Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Conceptos Fundamentales en Muestreo de Aceptacion1
Cargado por
Fany Monse MendozaDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Conceptos Fundamentales en Muestreo de Aceptacion1
Cargado por
Fany Monse MendozaCopyright:
Formatos disponibles
Estadstica y Control de Calidad
. Muestreo de Aceptacin
CONCEPTOS FUNDAMENTALES EN MUESTREO DE ACEPTACION
Se define una muestra como una porcin que se toma para evidenciar la calidad
del conjunto.
El muestreo de aceptacin es la inspeccin por muestras en la que se toma la
decisin de aceptar o no un producto o servicio; tambin la metodologa que trata de los
procedimientos por los que las decisiones de aceptar o no se basan sobre los resultados
de la inspeccin de las muestras.
Primero que nada, tenemos que saber que la inspeccin para tener aceptacin, se realiza
en muchas de las etapas de la produccin. A la hora de recibir los materiales o piezas o
materia prima, durante la manufactura, al terminarlo y ya que el producto es comprado por
el consumidor. Esta inspeccin para aceptacin es en gran parte sobre la base de
muestreo. Claro que con ningn procedimiento de muestreo se puede eliminar el
producto no conforme. Se supone que la mejor forma de tener un producto que cumpla
con las especificaciones requeridas es hacerlo bien a la primera vez. El procedimiento
general de muestreo de aceptacin aparece en la siguiente figura:
Lote recibido para su
inspeccin
Seleccin de la muestra
Elementos
inspeccionados y
analizados
Criterios satisfechos
Resultados comparados
con criterios de
aceptacin
Criterios no satisfechos
Aceptacin de lote
Rechazo de lote
Enviar a produccin o
al cliente
Decidir la manera de
disponer de lote
La determinacin de aceptar o rechazar el lote a menudo se conoce como
sentencia de lote. El muestreo de aceptacin no es apropiado para estimar la calidad de
los lotes; esto es, las tcnicas de muestreo de aceptacin no deberan ser utilizadas para
intentar determinar el porcentaje de elementos buenos o el valor promedio de una
caracterstica de la calidad.
Estadstica y Control de Calidad
. Muestreo de Aceptacin
Tres aspectos del muestreo son importantes:
1. El propsito del muestreo de aceptacin es dictaminar los lotes, no estimar su
calidad.
2. Los planes de muestreo de aceptacin no proporcionan ninguna forma directa de
control de calidad.
3. El uso ms efectivo del muestreo de aceptacin no es para inspeccionar la calidad
de un producto, si no ms bien como herramienta de auditoria a fin de asegurarse
de que la salida de un proceso cumple con los requerimientos.
El muestreo de aceptacin probablemente ser de mayor utilidad en las siguientes
situaciones:
Cuando las pruebas son destructivas.
Cuando el costo de la inspeccin del 100% es muy alto
Cuando la inspeccin del 100% no es tecnolgicamente factible o requerira tanto
tiempo de calendario que se impactara seriamente la programacin de la
produccin.
Cuando son muchos los artculos por inspeccionar y la tasa de los errores de
inspeccin es tan elevada que la inspeccin del 100% podra hacer que se
aprobara un porcentaje ms alto de unidades defectuosas que con la aplicacin de
un plan de muestreo.
Cuando el proveedor tiene un historial de calidad excelente y se desea cierta
reduccin en la inspeccin del 100, pero la capacidad del proceso del proveedor
es lo suficientemente baja para hace que la cancelacin de la inspeccin no sea
una alternativa satisfactoria.
Smbolos y trminos utilizados en los planes de muestreo para aceptacin
En los sistemas de muestreo para aceptacin se emplean mucho defectivo y
defecto. Esas palabras se emplearn para explicar los sistemas. Un artculo defectivo es
el que no cumple con las especificaciones en algn aspecto; un defecto es falta de
conformidad con alguna especificacin.
