También podría gustarte
- Desfrutadora de PalmaDocumento56 páginasDesfrutadora de PalmaLuis Daniel Rodriguez Abanto100% (1)
- Manual Del TTRDocumento5 páginasManual Del TTRantonioAún no hay calificaciones
- Caso Pipper AlphaDocumento13 páginasCaso Pipper AlphaLuis Antonio Gutiérrez SalazarAún no hay calificaciones
- Pruebas de LaboratorioDocumento56 páginasPruebas de LaboratorioTalento HumanoAún no hay calificaciones
- Descargadores de SobretensiónDocumento4 páginasDescargadores de SobretensiónjairohernaAún no hay calificaciones
- Manejo de Bolsa Cop SDocumento25 páginasManejo de Bolsa Cop Smarco zavalaAún no hay calificaciones
- Maniobras SubestacionesDocumento34 páginasManiobras SubestacionesAdrián RodriguezAún no hay calificaciones
- Métodos de secado de devanadosDocumento3 páginasMétodos de secado de devanadosgoku810Aún no hay calificaciones
- Sistema de Gas Inerte MariaDocumento24 páginasSistema de Gas Inerte MariaFernando Cubides100% (1)
- Generadores de corriente continuaDocumento0 páginasGeneradores de corriente continuaMiriam BaloésAún no hay calificaciones
- Maquinas Electricas IEEEDocumento7 páginasMaquinas Electricas IEEESantiago MéndezAún no hay calificaciones
- Referencia SKM Estudios de FallasDocumento38 páginasReferencia SKM Estudios de FallasangelAún no hay calificaciones
- Guía para El Mantto. de Boquillas de Alta Tensión ST-CT-017 PDFDocumento17 páginasGuía para El Mantto. de Boquillas de Alta Tensión ST-CT-017 PDFperuzzi_007100% (1)
- Certificado Limpieza y SanitizacionDocumento1 páginaCertificado Limpieza y SanitizacionArturo CalalpaAún no hay calificaciones
- Prueba rigidez dieléctrica materialesDocumento4 páginasPrueba rigidez dieléctrica materialesemanuelAún no hay calificaciones
- 1.1.-Manual de Mantenimiento Gran Volumen de AceiteDocumento18 páginas1.1.-Manual de Mantenimiento Gran Volumen de AceiteRaul Montante SalazarAún no hay calificaciones
- Distanciasenunasubestacin 130116044026 Phpapp02Documento20 páginasDistanciasenunasubestacin 130116044026 Phpapp02Dawn HernandezAún no hay calificaciones
- Capacitación en El Uso Del Espinterometro Instronic 90KVDocumento23 páginasCapacitación en El Uso Del Espinterometro Instronic 90KVRichard Tineo100% (3)
- 8a Pruebas y Mantenimieto Electrico (3.3)Documento15 páginas8a Pruebas y Mantenimieto Electrico (3.3)Wilbert J. TorresAún no hay calificaciones
- Pruebas Eléctricas en TransformadoresDocumento16 páginasPruebas Eléctricas en TransformadoresJudá DMichel's Rodríguez Marreros100% (1)
- Presentación Mantenimientos A TransformadoresDocumento50 páginasPresentación Mantenimientos A TransformadoresBrad LmlAún no hay calificaciones
- Matriz Instalación de SeñaleticasDocumento9 páginasMatriz Instalación de SeñaleticasCinthia Andrea Marin SalinasAún no hay calificaciones
- Manual Bomba Oleohidraulica Sistemas Hidraulicos Tecsup Simbologia Parametros Clasificacion Funcionamiento PDFDocumento18 páginasManual Bomba Oleohidraulica Sistemas Hidraulicos Tecsup Simbologia Parametros Clasificacion Funcionamiento PDFDario Luis Flores CollasAún no hay calificaciones
- Factura de gas natural con detalles de consumo y cargosDocumento2 páginasFactura de gas natural con detalles de consumo y cargosMoises DiazAún no hay calificaciones
- Medición resistencia puesta tierraDocumento5 páginasMedición resistencia puesta tierraLuis Miguel Gómez ZAún no hay calificaciones
- Bancos de baterías y sistemas propios en subestaciones eléctricasDocumento8 páginasBancos de baterías y sistemas propios en subestaciones eléctricasMariano Falcon FernandezAún no hay calificaciones
