También podría gustarte
- Semana 7. El Texto Expositivo. La Conclusion 586 0Documento10 páginasSemana 7. El Texto Expositivo. La Conclusion 586 0JOTARUAún no hay calificaciones
- Semana 3. El Texto Expositivo - Estructura 586 0Documento9 páginasSemana 3. El Texto Expositivo - Estructura 586 0JOTARUAún no hay calificaciones
- Diagrama de Flujo GNVDocumento6 páginasDiagrama de Flujo GNVJOTARUAún no hay calificaciones
- Lectura y Escritura de Números Naturales Hasta 20Documento2 páginasLectura y Escritura de Números Naturales Hasta 20JOTARU83% (12)
- Aplicaciones de Las E.D. de Primer OrdenDocumento32 páginasAplicaciones de Las E.D. de Primer OrdenJOTARUAún no hay calificaciones
- Calculo Resorte de PresionDocumento5 páginasCalculo Resorte de PresionJOTARUAún no hay calificaciones
- MS ProjectDocumento6 páginasMS ProjectJuvenal TiconaAún no hay calificaciones
- Glosario de SiderúrgiaDocumento12 páginasGlosario de SiderúrgiaJOTARUAún no hay calificaciones
- Examen Final 06 Agosto 04Documento5 páginasExamen Final 06 Agosto 04IvanSnikeAún no hay calificaciones
- CONCEPTOS DE Termologia, Temperatura, Calor, Escalas Termométricas y Dilatacion, Cantidad de Calor.Documento33 páginasCONCEPTOS DE Termologia, Temperatura, Calor, Escalas Termométricas y Dilatacion, Cantidad de Calor.Alexis De Jesus Bartolon Diaz33% (3)
- Cuadernillo 1Documento19 páginasCuadernillo 1mararafaAún no hay calificaciones
- 3 Term - 112421Documento3 páginas3 Term - 112421Juan espitiaAún no hay calificaciones
- ESP - Calor Yn Temperatura Esta SiDocumento83 páginasESP - Calor Yn Temperatura Esta SipepevawerAún no hay calificaciones
- 28 y 29 Alimentación y Nutrición - Documentos de GoogleDocumento17 páginas28 y 29 Alimentación y Nutrición - Documentos de GoogleLauraAún no hay calificaciones
- Dieta CIclo CarbohidratosDocumento6 páginasDieta CIclo CarbohidratosIsabel Margarita Stevenson IbarraAún no hay calificaciones
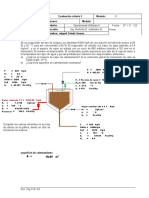
- Evaluación Criterio 3Documento2 páginasEvaluación Criterio 3miguel toledoAún no hay calificaciones
- Glosario de TerminosDocumento21 páginasGlosario de TerminosSaul Fernando SandovalAún no hay calificaciones
- Cuadernillo Trabajos Practicos 2018 2Documento17 páginasCuadernillo Trabajos Practicos 2018 2Esteban Pastore100% (1)
- Instituto Politecnico NacionalDocumento5 páginasInstituto Politecnico NacionalMejia Meneses GiselleAún no hay calificaciones
- Clase 2Documento35 páginasClase 2CarFx CondeAún no hay calificaciones
- Actividad Integradora 4 Las Leyes en Los Focos Modulo 12Documento7 páginasActividad Integradora 4 Las Leyes en Los Focos Modulo 12Aannaaee Lugo75% (12)
- FAU IM Tema 2 Climatización Teoría CompletaDocumento70 páginasFAU IM Tema 2 Climatización Teoría CompletaNaymar LastraAún no hay calificaciones
- Problemas Resueltos Tema5Documento29 páginasProblemas Resueltos Tema5Jhonjairo Calva MelgarAún no hay calificaciones
- Ley de Hess ProblemasDocumento4 páginasLey de Hess ProblemasJosé Angel Peralta AguilarAún no hay calificaciones
- Libro Maquinas y Equipos TermicosDocumento177 páginasLibro Maquinas y Equipos TermicosAdriMolinaPalominoAún no hay calificaciones
- QUÍMICA GENERAL CsQsDocumento78 páginasQUÍMICA GENERAL CsQsJhetson FernandezAún no hay calificaciones
- Unidad 6 Teoría - Termodinámica y TermoquímicaDocumento10 páginasUnidad 6 Teoría - Termodinámica y TermoquímicaPaulaAún no hay calificaciones
- Guia de Ejercicios Alimentacion y Nutricion FPAN I 231123 203338Documento16 páginasGuia de Ejercicios Alimentacion y Nutricion FPAN I 231123 203338camila castilloAún no hay calificaciones
- Capítulo 7 - 2do Principio de La TermodinámicaDocumento24 páginasCapítulo 7 - 2do Principio de La TermodinámicaGoalter PeñaAún no hay calificaciones
- Alimentación y Dietas SaludablesDocumento7 páginasAlimentación y Dietas SaludablesdonlucasAún no hay calificaciones
- CaloriasDocumento5 páginasCaloriasJuan Carlos ReyesAún no hay calificaciones
- Ejercicios CalorDocumento3 páginasEjercicios CalorLeidy Xiomara Vargas ForeroAún no hay calificaciones
- Tesis HeladosDocumento78 páginasTesis HeladosMAURICIOAún no hay calificaciones
- Infome-Calor EspecificoDocumento11 páginasInfome-Calor EspecificoAldo Benjamin Becerra GaytanAún no hay calificaciones
- Boletines Quifi - 230710 - 162814Documento21 páginasBoletines Quifi - 230710 - 162814Ser BlancAún no hay calificaciones
- Ejercicios Guía#1 Termodinámica IDocumento2 páginasEjercicios Guía#1 Termodinámica IfelipeAún no hay calificaciones
- Resolución 333 de 2011 - Rotulado Reemplaza La 288Documento44 páginasResolución 333 de 2011 - Rotulado Reemplaza La 288Alejandro Restrepo LondoñoAún no hay calificaciones
- Extracto Libre de Nitrogeno MaticoDocumento7 páginasExtracto Libre de Nitrogeno MaticoJeanpierLunaRosalesAún no hay calificaciones
- Matematic (3 - 4) - Sem29 Experiencia8 Actividad12 Notacion Cientifica Ccesa007Documento10 páginasMatematic (3 - 4) - Sem29 Experiencia8 Actividad12 Notacion Cientifica Ccesa007Demetrio Ccesa RaymeAún no hay calificaciones