N = nmero de piezas en un lote determinado
n = nmero de piezas en las muestras
D = nmero de piezas defectivas (piezas que no cumplen con las especificaciones
en un lote dado de tamao N)
r = nmero de piezas defectivas en una muestra de tamao n.
c = nmero para aceptacin; el nmero mximo permisible de piezas defectivas en
una muestra de tamao n.
p = fraccin defectiva. En un lote dado presentado para inspeccin, es D/N; en una
muestra dada es, r/n
p = fraccin defectiva promedio real, del proceso, de un producto presento para
inspeccin
p = fraccin defectiva promedio en muestras observadas
P = L(p) = probabilidad de aceptacin
= Riesgo del consumidor; probabilidad de aceptar un producto con alguna calidad
indeseable expresada. Es el valor de P en la calidad especificada
= Riesgo del productor; la probabilidad de rechazar un producto con alguna
calidad deseable expresada, = 1 - P con esa calidad expresada
p0.95, p0.50, p0.10, etc. = fraccin defectiva que tiene una probabilidad de aceptacin
de 0.95, 0.50, 0.10, etc.
Estadstica y Control de Calidad
. Muestreo de Aceptacin
Algunos conceptos que son de importancia:
Inspeccin. Es el proceso de medicin, examen, comprobacin y otra forma de
comparacin de la unidad del producto con las especificaciones.
Unidad del producto. Es el objeto que se examina a fin de determinar su
clasificacin como defectivo o no defectivo o bien para contarle el nmero de
defectos. Podra consistir en un solo artculo, en un par, en un conjunto, una
longitud, un rea, una operacin, un volumen, un componente para un producto
final, el mismo producto final, la unidad del producto puede o no ser la misma de la
de compra.
Muestra. Consiste en una o ms unidades del producto que se tomen de un lote o
de una produccin unitaria, estas unidades de la muestra debern ser tomadas al
azar sin aferrarse su calidad. El nmero de unidades del producto dentro de la
muestra se denomina tamao de la muestra.
Muestreo representativo. Siempre que sea posible, el nmero de unidades en la
muestra se debe seleccionar en proporcin con el tamao de los sublotes o
porciones de una produccin unitaria, que puedan ser identificados con algn
criterio racional. Las unidades de cada una de las partes del lote o porciones de la
produccin se deben de tomar al azar.
Tiempo de muestreo. Las muestras se pueden tomar despus de que se hayan
reunido todas las unidades que formen el lote o la produccin unitaria o se pueden
tomar durante la formacin del lote o produccin.
Plan de muestreo. Un plan de muestreo indica el nmero de unidades del producto
de cada lote o produccin que debe ser inspeccionado (el tamao de muestra o
serie de tamaos de muestra), y el criterio para la determinacin de la
aceptabilidad del lote o produccin (los nmeros de aceptacin y el rechazo).
Nivel de inspeccin. El nivel de inspeccin determina la relacin que debe existir
entre el tamao del lote o produccin y el tamao de la muestra.
Interrupcin de una inspeccin. En el caso de que 10 lotes consecutivos o
producciones en una inspeccin severa se encuentren una cantidad considerable
de defectos que hagan que se rechacen los lotes; se deber interrumpir la
inspeccin y quedar pendiente para tomar accin en la mejora de calidad del
material presentado.
Falta de Conformidad. El grado de la falta de conformidad de un producto se debe
expresar, ya sea en funcin del porciento defectivo o en funcin de los defectos por
cada cien unidades.
Porciento Defectivo. Es igual a cien veces el numero de unidades defectivas
contenidas en el producto, divididas entre el numero total de unidades que forman
el producto.
Defectos por cada cien unidades. Es igual a cien veces el nmero de defectos
contenidos en las unidades (es posible que uno o ms defectos en cada unidad del
producto), dividido entre el numero total de unidades que forman el producto.
Estadstica y Control de Calidad
. Muestreo de Aceptacin
Tipos de planes de muestreo para aceptacin
Planes por variables
En este tipo de planes se toma una muestra aleatoria del lote y a cada unidad de la
muestra se le mide una caracterstica de calidad aleatoria del lote (peso, longitud, etc.).
Con las mediciones se calcula un estadstico, que generalmente est en funcin de la
media y la desviacin estndar muestral, y dependiendo del valor de este estadstico al
compararlo con un valor permisible, se aceptar o rechazar todo el lote.
Planes por atributos
En estos planes se extrae aleatoriamente una muestra de un lote, y cada pieza de la
muestra es clasificada de acuerdo con ciertos atributos como aceptable o defectuosa. Si
el nmero de piezas defectuosas es menor o igual que un cierto nmero predefinido,
entonces el lote es aceptado, en caso de que sea mayor el lote es rechazado. Y este a su
vez se divide en:
a) Sencillo o Simple. Consiste en un tamao de muestra n, y un nmero de
aceptacin c, ambos fijados de antemano.
