblado de TuberiaDocumento13 páginasProcedimiento Desfile y Doblado de TuberiaEdwin Bustamante CabreraAún no hay calificaciones
- Registro de Inspeccion de Doblado de TuberiaDocumento2 páginasRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaAún no hay calificaciones
- Calificación de Soldadores Según Norma ASME Sección IXDocumento6 páginasCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleAún no hay calificaciones
- Programa de Estudio Del CWIDocumento2 páginasPrograma de Estudio Del CWIGary Oporto cabasAún no hay calificaciones
- 4.-Procedimiento para Conservación de ElectrodosDocumento11 páginas4.-Procedimiento para Conservación de ElectrodoscarlospelaezAún no hay calificaciones
- 04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.Documento7 páginas04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.ALCANGOS70100% (1)
- P-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)Documento11 páginasP-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)wilberAún no hay calificaciones
- Curso Manejo de Galgas de SoldaduraDocumento1 páginaCurso Manejo de Galgas de SoldaduraCRMS137Aún no hay calificaciones
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Documento14 páginasProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- WPS PQR y PQSDocumento9 páginasWPS PQR y PQSFabian AyalaAún no hay calificaciones
- Prueba HidrostaticaDocumento27 páginasPrueba HidrostaticaJose Eulalio Machado Soterano100% (1)
- Curso Interpretación Película Radiográfica IndustrialDocumento106 páginasCurso Interpretación Película Radiográfica IndustrialIPIAún no hay calificaciones
- ct3 Ingenieria Control Dimensional Tanques Api 650 653Documento3 páginasct3 Ingenieria Control Dimensional Tanques Api 650 653Jensyn Lagos MendozaAún no hay calificaciones
- VIL-MEC-QC-REG-012 REGISTRO - Aplicacion de Recubrimiento - 3ra Capa - Resanes - KM 67+383.246Documento4 páginasVIL-MEC-QC-REG-012 REGISTRO - Aplicacion de Recubrimiento - 3ra Capa - Resanes - KM 67+383.246Hector ChiroqueAún no hay calificaciones
- Procedimiento de InspeccionDocumento8 páginasProcedimiento de Inspeccionedscesc10Aún no hay calificaciones
- Anexo F-Api 653Documento3 páginasAnexo F-Api 653johanAún no hay calificaciones
- Procedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Documento6 páginasProcedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Jonathan Espinoza MejiaAún no hay calificaciones
- WPQ Apuntalador AWS D1.1Documento1 páginaWPQ Apuntalador AWS D1.1Victor BenavidesAún no hay calificaciones
- SOLDADURA WPS-PQR Rev.01Documento14 páginasSOLDADURA WPS-PQR Rev.01favio alejandro paz benavidesAún no hay calificaciones
- Sce PC 306 0001 Instalacion de Mantas TermocontraiblesDocumento33 páginasSce PC 306 0001 Instalacion de Mantas TermocontraiblesPablo Paz0% (1)
- Interpretando La SNTDocumento6 páginasInterpretando La SNTDavidPulido100% (1)
- WPS PEMEX TULA REFINERÍADocumento15 páginasWPS PEMEX TULA REFINERÍAConexionesdepvc ConexioneAún no hay calificaciones
- Soldadura en Taller Gpr-pst-001Documento9 páginasSoldadura en Taller Gpr-pst-001Joseph Jacob Meza PeraltaAún no hay calificaciones
- Prueba de hermeticidad de tanques y asentamientoDocumento7 páginasPrueba de hermeticidad de tanques y asentamientoarturo avilaAún no hay calificaciones
- API 653 Inspeccion Reparacion Modificacion Reconstruccion de TanquesDocumento54 páginasAPI 653 Inspeccion Reparacion Modificacion Reconstruccion de TanquesJunior Perez100% (1)
- PREGUNTAS API en Blanco (Ok)Documento9 páginasPREGUNTAS API en Blanco (Ok)MarceloToccoAún no hay calificaciones
- Clinica Código AWS D1.1Documento2 páginasClinica Código AWS D1.1alexunder197330Aún no hay calificaciones
- Artículo 9 Examen VisualDocumento4 páginasArtículo 9 Examen Visualmercurio04Aún no hay calificaciones
- WPS D1.1 A36 - E71t11Documento2 páginasWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Normas para Soldar TanquesDocumento5 páginasNormas para Soldar Tanqueswendy ReaAún no hay calificaciones
