También podría gustarte
- Visita Técnica EnsambladorasDocumento2 páginasVisita Técnica EnsambladorasChristian TacuriAún no hay calificaciones
- Bomba de Alimentación DieselDocumento6 páginasBomba de Alimentación DieselChristian Tacuri100% (1)
- Implementos de SeguridadDocumento8 páginasImplementos de SeguridadChristian TacuriAún no hay calificaciones
- Just in TimeDocumento5 páginasJust in TimeChristian TacuriAún no hay calificaciones
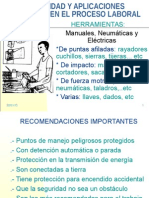
- Seguridad y Aplicaciones Practicas en El Proceso LaboralDocumento8 páginasSeguridad y Aplicaciones Practicas en El Proceso LaboralChristian TacuriAún no hay calificaciones
- Just in TimeDocumento5 páginasJust in TimeChristian TacuriAún no hay calificaciones
- Neumática e HidráulicaDocumento39 páginasNeumática e HidráulicaChristian Tacuri50% (2)
- Cap.2b, Caus de Acci, Facto, CostosDocumento9 páginasCap.2b, Caus de Acci, Facto, CostosChristian TacuriAún no hay calificaciones
- El Bus CANDocumento97 páginasEl Bus CANChristian TacuriAún no hay calificaciones
- Variables de Entada y Salida de Un Sistema de Seguridad Empresa AutomotrizDocumento5 páginasVariables de Entada y Salida de Un Sistema de Seguridad Empresa AutomotrizChristian Tacuri0% (1)
- Riesgos Presentes en Los Ambientes Del TrabajoDocumento16 páginasRiesgos Presentes en Los Ambientes Del TrabajoChristian TacuriAún no hay calificaciones
- SEGURIDAD INDUSTRIAL HigieneDocumento15 páginasSEGURIDAD INDUSTRIAL HigieneChristian TacuriAún no hay calificaciones
- Sistemas de EncendidoDocumento38 páginasSistemas de EncendidoChristian TacuriAún no hay calificaciones
- Cap. 1b, Incide, Seg - Empre, Varia - Ent y SalDocumento4 páginasCap. 1b, Incide, Seg - Empre, Varia - Ent y SalChristian TacuriAún no hay calificaciones
- Cap. 1b, Incide, Seg - Empre, Varia - Ent y SalDocumento4 páginasCap. 1b, Incide, Seg - Empre, Varia - Ent y SalChristian TacuriAún no hay calificaciones
- Cap. 1b, Incide, Seg - Empre, Varia - Ent y SalDocumento4 páginasCap. 1b, Incide, Seg - Empre, Varia - Ent y SalChristian TacuriAún no hay calificaciones
- AMORTIGUADORESDocumento12 páginasAMORTIGUADORESJULIOFERLEDEZMAAún no hay calificaciones
- AMORTIGUADORESDocumento12 páginasAMORTIGUADORESJULIOFERLEDEZMAAún no hay calificaciones
- Soldaduras 7 y 8Documento4 páginasSoldaduras 7 y 8Christian TacuriAún no hay calificaciones
- Seg IndustrialDocumento8 páginasSeg IndustrialChristian TacuriAún no hay calificaciones
- Protocolo de KyotoDocumento25 páginasProtocolo de KyotoAlejandro Gimelli100% (1)
- Sensores MAP Por Tension y FrecuenciaDocumento9 páginasSensores MAP Por Tension y FrecuenciaJuan AguilarAún no hay calificaciones
- Informe Soldadura A Tope y AngularDocumento8 páginasInforme Soldadura A Tope y AngularChristian TacuriAún no hay calificaciones
- Practica de Electricidad AlternadorDocumento3 páginasPractica de Electricidad AlternadorChristian TacuriAún no hay calificaciones
- Motor de Arranque CoaxialDocumento4 páginasMotor de Arranque CoaxialChristian TacuriAún no hay calificaciones
- Hojas Proceso 01 PDFDocumento1 páginaHojas Proceso 01 PDFChristian TacuriAún no hay calificaciones
- Soldaduras 5 y 6Documento7 páginasSoldaduras 5 y 6Christian TacuriAún no hay calificaciones
- Soldaduras 3 y 4Documento11 páginasSoldaduras 3 y 4Christian TacuriAún no hay calificaciones
- Soldaduras 5 y 6Documento7 páginasSoldaduras 5 y 6Christian TacuriAún no hay calificaciones
- Valores Siemens Baterias OrangeDocumento21 páginasValores Siemens Baterias Orangemickycachoperro60% (5)