El nmero de unidades que se deben inspeccionar deber ser igual al tamao de la
muestra dado por el plan.
Si el nmero de defectivos encontrados en la muestra es igual o menor que el
nmero de aceptacin, se debe considerar como ACEPTABLE EL LOTE o PRODUCCIN
UNITARIA.
Si el numero de defectivos es igual o mayor que el numero de rechazo, el LOTE O
PRODUCCIN SE DEBE RECHAZAR.
b) Doble. La idea de este muestreo es tomar una primera muestra de tamao
pequeo para detectar los lotes muy buenos o lo muy malos, y si en la primera muestra
no se puede decidir si aceptar o rechazar porque la cantidad de unidades defectuosas ni
es muy pequea ni es muy grande, entonces se toma una segunda muestra, para decidir
si aceptar o rechazar tomando en cuenta las unidades defectuosas encontradas en las
dos muestras.
El nmero de unidades de la muestra que se inspecciona debe ser igual al primer
tamao de muestra dado por el plan.
Cuando el nmero de defectivos que se encuentran en la primera muestra sea
igual o menor que el primer numero de aceptacin, se considerara aceptable el lote
o la produccin unitaria.
Si el nmero de defectivos en la primera muestra es igual o mayor que el primer
numero de rechazo, se debe de rechazar el lote o la produccin.
Si el numero de defectivos en la primera muestra queda entre los primeros
nmeros de aceptacin y de rechazo se toma UNA SEGUNDA MUESTRA, del
tamao dado por el plan y se inspecciona; el nmero de la primera y la segunda
muestra se suman; si la suma es igual o menor que el segundo numero de
aceptacin, se ACEPTA EL LOTE o PRODUCCIN. Si la suma de defectivos es
mayor o igual que el segundo numero de rechazo, el LOTE O PRODUCCIN SE
RECHAZA.
c) Mltiple. En una inspeccin de muestreo mltiple, el procedimiento debe de ser,
similar al descrito en el muestreo doble a excepcin de que el nmero requerido de
muestras sucesivas para llegar a una decisin, debe ser mayor de dos.
Estadstica y Control de Calidad
. Muestreo de Aceptacin
La curva de caracterstica (OC)
Al juzgar distintos planes de aceptacin es preferible comparar su comportamiento
en una serie de posibles grados de calidad del producto presentado. La curva OC da una
excelente imagen de ese comportamiento.
Para cualquier fraccin defectuosa p en un lote recibido, la curva OC muestra la
probabilidad P de que se aceptar ese lote con el plan de muestreo que se emplee, o en
otras palabras, la curva OC muestra el porcentaje a largo plazo de lotes presentados que
se aceptaran si se presentasen muchos lotes de cualquier calidad expresada, para
inspeccin.
El mtodo paso a paso para obtener la curva OC de un plan de muestreo nico es el
siguiente:
1. Colocar los ttulos de las diferentes columnas y la columna P de la forma siguiente:
Donde np= nmero de productos defectuosos
Pp = AOQ = calidad media de salida
Los valores seleccionados de P darn valores de las ordenadas que, al
coordinarlos con los valores de p que se deriven irn dando lugar a la curva OC.
2. Buscar en la tabla A bajo el valor dado de c hasta encontrar el P deseado (o el
valor ms prximo a dicho valor).
3. Colocar el valor np asociado con el P seleccionado en la columna np.
4. Dividir por n el valor de np. Esto dar la coordenada p de P para la curva OC.
5.2 EL SISEMA DODGE-ROMIG PARA EL MUESTREO DE ACEPATCIN
LOTE POR LOTE
Un procedimiento para muestreo por atributos que incluye considerar los efectos de
la inspeccin detallada del producto rechazado debe ser escogido por la persona
encargada del procedimiento de muestreo y para esto debe tomar en cuenta dos cosas: el
Sampling Inspection Tables por Dodge y Romig, y Sampling Inspection por el SRG de
Columbia University.
Las tablas de Dodge y Romig fueron utilizadas primeramente para uso interno en Bell
Telephone System para reducir al mnimo la cantidad total de inspeccin, tomando en
cuenta la inspeccin para muestreo y la inspeccin para seleccin de los lotes
rechazados.
