También podría gustarte
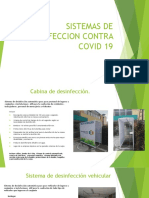
- Catalogo de Desinfeccion PDFDocumento3 páginasCatalogo de Desinfeccion PDFJoseCorreaAún no hay calificaciones
- Cotizacion 054d24Documento1 páginaCotizacion 054d24JoseCorreaAún no hay calificaciones
- OSZJTNDocumento2 páginasOSZJTNJoseCorreaAún no hay calificaciones
- EnergíasDocumento288 páginasEnergíasLeni SanchezAún no hay calificaciones
- Catalogo Motor Forte PDFDocumento54 páginasCatalogo Motor Forte PDFJoseCorreaAún no hay calificaciones
- Apus BaseDocumento452 páginasApus BasedannaluciaAún no hay calificaciones
- EersaDocumento1 páginaEersaJoseCorreaAún no hay calificaciones
- Cotizacion 054d24Documento1 páginaCotizacion 054d24JoseCorreaAún no hay calificaciones
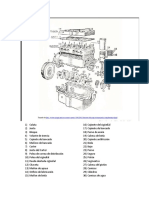
- Partes principales motorDocumento3 páginasPartes principales motorJoseCorreaAún no hay calificaciones
- Folleto HidrolavadoraDocumento2 páginasFolleto HidrolavadoraJoseCorreaAún no hay calificaciones
- Guia de Orientacion Al Aspirante Verificacion Requisitos Minimos PDFDocumento25 páginasGuia de Orientacion Al Aspirante Verificacion Requisitos Minimos PDFSergio PérezAún no hay calificaciones
- 123Documento24 páginas123Juan David QuiñonesAún no hay calificaciones
- DiaDocumento10 páginasDiaJoseCorreaAún no hay calificaciones
- 1 Lista APUS 2015 PDFDocumento35 páginas1 Lista APUS 2015 PDFfpmejiaAún no hay calificaciones
- Manual Software Fluid SIMDocumento5 páginasManual Software Fluid SIMJoseCorreaAún no hay calificaciones
- Practica de Medicion de Temperatura-2Documento4 páginasPractica de Medicion de Temperatura-2JoseCorreaAún no hay calificaciones
- Clasificacion Del HuevoDocumento14 páginasClasificacion Del HuevoJoseCorreaAún no hay calificaciones
- Estacion No 4Documento1 páginaEstacion No 4JoseCorreaAún no hay calificaciones
- Ex PosicionDocumento16 páginasEx PosicionJoseCorreaAún no hay calificaciones
- NKFVQODocumento2 páginasNKFVQOJoseCorreaAún no hay calificaciones
- Oferta Motor HPDocumento2 páginasOferta Motor HPJoseCorreaAún no hay calificaciones
- MATRIX Guia UsuarioDocumento8 páginasMATRIX Guia UsuarioCamilo Andrés Cortes Torres45% (11)
- Diplomado - Lub Estrategica - Plegable PDFDocumento9 páginasDiplomado - Lub Estrategica - Plegable PDFAlejo FlorezAún no hay calificaciones
- Imagen ChevereDocumento1 páginaImagen ChevereJoseCorreaAún no hay calificaciones
- Tercott MtsDocumento1 páginaTercott MtsJoseCorreaAún no hay calificaciones
- Anexo 1. Listado de InstitucionesDocumento22 páginasAnexo 1. Listado de InstitucionesJoseCorreaAún no hay calificaciones
- Catalogo Resumido WestarcoDocumento2 páginasCatalogo Resumido Westarcodilgo0250% (4)
- Fic Has GasolinaDocumento9 páginasFic Has GasolinaJoseCorreaAún no hay calificaciones
- Manual de Operacion VolquetaDocumento29 páginasManual de Operacion VolquetaJoseCorreaAún no hay calificaciones
- Martillos Del ImpactorDocumento2 páginasMartillos Del ImpactorJoseCorreaAún no hay calificaciones
- Novedades Prescom - 2011Documento8 páginasNovedades Prescom - 2011Danny Quispe TapiaAún no hay calificaciones
- DinamitasDocumento10 páginasDinamitasVictor Ames Lara100% (1)
- Gasto AutomóvilDocumento6 páginasGasto AutomóvilAlberto Rodriguez GalindoAún no hay calificaciones
- Reporte 1 Fisica 1 D1Documento5 páginasReporte 1 Fisica 1 D1JisharLeviAlvaradoAún no hay calificaciones
- Manual Del Constructor Polpaico 40 287 1Documento40 páginasManual Del Constructor Polpaico 40 287 1Catalina Soto FernándezAún no hay calificaciones
- Patrones de LuzDocumento5 páginasPatrones de Luzdayal sena50% (4)
- Cuestionario 17Documento4 páginasCuestionario 174722 - HANNAH SIOMARA GALVAN CÁRDENASAún no hay calificaciones
- GuiandenAprendizajen1nNueva 1764b9fb2cd9dbbDocumento5 páginasGuiandenAprendizajen1nNueva 1764b9fb2cd9dbbMafe SarmientoAún no hay calificaciones