- Aterrizamiento de Transforamdores de PotenciaDocumento9 páginasAterrizamiento de Transforamdores de PotenciaDawn HernandezAún no hay calificaciones
- Calculo de Barras para Una SubestacionDocumento15 páginasCalculo de Barras para Una SubestacionWil LiamAún no hay calificaciones
- Transformador Tipo Pedestal Distribución SubterráneaDocumento10 páginasTransformador Tipo Pedestal Distribución Subterránea10rodriguezAún no hay calificaciones
- Proyecto de Banco de BateriasDocumento38 páginasProyecto de Banco de BateriasДжос Алекс МонтальвоAún no hay calificaciones
- Medidor de resistencia de tierra HFDocumento7 páginasMedidor de resistencia de tierra HFPedro MartínAún no hay calificaciones
- Paso A Paso Mantenimiento de BushingDocumento2 páginasPaso A Paso Mantenimiento de BushingAnaJackelinHernandezSeijas100% (1)
- Sistema de Medición en Alta TensiónDocumento19 páginasSistema de Medición en Alta TensiónElectrical12100% (1)
- Prueba de La Rigidez Dieléctrica Del Aceite DDocumento6 páginasPrueba de La Rigidez Dieléctrica Del Aceite DLeonaro Montenegro0% (1)
- Manual de Instalación, Funcionamiento y Mantenimiento en Transformadores en AceiteDocumento36 páginasManual de Instalación, Funcionamiento y Mantenimiento en Transformadores en AceiteingpaulhAún no hay calificaciones
- Procedimiento de Cambio de Bushing de Alta Tensión en Transformador de Potencia de 7Documento2 páginasProcedimiento de Cambio de Bushing de Alta Tensión en Transformador de Potencia de 7Sharon LozanoAún no hay calificaciones
- Baterias Litio ConexionDocumento16 páginasBaterias Litio Conexionhernan alejandro bohorquez salasAún no hay calificaciones
- Diagramas de Conexión de Transformadores y Motores deDocumento16 páginasDiagramas de Conexión de Transformadores y Motores deZuriel DiegoAún no hay calificaciones
- Calculo de Barras en Una Subestacion PDFDocumento15 páginasCalculo de Barras en Una Subestacion PDFLuis Miguel Contreras100% (1)
- Protección Redes de Distribución Contra Sobre CorrientesDocumento18 páginasProtección Redes de Distribución Contra Sobre CorrientesCristianMedinaAún no hay calificaciones
- SE: Clasificación y componentesDocumento12 páginasSE: Clasificación y componentesJeronimo EspinosaAún no hay calificaciones
- Subestacion Triangulo PDFDocumento28 páginasSubestacion Triangulo PDFBrayanGarciaAún no hay calificaciones
- Tesis Diseño Subestacion OcumareDocumento174 páginasTesis Diseño Subestacion OcumareManuel Tomas SolorzanoAún no hay calificaciones
- Subestaciones AIS vs GISDocumento6 páginasSubestaciones AIS vs GISDavid Mise100% (2)
- V3000 30 PDFDocumento0 páginasV3000 30 PDFAraa R. LopezAún no hay calificaciones
- Medición resistencia aislamiento transformadoresDocumento19 páginasMedición resistencia aislamiento transformadoresALARCONISTAAún no hay calificaciones
- Niveles de Voltajes Existentes en El Ecuadorcosulta GupalDocumento4 páginasNiveles de Voltajes Existentes en El Ecuadorcosulta GupalJose Luis Sarango DiazAún no hay calificaciones
- NRF-196-PEMEX-2008 Cargador y Banco de Baterías PDFDocumento24 páginasNRF-196-PEMEX-2008 Cargador y Banco de Baterías PDFDiego Higareda100% (1)
- Manual BR6000-V3.0Documento24 páginasManual BR6000-V3.0electro22Aún no hay calificaciones
- Diseño de La Linea de Transmision A 138 KVDocumento25 páginasDiseño de La Linea de Transmision A 138 KVluisandrade0% (1)
- Mantenimiento de Transformadores de Trifásicos de PotenciaDocumento6 páginasMantenimiento de Transformadores de Trifásicos de PotenciaJonathan PajueloAún no hay calificaciones
- Subestacion Guatape2Documento14 páginasSubestacion Guatape2Juan DiegoAún no hay calificaciones