Dodge-Romig contiene cuatro grupos de tablas:
Estadstica y Control de Calidad
. Muestreo de Aceptacin
I. Tablas de tolerancias de lotes para planes de muestreo sencillo.
II. Tablas de tolerancias de lotes para planes de muestreo doble.
III. Tablas de AOQL para muestreo sencillo.
IV. Tablas de AOQL para muestreo doble.
En el grupo I todos los planes de muestreo en esta tabla tienen el mismo porcentaje
de defectivo tolerable en el lote. Pero los planes tienen diferentes valores de AOQL, los
cuales se presentan en la tabla para cada uno.
La tabla tiene seis columnas, cada una para un valor diferente de porcentaje
promedio de defectivos en el proceso. La finalidad de estas tres columnas diferentes es
indicar el plan que incluya la inspeccin total mnima, al considerar tanto la inspeccin de
las muestras y la inspeccin de 100% de los lotes rechazados.
En el grupo II sera bsicamente como el del grupo I, pero para diferenciarlos es
necesario hacer una comparacin en cualquier plan de muestreo sencillo con uno doble
del mismo lote y el promedio del proceso que produzca la misma proteccin de la calidad
para el lote. La primera muestra del doble es ms pequea que la muestra nica en un
sencillo. Dodge-Romig muestra en su obra un diagrama el cual compara la inspeccin con
muestreo sencillo y doble para diversos tamaos de lotes y relaciones entre promedio del
proceso y fraccin de defectivos tolerables en el lote. Una caracterstica de todos los
planes de muestreo doble es que C2 es siempre de uno o ms, lo cual significa que no se
rechaza ningn lote se rechazar si tiene una sola pieza defectiva.
En el grupo III al contrario de que todos los planes para muestreo sencillo tuvieron el
mismo LTPD, todos los planes tienen el mismo AOQL, adems se presenta el porcentaje
de defectivos tolerables en el lote para cada plan. Cuanto mayor son el tamao de la
muestra y el nmero de aceptacin para un AOQL determinado, menor ser el LPTD.
Hay columnas para los promedios de los diversos procesos; el plan que hay en cada
columna es el que da la inspeccin mnima total para el promedio del proceso que se cita
en la cabeza de la columna. Por tanto, todos los planes en cualquier lnea de la tabla son
iguales en proteccin de calidad y slo difieren en la cantidad total de inspeccin
requerida. Si no hay base para estimar el promedio del proceso, el plan de muestreo se
debe escoger en la columna derecha de la tabla.
En el grupo IV las tablas que incluyen conceptos y muestreo sencillo y doble han
estado disponibles en el sistema Bell para aplicarlos a todos los tipos de inspeccin. Se
necesita que Dodge-Romig confirmen que las tablas AOQL para muestreo doble son las
ms tiles de todas.
Determinacin del promedio del proceso en la inspeccin de Dodge-Romig.
La minimizacin de la inspeccin total depende de efectuar una estimacin correcta
del promedio del proceso como base para la seleccin del plan de muestreo. Es ventajoso
emplear en forma sistemtica los resultados de la inspeccin de muestreo a fin de
determinar el promedio del proceso.
Un formato impreso es para registrar los nmeros inspeccionados y los nmeros de
defectivos en los muestreos de lote por lote en un trabajo dado de inspeccin durante una
semana y se separan los resultados de las primeras y segundas muestras en el muestreo
Estadstica y Control de Calidad
. Muestreo de Aceptacin
doble. Se cuenta con columnas para mostrar el nmero de defectos de cada tipo,
descubiertos en las primeras muestras. Otro formato impreso es un resumen semanal de
los resultados de la inspeccin. Un lado de este formato es una grfica de control de p en
la cual se trazan los porcentajes semanales de defectivos en las primeras muestras. En
esta grfica se emplean lmites de 2-sigmas. Cuando se utilice muestreo doble, el
promedio del proceso se debe calcular slo con las primeras muestras.
Relacin entre el tamao del lote y el tamao de la muestra en las tablas de DodgeRomig
Las tablas se aplican a lotes de tamao de 1 a 100,000 y se pueden emplear en los
lotes que se vayan a presentar para aceptacin. Puede ser ventajoso establecer el
tamao de los lotes que se van a presentar para la aceptacin, en lugar de aceptar los
lotes tal como vienen. Las tablas ayudan a tomar una decisin del tamao del lote porque
muestran con claridad la desventaja de los lotes pequeos por comparacin con los
grandes desde el punto de vista de muestreo necesario para una proteccin dada de la
calidad.