- Preguntas Parte B CWIDocumento5 páginasPreguntas Parte B CWIrodolfo100% (1)
- Procedimiento de desfile, tendido, doblado y alineado de tuberíaDocumento2 páginasProcedimiento de desfile, tendido, doblado y alineado de tuberíaMiguel ArduzAún no hay calificaciones
- Brochure Ensayos No DestructivosDocumento5 páginasBrochure Ensayos No DestructivosMiguel100% (1)
- Prueba de vacío API 650Documento4 páginasPrueba de vacío API 650yahirrocagalindo100% (3)
- API 650 Edition 2020-456-460 (Traducido)Documento5 páginasAPI 650 Edition 2020-456-460 (Traducido)Blas Carbajal100% (1)
- API 1104 Complementario 5Documento10 páginasAPI 1104 Complementario 5petreAún no hay calificaciones
- Api 652Documento1 páginaApi 652Jorge Arturo Toribio HuertaAún no hay calificaciones
- Metodos Radiograficos API 650Documento8 páginasMetodos Radiograficos API 650jabrito40-1100% (1)
- API 650 2010-2013 RevDocumento8 páginasAPI 650 2010-2013 Revtony blas cristobalAún no hay calificaciones
- END-PR-IRT-03 Procedimiento RT (API 650)Documento12 páginasEND-PR-IRT-03 Procedimiento RT (API 650)Charles Cisneros67% (3)
- Tabla 6.1. Criterio de Aceptación de Inspección VisualDocumento1 páginaTabla 6.1. Criterio de Aceptación de Inspección Visualaluis_770% (1)
- 6.18. - Procedimiento de Control de Ajuste de Pernos - SubirDocumento11 páginas6.18. - Procedimiento de Control de Ajuste de Pernos - SubirMary Lissbeth CasazolaAún no hay calificaciones
- Cuadro TorqueDocumento1 páginaCuadro TorqueEsteban AyalaAún no hay calificaciones
- 15to Programa Cwi - InduraDocumento6 páginas15to Programa Cwi - InduraEINSTEIN2488Aún no hay calificaciones
- Certified Welding Inspector Entrenamiento e-learning - Diagnóstico InicialDocumento4 páginasCertified Welding Inspector Entrenamiento e-learning - Diagnóstico InicialAlfredo OrellanaAún no hay calificaciones
- Procedimiento específico de líquidos penetrantes API 650Documento3 páginasProcedimiento específico de líquidos penetrantes API 650jaime huertasAún no hay calificaciones
- Doblado de Tubería Según ASME B31.4Documento2 páginasDoblado de Tubería Según ASME B31.4Juan Villavicencio67% (3)
- PcwiDocumento4 páginasPcwidianiig22Aún no hay calificaciones
- Procedimiento para aplicación de recubrimiento en tuberíasDocumento15 páginasProcedimiento para aplicación de recubrimiento en tuberíasCamilo RodriguezAún no hay calificaciones
- Cotizacion #107-2017 Utpa Rev. 1Documento2 páginasCotizacion #107-2017 Utpa Rev. 1Luis Alexander Cristobal UbaldoAún no hay calificaciones
- Copia de FDocumento9 páginasCopia de FAbel muñoz cortesAún no hay calificaciones
- Plan de Inspección VisualDocumento5 páginasPlan de Inspección VisualEvelyn NaranjoAún no hay calificaciones
- Prueba Alex Murillo VirreiraDocumento82 páginasPrueba Alex Murillo VirreiraAlex Murillo VirreiraAún no hay calificaciones
- Presentacion Tanques API 650Documento58 páginasPresentacion Tanques API 650nanditos75392Aún no hay calificaciones
- Asme STS-1-2011Documento6 páginasAsme STS-1-2011Bryan Jimenes DorantesAún no hay calificaciones
- Et Tuberia Forzada CH ZañaDocumento7 páginasEt Tuberia Forzada CH ZañaRubén CallataAún no hay calificaciones
- ESPECIFICACIONESDocumento6 páginasESPECIFICACIONESJodueAún no hay calificaciones
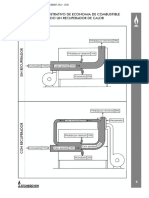
- Figura Con Idea de Perdidas de Calor Sin y Con Recuperacion EtchegoyenDocumento1 páginaFigura Con Idea de Perdidas de Calor Sin y Con Recuperacion EtchegoyenalfredopinillosAún no hay calificaciones
- MAG-3-ASPIRACIONDocumento3 páginasMAG-3-ASPIRACIONalfredopinillosAún no hay calificaciones
- Avisa No SiDocumento2 páginasAvisa No SialfredopinillosAún no hay calificaciones
- TesisDocumento4 páginasTesisalfredopinillosAún no hay calificaciones
- Catalogo Aspiradores Serie 6 EtchegoyenDocumento1 páginaCatalogo Aspiradores Serie 6 EtchegoyenalfredopinillosAún no hay calificaciones