- Comparacion Ansi C57.12 y Iec 76 Con ResDocumento11 páginasComparacion Ansi C57.12 y Iec 76 Con Resomarfernandez35100% (1)
- Instructivo de Operación de Trabajo SubestacionesDocumento2 páginasInstructivo de Operación de Trabajo SubestacionesMARIA ALEXANDRA AYON SEGURAAún no hay calificaciones
- Normalizacion Puesta A Tierra PDFDocumento10 páginasNormalizacion Puesta A Tierra PDFjonathanAún no hay calificaciones
- Trabajo Del Curso de Liniero ElectricoDocumento22 páginasTrabajo Del Curso de Liniero ElectricoYefri GarciaAún no hay calificaciones
- Bomba de VacioDocumento5 páginasBomba de VacioDavid Raul Vasquez CallejasAún no hay calificaciones
- Reles DiferencialesDocumento19 páginasReles DiferencialesErnesto GonzalezAún no hay calificaciones
- Diagramas de Secuencia y Corrientes de FallaDocumento40 páginasDiagramas de Secuencia y Corrientes de FallaAlge GabAún no hay calificaciones
- 1ra Evaluación - Linea de Transmision San Rafael - Jivino - ShushufindiDocumento11 páginas1ra Evaluación - Linea de Transmision San Rafael - Jivino - ShushufindiMarios ClubsAún no hay calificaciones
- Conceptos Basicos de ProteccionesDocumento46 páginasConceptos Basicos de ProteccionesJorge DelaurensAún no hay calificaciones
- Proyecto Diseño e Imlantacion Mantenimiento y Balance de Cargas PDFDocumento229 páginasProyecto Diseño e Imlantacion Mantenimiento y Balance de Cargas PDFjuantuAún no hay calificaciones
- Mantenimiento preventivo transformadoresDocumento20 páginasMantenimiento preventivo transformadoreswilliam.123Aún no hay calificaciones
- Informe Aceites Dielectrcios en TrafosDocumento14 páginasInforme Aceites Dielectrcios en TrafosWalterEmanuelMendozaHumppireAún no hay calificaciones
- Mantenimiento aceite transformadoresDocumento20 páginasMantenimiento aceite transformadoresAlexander Salas MedinaAún no hay calificaciones
- Análisis Aceite TransformadorDocumento5 páginasAnálisis Aceite TransformadorAlexx TorresAún no hay calificaciones
- Mantenimiento Mayores A TransformadoresDocumento17 páginasMantenimiento Mayores A Transformadoresviper royalAún no hay calificaciones
- Transformador trifásico en aceite: Caracterización y ensayosDocumento20 páginasTransformador trifásico en aceite: Caracterización y ensayosMarco Vega FigueroaAún no hay calificaciones
- Exp 1.1 1.2Documento21 páginasExp 1.1 1.2AbrilLariosAún no hay calificaciones
- 1.-Tradiciones y LeyendasDocumento38 páginas1.-Tradiciones y LeyendasLaura Celina Saldaña Moreno82% (17)
- Lista de CotejoDocumento1 páginaLista de CotejoAbrilLariosAún no hay calificaciones
- Identifiación de Una Bobina Alterna DipoloDocumento15 páginasIdentifiación de Una Bobina Alterna DipoloAbrilLariosAún no hay calificaciones
- Bomba de HidrogenoDocumento8 páginasBomba de HidrogenoAbrilLariosAún no hay calificaciones
- 3 GuiaInterpretacionFenomenosFisicosMateria03 PDFDocumento167 páginas3 GuiaInterpretacionFenomenosFisicosMateria03 PDFAngelica Mendez Amador0% (1)
- CoeferasDocumento2 páginasCoeferasAbrilLarios100% (1)
- Mi Plan de MejoraDocumento4 páginasMi Plan de MejoraAbrilLariosAún no hay calificaciones
- Monografia Del Estado de Guerrero1Documento1 páginaMonografia Del Estado de Guerrero1AbrilLariosAún no hay calificaciones
- Las Coeferas de EsuiloDocumento5 páginasLas Coeferas de EsuiloAbrilLariosAún no hay calificaciones
- GRNADOSDocumento4 páginasGRNADOSAbrilLariosAún no hay calificaciones
- El Transformador Eléctrico Es Una Máquina Considerada Como Un Elemento Fiable en Las InstalacionesDocumento2 páginasEl Transformador Eléctrico Es Una Máquina Considerada Como Un Elemento Fiable en Las InstalacionesAbrilLariosAún no hay calificaciones