Est claro que siempre que sea posible es preferible evitar los lotes de tamao muy
pequeo. Se apreciar que el gran ahorro en la inspeccin para una proteccin de calidad
consiste en tomar lotes de 1000 en lugar de los usuales de 50 o 100.
Hay posibles objeciones en lotes de tamao muy grande como de 10,000 a 100,000.
Hay dificultades prcticas para integrar lotes tan grandes para inspeccionarlos; el costo
del manejo ser muy superior a los ahorros en la inspeccin. Es mucho ms difcil tomar
una muestra aleatoria en un lote de 10,000 que un lote de 1,000. Tambin el afecto
prejudicial que puede producir el rechazo de lotes muy grandes en las relaciones entre
productor y consumidor puede ser muy grave.
En las tablas Dodge-Romig se presentan 2 tipos de planes de muestreo:
LTPD. Planes de proteccin para la tolerancia del porcentaje defectuoso en un lote.
AOQL. Planes que proporcionan un lmite especificado para la calidad de salida
promedio.
Los planes de Dodge-Romig slo se aplican a los programas que someten los lotes
rechazados a una inspeccin del 100%. Adems, para usar los planes, debe conocerse el
promedio del proceso, es decir, la fraccin disconforme promedio del producto de entrada.
Obtener una estimacin mas precisa de la fraccin disconforme de entrada o del
promedio del proceso permitir adoptar un plan de muestreo mas apropiado.
Planes AOQL
Los lotes aceptados contendrn, ms o menos, el porcentaje de defectivos original,
aunque habr una ligera mejora con la eliminacin de los defectivos encontrados en las
muestras siempre que c es de uno o ms. Cabe suponer que los lotes rechazados,
despus de la inspeccin para seleccin, no contendrn defectivos. Con cualquiera de los
planes, es posible calcular el valor mximo posible del porcentaje de defectivos en el
producto salido de produccin. Este valor mximo se denomina Lmite de la Calidad
Promedio de Salida (AOQL).
Estadstica y Control de Calidad
. Muestreo de Aceptacin
Las tablas de Dodge-Romig incluyen planes de muestreo AOQL para valores del
AOQL de 0.1%, .25%, .5%, .75%, 1%, 1.5%, 2%, 2.5%, 3%, 4%, 5%, 7% y 10%. Para
cada uno de estos valores de AOQL se especifican 6 clases de valores para el promedio
del proceso. Se proporcionan tablas para muestreos nicos y dobles.
Los sistemas de muestreo basados en los valores expresados de AOQL han tenido
gran aceptacin en la industria. Su empleo, en particular, es en la inspeccin que hace el
fabricante de su propio producto, tanto en la inspeccin del proceso como en la
inspeccin final. Tambin han resultado adecuados en muchas circunstancias que no
sean de la manufactura, en particular en la verificacin del trabajo administrativo.
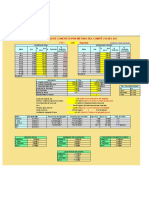
En las tabla B1-B2 se muestran algunos ejemplos de tablas de Dodge-Romig de
tolerancia de lotes con muestreo nico y de AOQL = 2.0% con muestreo doble. En los
planes de doble muestreo de las tablas Dodge-Romig, el nmero c2 representa el total
acumulativo de elementos defectuosos.
Planes LTPD
Las tablas LTPD de Dodge-Romig estn diseadas de tal modo que la probabilidad
de aceptacin del lote en la LTPD sea 0.1, se proporcionan tablas para los valores LTPD
de 0.5%, 1%, 2%, 3%, 4%, 5%, 7% y 10%.
5.3 SISTEMAS AQL
AQL son las iniciales que utilizamos a nivel de calidad aceptable, que es el nivel de
calidad que el consumidor considera aceptable. Cuando un procedimiento de aceptacin
se basa en AQL, su resultado es una clara decisin de aceptacin o rechazo del lote.
El AQL es una propiedad del proceso de manufactura del proveedor; no es una
propiedad del plan de muestreo. Adems, por lo general no tiene la intencin de ser una
especificacin del producto, ni de ser un valor objetivo para el proceso de produccin de
proveedor. Es simplemente un estndar contra el cual juzgar los lotes.