- Economía en Un DíaDocumento17 páginasEconomía en Un DíaLaura Daniela MartinezAún no hay calificaciones
- 3.BasesIntegradasConsultoriadeObraPECSuper IE 1570 20210707 105415 010Documento59 páginas3.BasesIntegradasConsultoriadeObraPECSuper IE 1570 20210707 105415 010miguel angelAún no hay calificaciones
- Check List Verificacion 5S TallerDocumento9 páginasCheck List Verificacion 5S TallerEdinho1980Aún no hay calificaciones
- 2.7 Evidencia 7 Lista de Verificacion Recoleccion InformacionDocumento6 páginas2.7 Evidencia 7 Lista de Verificacion Recoleccion InformacionAlejandra Barragán MachadoAún no hay calificaciones
- Precios unitarios de obras de infraestructura hidráulicaDocumento282 páginasPrecios unitarios de obras de infraestructura hidráulicaDiego Dionicio Rodríguez González100% (1)
- Instructivo CMMDocumento32 páginasInstructivo CMMCesar Arellano0% (1)
- Generación y Depuracion de IdeasDocumento1 páginaGeneración y Depuracion de IdeasFernando ZuñigaAún no hay calificaciones
- Produccion IndustrialDocumento42 páginasProduccion IndustrialPaola OsorioAún no hay calificaciones
- Diario Deport Del ComercioDocumento16 páginasDiario Deport Del ComercioAlejandra Palacios CardozaAún no hay calificaciones
- (Microeconomia) Preguntas de Repaso Organizacion de La ProduccionDocumento3 páginas(Microeconomia) Preguntas de Repaso Organizacion de La ProduccionKevinGomez43% (21)
- Tarea 2 - Datos Geográficos y Aplicativos SIG - 358031 - 50Documento15 páginasTarea 2 - Datos Geográficos y Aplicativos SIG - 358031 - 50cesarAún no hay calificaciones
- Memoria Descriptiva (Caminos I)Documento20 páginasMemoria Descriptiva (Caminos I)Andy Greey Mera VásquezAún no hay calificaciones
- Práctica 02 - Diario de CádizDocumento2 páginasPráctica 02 - Diario de CádizcastillonmatosAún no hay calificaciones
- Los Recursos en La Ley Del Procedimiento Administrativo General y en Los Procedimientos Sectoriales - GACETADocumento342 páginasLos Recursos en La Ley Del Procedimiento Administrativo General y en Los Procedimientos Sectoriales - GACETAFiorella Alicia Ormeño100% (1)
- Masp MantenimientoDocumento28 páginasMasp MantenimientoSergio SabaAún no hay calificaciones
- Optimizar almacén logístico a través del análisis de capacidad, costos y UCADocumento3 páginasOptimizar almacén logístico a través del análisis de capacidad, costos y UCALuis50% (2)
- Sílabo Epu-NivelaciónDocumento11 páginasSílabo Epu-NivelaciónAlexander PozoAún no hay calificaciones
- Caso WalmartDocumento3 páginasCaso WalmartYojax SalamancaAún no hay calificaciones
- Programa de Renovacion de Equipos de ComputoDocumento25 páginasPrograma de Renovacion de Equipos de ComputoJose Carlos Ynuma MozombiteAún no hay calificaciones
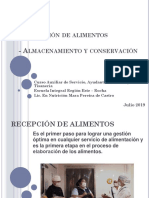
- TEMA 4 Recepción y AlmacenamientoDocumento64 páginasTEMA 4 Recepción y AlmacenamientoNadia CamianAún no hay calificaciones
- PRACTICA 1 Quimica Organica PDFDocumento17 páginasPRACTICA 1 Quimica Organica PDFCristian Iván Rodríguez OrtizAún no hay calificaciones
- ACTIVIDAD 6 ElectivaDocumento4 páginasACTIVIDAD 6 ElectivaJAVIER ACUÑAAún no hay calificaciones
- El Libro Negro de las HorasDe EverandEl Libro Negro de las HorasCalificación: 4.5 de 5 estrellas4.5/5 (264)
- Sé É.P.I.C.A.: Construye tu marca personal y despierta la líder que hay en tiDe EverandSé É.P.I.C.A.: Construye tu marca personal y despierta la líder que hay en tiCalificación: 5 de 5 estrellas5/5 (4)
- La sombra de Julio César (Serie Dictator 1)De EverandLa sombra de Julio César (Serie Dictator 1)Calificación: 4 de 5 estrellas4/5 (12)
- Apuntes sobre la supresión general de los partidos políticosDe EverandApuntes sobre la supresión general de los partidos políticosCalificación: 4.5 de 5 estrellas4.5/5 (6)