- Metas PersonalesDocumento5 páginasMetas PersonalesAbrilLariosAún no hay calificaciones
- Análisis de La Materia Y La Energía2Documento14 páginasAnálisis de La Materia Y La Energía2AbrilLariosAún no hay calificaciones
- 21 de Marzo - Natalicio de Bénito Juárez (Imágenes)Documento7 páginas21 de Marzo - Natalicio de Bénito Juárez (Imágenes)Karime PerezAún no hay calificaciones
- Actividades de sopa de letras y palabras para aprender letrasDocumento29 páginasActividades de sopa de letras y palabras para aprender letraslopinabiki100% (1)
- Explosiones de polvo en silos agrícolasDocumento12 páginasExplosiones de polvo en silos agrícolasWilliam Torres100% (1)
- Proyecto de Título INNOPOLDocumento235 páginasProyecto de Título INNOPOLMaría Jose SantelicesAún no hay calificaciones
- Modelo-Mat ISH Mediana y Baja Complejidad GROCIO PRADODocumento77 páginasModelo-Mat ISH Mediana y Baja Complejidad GROCIO PRADODaniel Ibarra Velasquez100% (1)
- Anexo 1 - Hoja de Cálculo de Programacion PredictivaDocumento15 páginasAnexo 1 - Hoja de Cálculo de Programacion PredictivaCamila LozanoAún no hay calificaciones
- Proyecto de InnovacionDocumento41 páginasProyecto de Innovacionradical_af100% (2)
- Recomendaciones Sensores de Movimiento LevitonDocumento4 páginasRecomendaciones Sensores de Movimiento LevitonAngel Angels100% (1)
- Maquinas Termicas PDFDocumento8 páginasMaquinas Termicas PDFKleber RamirezAún no hay calificaciones
- UCSG- XAVIER MURILLO - TESIS-01-02-2023-CORREGIDA-07-02-24[1]Documento122 páginasUCSG- XAVIER MURILLO - TESIS-01-02-2023-CORREGIDA-07-02-24[1]ronnie alexander bonilla sanchezAún no hay calificaciones
- Fichas TextualesDocumento3 páginasFichas TextualesGabriela Chihuan Castro0% (1)
- Instrucciones Inst TigerLoopDocumento3 páginasInstrucciones Inst TigerLoopajrojas1359Aún no hay calificaciones
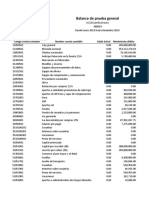
- Balance de Prueba GeneralDocumento5 páginasBalance de Prueba GeneralKamilo OrozcoAún no hay calificaciones
- Practica 7Documento4 páginasPractica 7Chris Tavo MoralesAún no hay calificaciones
- Altitudes Armstrong - Catálogo Cielo FalsoDocumento2 páginasAltitudes Armstrong - Catálogo Cielo FalsoGénesiis BrizuelaAún no hay calificaciones
- CASO PRACTICO Losas Deportivas DGPM Enero2008Documento59 páginasCASO PRACTICO Losas Deportivas DGPM Enero2008Ronald Lipa VilcaAún no hay calificaciones
- Tipos de Canalizaciones en Instalaciones ElectricasDocumento18 páginasTipos de Canalizaciones en Instalaciones ElectricasMarcela MC100% (2)
- FISICA ProblemasDocumento2 páginasFISICA Problemasyosilvio100% (1)
- Listado Alquiler Maquinaria, Equipos y Herramientas Julio 2016Documento70 páginasListado Alquiler Maquinaria, Equipos y Herramientas Julio 2016Omar de jesus Aquino75% (4)
- Proteccion LexicDocumento62 páginasProteccion LexicAlexander GuzmánAún no hay calificaciones
- Ficha Tecnica Tuberia MetalicaDocumento9 páginasFicha Tecnica Tuberia MetalicaFrancisco MezaAún no hay calificaciones
- Em Prendi Mien ToDocumento38 páginasEm Prendi Mien Tonelson rodriguezAún no hay calificaciones
- Mapa Conceptual Economia AmbientalDocumento1 páginaMapa Conceptual Economia Ambientalluis100% (2)
- Taller Sobre Soluciones y ColoidesDocumento4 páginasTaller Sobre Soluciones y ColoidesDani SantoyoAún no hay calificaciones
























































































![UCSG- XAVIER MURILLO - TESIS-01-02-2023-CORREGIDA-07-02-24[1]](https://imgv2-1-f.scribdassets.com/img/document/720296081/149x198/21ce6545b4/1712318811?v=1)