En la actualidad, la eleccin de procedimientos y aceptacin, ya sean basados en
AQL o en inspeccin rectificadora, se realizan despus de una serie de negociaciones
entre productor y consumidor. Puede afirmarse, en general, que los procedimientos
basados en AQL favorecen al consumidor, en tanto que los procedimientos que
contemplan una inspeccin rectificadora protegen al producto.
Los procedimientos de aceptacin basados en AQL son aplicables a situaciones de
inspeccin de aceptacin por atributos, para piezas componentes, subconjuntos y
artculos finales. Tambin se pueden utilizar si se dan las condiciones apropiadas, en
situaciones de carcter administrativo. La inspeccin se puede realizar en el punto de
destino, de produccin o de suministro. Se puede utilizar para la aceptacin en diversas
etapas de la produccin o al acabado del producto.
Cuando el AQL es pequeo, la calidad es alta y hay muchas menos unidades
defectuosas. Para lograr la adecuada proteccin para fabricante y consumidor la fraccin
inspeccionada debe ser grande. Visto de otra forma, si se establece la inspeccin relativa
Estadstica y Control de Calidad
. Muestreo de Aceptacin
a cierto nivel, ser adecuada a cierto AQL. En mejores calidades (AQL ms pequeo) se
puede mantener la proteccin en el punto del riesgo del consumidor o en el del fabricante,
pero no en ambos.
Antes de que se puedan especificar los AQL, es preciso determinar las
caractersticas que se van a inspeccionar, para distribuirlas entre los diversos puntos de
inspeccin, clasificar las caractersticas en cada punto de inspeccin de acuerdo con la
gravedad del detalle, especificar la expresin del no conformidad como porcentaje de
elementos defectuosos, o defectos cada 100 unidades, en cada punto de inspeccin para
cada tipo de defecto o para defectos concretos. A esto debe seguir la especificacin de los
AQL, para lo que se tendr en cuenta las observaciones anteriores y cualquier otra, como:
costo de inspeccin contra costo de rechazo, requisitos de proyecto, calidad media de
fabricante, reclamacin del consumidor, demanda del producto, etc. Tambin se debera
seguir revisando los valores de AQL de forma continua entre visin de posibles cambios y
para garantizar los mismos estn de acuerdo con las necesidades de calidad.
Para cada plan de muestreo se prev, ya sea una inspeccin normal, severa o
reducida.
La inspeccin normal es usada al iniciar una actividad de inspeccin.
La inspeccin severa se establece cuando el vendedor ha tenido un mal
comportamiento en cuanto a la calidad convenida. Los requisitos para la
aceptacin de los lotes bajo una inspeccin severa, son ms estrictos que
una inspeccin normal.
La inspeccin reducida se aplica cuando el vendedor ha tenido un
comportamiento bueno en cuanto a la calidad. El tamao de muestra
utilizado en una inspeccin reducida es menor que en una inspeccin
normal, por lo que el consto de inspeccin es menor.
Cuando el estndar se usa para planes porcentuales de artculos defectuosos, los
AQL van de 0.10% a 10%. En los planes de defectos por unidades, hay 10 AQL
adicionales que llegan hasta 1000 defectos por 100 unidades. Los AQL se ordenan en
una progresin, siendo cada AQL aproximadamente 1.585 veces el precedente.
El AQL por lo general esta especificado en el contrato o por la autoridad responsable
del muestreo. Pueden asignarse diferentes AQL para diferentes tipos de defecto.
Muchos fabricantes sienten que han confiado demasiado en los AQL en el pasado, y
hoy estn enfatizando en otras medidas de desempeo, como las partes por milln (ppm)
defectuosas. Considrese la tabla siguiente:
AQL
10%
1%
0.1%
0.01%
0.001%
0.0001%
Partes
por
defectuosas
100000
10000
1000
100
10
1
milln
Estadstica y Control de Calidad
. Muestreo de Aceptacin
As, incluso AQL muy pequeos implican nmeros grandes de ppm defectuosas. En
productos complejos el efecto de esto puede ser devastador.
Descripcin y uso de las tablas
Las tablas 1 a 10 para obtener planes de muestreo se denominan tablas maestras.
Hay una para inspeccin normal, rigurosa y reducida de cada tipo.
En cada fila hay dos nmeros, que dan los tamaos de la primera y la segunda
muestras. En cada columna hay dos subcolumnas: Ac, la cantidad de aceptacin, y Re, la
cantidad de rechazo.