- EE - Lista de Precios y Mano de ObraDocumento85 páginasEE - Lista de Precios y Mano de ObraEdward EncarnacionAún no hay calificaciones
- Construccion de GaseoductosDocumento76 páginasConstruccion de GaseoductosRaul Rivera GrajedaAún no hay calificaciones
- Ábacos y TablasDocumento10 páginasÁbacos y TablasJuan Carlos Marquez MoralesAún no hay calificaciones
- Corte 3 Actividad 3 - Inapymi - Glenda S. Jaimez M. C.I. 14304189 Cuam UnipapDocumento8 páginasCorte 3 Actividad 3 - Inapymi - Glenda S. Jaimez M. C.I. 14304189 Cuam UnipapGlenda JaimezAún no hay calificaciones
- Mapelastic AquadefenseDocumento8 páginasMapelastic AquadefenseBarbara Ayub FrancisAún no hay calificaciones
- Depósitos ResidualesDocumento13 páginasDepósitos ResidualesJulioEduardoChaZe100% (1)
- Cat - Otono AquarellaDocumento152 páginasCat - Otono AquarellaLuis Aleman CuestasAún no hay calificaciones
- Previo Laminado y TrefiladoDocumento11 páginasPrevio Laminado y TrefiladoLuis Enrique Trucios RuizAún no hay calificaciones
- Jacinto Castillo Tab 459Documento6 páginasJacinto Castillo Tab 459Lisbeth Jacinto CastilloAún no hay calificaciones
- Propiedades Del HormigonDocumento37 páginasPropiedades Del HormigonKelly Ortiz100% (1)
- Tipos de Tuberías Distribuidoras en El Perú Informe SegundaDocumento15 páginasTipos de Tuberías Distribuidoras en El Perú Informe SegundaPaulo OlorteguiAún no hay calificaciones
- Seat Codigos de FallaDocumento171 páginasSeat Codigos de FallaWilliams Medina25% (4)
- Acero QuirúrgicoDocumento5 páginasAcero QuirúrgicoRobinson LazaroAún no hay calificaciones
- Redes de Distribución de Agua FríaDocumento7 páginasRedes de Distribución de Agua FríaJessy CelyAún no hay calificaciones
- El Titanio y Las AleacionesDocumento21 páginasEl Titanio y Las AleacionesCarlos Luis Zamora HijoAún no hay calificaciones
- Ingenieria de MaterialesDocumento6 páginasIngenieria de MaterialesFochiyHachiAún no hay calificaciones
- Articulo FundicionDocumento4 páginasArticulo FundicionEl Benny GarciaAún no hay calificaciones
- Semana 4, Nicole Araya VegaDocumento7 páginasSemana 4, Nicole Araya VegaNiky Súa100% (1)
- Catalogo Gaff 2Documento28 páginasCatalogo Gaff 2rpumacayovAún no hay calificaciones
- Copia de 2 LabDocumento24 páginasCopia de 2 Lab.....Aún no hay calificaciones
- MDC Cupro Ballard Solución Separadora (Sobre de 50 GR)Documento9 páginasMDC Cupro Ballard Solución Separadora (Sobre de 50 GR)RAULAún no hay calificaciones
- Autómatas Programables PLC Club Saber Electrónica PDFDocumento85 páginasAutómatas Programables PLC Club Saber Electrónica PDFJ Adan Gonzalez LeconaAún no hay calificaciones
- ForjaDocumento5 páginasForjaSergio del MoralAún no hay calificaciones
- Trabajo Ejercicios Ceramica y RefractariosDocumento11 páginasTrabajo Ejercicios Ceramica y RefractariosMaria Consuelo Vega Guerra100% (1)
- 9.1 Calendario Valorizado de ObraDocumento5 páginas9.1 Calendario Valorizado de ObraAlejandro Carrillo SandovalAún no hay calificaciones
- Trabajo de Mantenimiento BombaDocumento19 páginasTrabajo de Mantenimiento BombaArmando AlvarezAún no hay calificaciones
- Oficinas: NelesDocumento17 páginasOficinas: NelesCla GonleAún no hay calificaciones
- Sistemas Sika Rec. para Metal Ambientes MarinosDocumento8 páginasSistemas Sika Rec. para Metal Ambientes MarinosAnonymous mUQg8rXmcAún no hay calificaciones
- Componentes de La Estructura de AceroDocumento10 páginasComponentes de La Estructura de Acerofjsv61Aún no hay calificaciones