También podría gustarte
- Avisa No SiDocumento2 páginasAvisa No SialfredopinillosAún no hay calificaciones
- TesisDocumento4 páginasTesisalfredopinillosAún no hay calificaciones
- Mag 3Documento3 páginasMag 3alfredopinillosAún no hay calificaciones
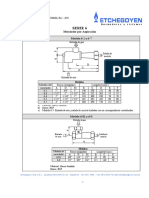
- Catalogo Aspiradores Serie 6 EtchegoyenDocumento1 páginaCatalogo Aspiradores Serie 6 EtchegoyenalfredopinillosAún no hay calificaciones
- AntaresDocumento3 páginasAntaresalfredopinillosAún no hay calificaciones
- Catalogo Aspiradores Serie 6 EtchegoyenDocumento1 páginaCatalogo Aspiradores Serie 6 EtchegoyenalfredopinillosAún no hay calificaciones
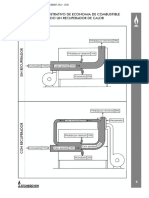
- Figura Con Idea de Perdidas de Calor Sin Recuperacion EtchegoyenDocumento1 páginaFigura Con Idea de Perdidas de Calor Sin Recuperacion EtchegoyenalfredopinillosAún no hay calificaciones
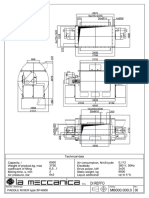
- Molino de Martillos Móviles La Meccanica Modelo M180-2PDocumento2 páginasMolino de Martillos Móviles La Meccanica Modelo M180-2PalfredopinillosAún no hay calificaciones
- Catálogo de Molino de Martillos Móviles La Meccanica Modelo MM150-2P-2016Documento2 páginasCatálogo de Molino de Martillos Móviles La Meccanica Modelo MM150-2P-2016alfredopinillosAún no hay calificaciones
- Figura Con Idea de Perdidas de Calor Sin y Con Recuperacion EtchegoyenDocumento1 páginaFigura Con Idea de Perdidas de Calor Sin y Con Recuperacion EtchegoyenalfredopinillosAún no hay calificaciones
- Flujo 5U 500SSUDocumento1 páginaFlujo 5U 500SSUalfredopinillosAún no hay calificaciones
- Flujo Bomba Haigth Tamaño 8Documento1 páginaFlujo Bomba Haigth Tamaño 8alfredopinillosAún no hay calificaciones
- BFM Global Booklet Spanish PDFDocumento4 páginasBFM Global Booklet Spanish PDFalfredopinillosAún no hay calificaciones
- Nomograma Ahorro de Energia Por Uso de Aire Precalentado EtchegoyenDocumento1 páginaNomograma Ahorro de Energia Por Uso de Aire Precalentado EtchegoyenalfredopinillosAún no hay calificaciones
- Accesorios para Almacenaje y Secado de GranosDocumento10 páginasAccesorios para Almacenaje y Secado de GranosalfredopinillosAún no hay calificaciones
- Sensor de Humedad Hydronix Guía de Instalación Mecánica hd0766sp - 1 - 1 - 0Documento33 páginasSensor de Humedad Hydronix Guía de Instalación Mecánica hd0766sp - 1 - 1 - 0alfredopinillosAún no hay calificaciones
- 3515 Scheda VB 1 06 13Documento2 páginas3515 Scheda VB 1 06 13alfredopinillosAún no hay calificaciones
- BFM Global Booklet Spanish PDFDocumento4 páginasBFM Global Booklet Spanish PDFalfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones
- Catálogo de Molino MM100-2P-2016Documento2 páginasCatálogo de Molino MM100-2P-2016alfredopinillosAún no hay calificaciones
- Catalogo BESADocumento4 páginasCatalogo BESAalfredopinillosAún no hay calificaciones
- Molino de Martillos Móviles La Meccanica Modelo M180-2PDocumento2 páginasMolino de Martillos Móviles La Meccanica Modelo M180-2PalfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones
- SP 6000 Rev00Documento1 páginaSP 6000 Rev00alfredopinillosAún no hay calificaciones
- Di Reffo: Macchina - Machine Type S.R.L. Drawing: Rev.Documento1 páginaDi Reffo: Macchina - Machine Type S.R.L. Drawing: Rev.alfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocumento2 páginasEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosAún no hay calificaciones