Primera 32
Segunda 32
Ac
1
4
Re
4
5
Estas cantidades indican el siguiente plan de muestreo doble para inspeccin normal
cuando la letra-cdigo es H y el AQL es 2.5 (defectuosa al 2.5%). Primero, tomar una
muestra de 32 elementos. Si se encuentran cuatro o ms elementos defectuosos,
rechazarlos. Si se encuentran dos o tres defectuosos (ms de uno y menos de cuatro),
tomar una segunda muestra tamao 32. si la cantidad total de elementos defectuosos en
ambas muestras es cuatro o menos, aceptar el lote. Si es cinco o ms, rechazarlo.
La tabla 1 nos da las letras-cdigo para el tamao de la muestra. En esta tabla, las
filas son los tamaos de los lotes o grupos, y las columnas los siete niveles de inspeccin.
Gua para la asignacin de AQL
Estadstica y Control de Calidad
. Muestreo de Aceptacin
Tabla B1
Ejemplo de tabla Dodge-Romig de AOQL doble.
Tabla B2
Ejemplo de tablas de tolerancia de lote con muestreo simple, de Dodge-Romig
Estadstica y Control de Calidad
. Muestreo de Aceptacin
Tabla 1
Tamao del lote
o grupo
Niveles de inspeccin
especial
Niveles de
inspeccin
general
I
II
III
A
A
B
A
B
C
B
C
D
2-8
9-15
16-25
S-1
A
A
A
S-2
A
A
A
S-3
A
A
B
S-4
A
A
B
26-50
51-90
91-50
A
B
B
B
B
B
B
C
C
C
C
D
C
C
D
D
E
F
E
F
G
151-280
281-500
501-1200
B
B
C
C
C
C
D
D
E
E
E
F
E
F
G
G
H
J
H
J
K
1201-3200
3201-10000
10001- 35000
C
C
C
D
D
D
E
F
F
G
G
H
H
J
K
K
L
M
L
M
N
35001-150000
150001-500000
500001- y ms
D
D
D
E
E
E
G
G
H
J
J
K
L
M
N
N
P
Q
P
Q
R
Estadstica y Control de Calidad
. Muestreo de Aceptacin
BIBLIOGRAFIA
Grant, E. L. Leavenworth, R. S.
Control estadstico de calidad
Editorial CECSA
Montgomery, Douglas C.
Control estadstico de la calidad
Editorial Limusa Wiley
Jay L. Devore, Nicholas R. Farnum
Applied Statistics for Engineers and Scientists
Duxbury Press
Csar Prez
Control estadstico de la calidad
Alfaomega
J.M. Juran, F.M. Gryna
Anlisis y planeacin de la calidad
Tercera Edicin
McGraw Hill
También podría gustarte
- Capitulo 4Documento24 páginasCapitulo 4Fany Monse MendozaAún no hay calificaciones
- Proyecto de ZarzamoraDocumento11 páginasProyecto de ZarzamoraFany Monse MendozaAún no hay calificaciones
- 8.17 Ejercicios FanyDocumento4 páginas8.17 Ejercicios FanyFany Monse MendozaAún no hay calificaciones
- Microbicida ExpoDocumento13 páginasMicrobicida ExpoFany Monse MendozaAún no hay calificaciones
- Osmosis y Su Importancia en Los Organismos VivosDocumento5 páginasOsmosis y Su Importancia en Los Organismos VivosFany Monse MendozaAún no hay calificaciones
- Isoterma de Adsorción de Ácido Oxálico Sobre Carbón ActivoDocumento4 páginasIsoterma de Adsorción de Ácido Oxálico Sobre Carbón ActivoFany Monse MendozaAún no hay calificaciones
- Preparación de ColoidesDocumento5 páginasPreparación de ColoidesFany Monse MendozaAún no hay calificaciones
- Elaboracion de Cerveza ArtesanalDocumento259 páginasElaboracion de Cerveza ArtesanalShubham Mandowara100% (4)
- Silabo Estadistica y ProbabilidadesDocumento7 páginasSilabo Estadistica y ProbabilidadesMilton Tinoco BrionesAún no hay calificaciones
- Examen 1prg2022Documento2 páginasExamen 1prg2022AlvaznaAún no hay calificaciones
- Fuerzas de CorteDocumento9 páginasFuerzas de CorteDiana CarrilloAún no hay calificaciones