- Nomograma Ahorro de Energia Por Uso de Aire Precalentado EtchegoyenDocumento1 páginaNomograma Ahorro de Energia Por Uso de Aire Precalentado EtchegoyenalfredopinillosAún no hay calificaciones
- Figura Con Idea de Perdidas de Calor Sin Recuperacion EtchegoyenDocumento1 páginaFigura Con Idea de Perdidas de Calor Sin Recuperacion EtchegoyenalfredopinillosAún no hay calificaciones
- Catalogo Aspiradores Serie 6 EtchegoyenDocumento1 páginaCatalogo Aspiradores Serie 6 EtchegoyenalfredopinillosAún no hay calificaciones
- AntaresDocumento3 páginasAntaresalfredopinillosAún no hay calificaciones
- BFM Global Booklet Spanish PDFDocumento4 páginasBFM Global Booklet Spanish PDFalfredopinillosAún no hay calificaciones
- Medicion Flujo Con PitotDocumento7 páginasMedicion Flujo Con PitotalfredopinillosAún no hay calificaciones
- Flujo 5U 500SSUDocumento1 páginaFlujo 5U 500SSUalfredopinillosAún no hay calificaciones
- Flujo Bomba Haigth Tamaño 8Documento1 páginaFlujo Bomba Haigth Tamaño 8alfredopinillosAún no hay calificaciones
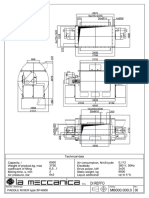
- Molino de Martillos Móviles La Meccanica Modelo M180-2PDocumento2 páginasMolino de Martillos Móviles La Meccanica Modelo M180-2PalfredopinillosAún no hay calificaciones
- Accesorios para Almacenaje y Secado de GranosDocumento10 páginasAccesorios para Almacenaje y Secado de GranosalfredopinillosAún no hay calificaciones
- Sensor de Humedad Hydronix Guía de Instalación Mecánica hd0766sp - 1 - 1 - 0Documento33 páginasSensor de Humedad Hydronix Guía de Instalación Mecánica hd0766sp - 1 - 1 - 0alfredopinillosAún no hay calificaciones
- Di Reffo: Macchina - Machine Type S.R.L. Drawing: Rev.Documento1 páginaDi Reffo: Macchina - Machine Type S.R.L. Drawing: Rev.alfredopinillosAún no hay calificaciones
- BFM Global Booklet Spanish PDFDocumento4 páginasBFM Global Booklet Spanish PDFalfredopinillosAún no hay calificaciones
- Hammer Mill MM100-2P Data SheetDocumento2 páginasHammer Mill MM100-2P Data SheetalfredopinillosAún no hay calificaciones
- 3515 Scheda VB 1 06 13Documento2 páginas3515 Scheda VB 1 06 13alfredopinillosAún no hay calificaciones
- Catalogo BESADocumento4 páginasCatalogo BESAalfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones
- Catálogo de Molino de Martillos Móviles La Meccanica Modelo MM150-2P-2016Documento2 páginasCatálogo de Molino de Martillos Móviles La Meccanica Modelo MM150-2P-2016alfredopinillosAún no hay calificaciones
- SP 6000 Rev00Documento1 páginaSP 6000 Rev00alfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones
- Molino de Martillos Móviles La Meccanica Modelo M180-2PDocumento2 páginasMolino de Martillos Móviles La Meccanica Modelo M180-2PalfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones
- Arizona, Utah & New Mexico: A Guide to the State & National ParksDe EverandArizona, Utah & New Mexico: A Guide to the State & National ParksCalificación: 4 de 5 estrellas4/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptDe EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptCalificación: 5 de 5 estrellas5/5 (1)
- The Bahamas a Taste of the Islands ExcerptDe EverandThe Bahamas a Taste of the Islands ExcerptCalificación: 4 de 5 estrellas4/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensDe EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensAún no hay calificaciones
- New York & New Jersey: A Guide to the State & National ParksDe EverandNew York & New Jersey: A Guide to the State & National ParksAún no hay calificaciones
- Best Dives of the Western HemisphereDe EverandBest Dives of the Western HemisphereCalificación: 4 de 5 estrellas4/5 (2)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoDe EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoCalificación: 5 de 5 estrellas5/5 (1)
- Best Dives West Hemisphere ExcerptDe EverandBest Dives West Hemisphere ExcerptCalificación: 4.5 de 5 estrellas4.5/5 (3)