- Tarea Semana 4 EstadisticaDocumento12 páginasTarea Semana 4 EstadisticaCarolina Ceballos LeónAún no hay calificaciones
- Informe Laboratorio Flexsim Grupo 2-4pm Carlos Alfredo Gutierrez ZuluagaDocumento9 páginasInforme Laboratorio Flexsim Grupo 2-4pm Carlos Alfredo Gutierrez ZuluagaJUAN SEBASTIAN VARGAS QUINTEROAún no hay calificaciones
- Razonamiento Cuantitativo Act 1Documento5 páginasRazonamiento Cuantitativo Act 1yeyner ospina medinaAún no hay calificaciones
- Tren de Separacion de Hidrocarburos DesarrolloDocumento9 páginasTren de Separacion de Hidrocarburos DesarrolloRicardo JaimesAún no hay calificaciones
- Modelo de TransporteDocumento39 páginasModelo de TransportejoseAún no hay calificaciones
- Explicacion Del Consumo Segun SmithiesDocumento23 páginasExplicacion Del Consumo Segun SmithiesRenzoAndrésHuamandelPinoAún no hay calificaciones
- Análisis Dinámico de PresasDocumento10 páginasAnálisis Dinámico de PresasIsaac Fortun CastroAún no hay calificaciones
- Parametro CaminoDocumento38 páginasParametro CaminoeliezerAún no hay calificaciones
- 1 Aritmetica 5°Documento27 páginas1 Aritmetica 5°UN0M4sAún no hay calificaciones
- 2 Matemática Ecuación Cuadrática PDFDocumento6 páginas2 Matemática Ecuación Cuadrática PDFClaudia HafelinAún no hay calificaciones
- Archivos ÍndicesDocumento7 páginasArchivos ÍndicesneriovfAún no hay calificaciones
- Diseño Estructurado de AlgoritmosDocumento108 páginasDiseño Estructurado de Algoritmoselyssium12Aún no hay calificaciones
- ImportnaicaDocumento4 páginasImportnaicaMilton Pacherrez NavarroAún no hay calificaciones
- Matematica Iv: Docente: Paul Alvarado EsquivelDocumento15 páginasMatematica Iv: Docente: Paul Alvarado EsquivelRenzo ChorresAún no hay calificaciones
- WX51 Ma641 LB02 ArrascueDocumento3 páginasWX51 Ma641 LB02 ArrascueWenceslao ArrascueAún no hay calificaciones
- Cyd en Concreto Armado Unidad 01 - Parte 04 - Diseño Por FlexiónDocumento33 páginasCyd en Concreto Armado Unidad 01 - Parte 04 - Diseño Por FlexiónRuben FloresAún no hay calificaciones
- Geometria DescriptivaDocumento153 páginasGeometria DescriptivaEl Hurón100% (2)
- DISEÑO DE MEZCLA F'C 210Documento1 páginaDISEÑO DE MEZCLA F'C 210alexis chirre riveraAún no hay calificaciones
- Resultados Enadid18Documento26 páginasResultados Enadid18Anonymous Tujrd7Aún no hay calificaciones
- Marco Teorico. FiolaDocumento4 páginasMarco Teorico. FiolaTania CruzAún no hay calificaciones
- Manual de Asignatura PDFDocumento31 páginasManual de Asignatura PDFLuis SanchezAún no hay calificaciones
- 2016 Noviembre P1 TZ0 PDFDocumento8 páginas2016 Noviembre P1 TZ0 PDFROCIO CCASA CHARALLAAún no hay calificaciones
- Criterios de Divisibilidad para TodosDocumento7 páginasCriterios de Divisibilidad para TodosCaterinaCattaneoAún no hay calificaciones
- Guia 11Documento3 páginasGuia 11Fabiola Yessica CondoriAún no hay calificaciones
- Informe de Vigas Simplemente ReforzadasDocumento13 páginasInforme de Vigas Simplemente ReforzadasJuan Carlos Torres SandovalAún no hay calificaciones
- Mru PDFDocumento7 páginasMru PDFLuis Gerardo Ayala FloresAún no hay calificaciones
- 05 - Ejemplo Formato IFACDocumento6 páginas05 - Ejemplo Formato IFAClalita2604Aún no hay calificaciones