Documentos de Académico
Documentos de Profesional
Documentos de Cultura
T1-Metálurgia Aplicada
Cargado por
rafaeljulioDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
T1-Metálurgia Aplicada
Cargado por
rafaeljulioCopyright:
Formatos disponibles
Mster de Especializacin
en Estructuras Metlicas y
Mixtas
Versin imprimible
B1
Principios bsicos en el
clculo de estructuras
metlicas
T1
METALURGIA APLICADA
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
2
NDICE DE CONTENIDOS
Tema 1 Metalurgia aplicada
Parte 1 El acero. Caractersticas y propiedades
Paso 1 Caractersticas de las aleaciones de hierro y carbono
Paso 2 Procesos de fabricacin y conformado
Paso 3 Propiedades fsicas de los aceros
Paso 4 Propiedades mecnicas de los aceros
Parte 2 Calidades y soldabilidad del acero
Paso 1 Calidades y tipos de acero
Paso 2 Seleccin de la calidad del acero
Paso 3 Soldabilidad del acero para estructuras
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
3
Tema 1 Metalurgia aplicada
Parte 1 El acero. Caractersticas y propiedades
N PASO TTULO
1 Caractersticas de las aleaciones de hierro y carbono
Introduccin
Las propiedades fsicas del acero, como son su resistencia, ductilidad y resistencia a la
fractura frgil, dependen de su estructura cristalina, del tamao del grano y de otras
caractersticas metalrgicas.
Estas propiedades de la microestructura dependen de la composicin qumica y del historial
de deformacin trmica del acero. Tambin los tratamientos trmicos derivados de la
soldadura pueden tener una gran influencia sobre las propiedades fsicas.
A la hora de escoger el acero para estructuras soldadas es importante poseer al menos un
conocimiento bsico de metalurgia, sobre todo cuando se proyectan estructuras grandes y
complejas tales como edificios de varios pisos.
La seleccin de materiales, procedimientos y materiales de soldadura exige a menudo la
consulta a los autnticos metalrgicos y especialistas en la materia. Es por ello que para
comunicarse con ellos el conocimiento bsico de metalurgia resulta esencial.
Asimismo, este conocimiento bsico de metalurgia permite al ingeniero civil y de la
construccin metlica comprender mejor las propiedades fsicas del acero y el rendimiento
de las estructuras soldadas.
Las unidades del presente Tema se han obtenido del Tomo 3 de la coleccin ESDEP
publicado por el Instituto Tcnico de la Estructura en Acero.
5
Estructura y componentes del acero
Introduccin
Para hacerse una idea de la estructura metalrgica del acero puede cortarse un fragmento
de barra de acero para dejar al descubierto una seccin longitudinal, amolando y puliendo la
superficie expuesta para examinarla con el microscopio.
Con pocos aumentos se ven algunas partculas extendidas en el sentido de laminacin de la
barra. Vase la Figura 1.1.1: las partculas que se observan son inclusiones.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
4
Se trata de sustancias no metlicas que han quedado dentro del metal durante su
fabricacin, generalmente por accidente, pero a veces porque as se ha proyectado. Su
presencia no afecta a la resistencia pero tiene un efecto perjudicial sobre la ductilidad y la
tenacidad. Algunos tipos de inclusiones pueden mejorar considerablemente la
maquinabilidad de los aceros, por lo que pueden introducirse de forma deliberada.
Figura 1.1.1 Seccin longitudinal de un acero. Cortesa de ITEA.
Para descubrir la verdadera estructura del metal debe atacarse qumicamente la superficie
pulida. Cuando se hace esto puede verse una gran diversidad de microestructuras que
refleja la composicin y procesamiento del acero.
Componentes del acero
Los aceros y fundiciones son aleaciones de hierro (Fe) y carbono (C) junto con varios
elementos ms, algunos de los cuales son impurezas inevitables mientras que otros se
aaden deliberadamente.
El carbono es el que ejerce una mayor influencia sobre la microestructura y las propiedades
del material. Los aceros suelen tener un contenido en carbono inferior al 1% en peso. Los
aceros para estructuras contienen menos de un 0,25% de carbono. El otro elemento
principal de la aleacin es el manganeso, que se aade en cantidades de hasta alrededor
del 1,5%. Otros elementos de la aleacin son cromo (Cr), nquel (Ni), molibdeno (Mo) etc.
Elementos tales como el azufre (S), fsforo (P), nitrgeno (N) e hidrgeno (H) suelen
tener un efecto perjudicial sobre las propiedades fsicas, por lo que durante la fabricacin del
acero se toman medidas para reducir su contenido. Las fundiciones contienen, por lo
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
5
general, alrededor de un 4% de carbono. Este alto contenido en carbono hace que su
microestructura y propiedades mecnicas sean muy diferentes de las de los aceros.
Par a saber ms
Si quieres saber ms acerca de las propiedades a las que afecta cada uno de los
componentes del acero. Descrgate el archivo Influencia de los elementos de aleacin
en los aceros.pdf de la zona de Recursos.
Figura 1.1.2 Microestructuras atacadas qumicamente
Acero de 0,2% C: Fundamentalmente es un compuesto de granos pequeos, polidricos, en
este caso con un tamao < 20 m. Un anlisis ms profundo de uno de estos granos lo
muestra como un cristal individual. Sin embargo, a diferencia de los cristales de cuarzo,
silicona o sulfato de cobre, los cristales de hierro (Fe) son blandos y dctiles.
MICROESTRUCTURAS ATACADAS QUIMICAMENTE
GRANOS
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
6
Este acero es un ejemplo de sustancia policristalina que se ha hecho visible mediante el
pulido y el ataque.
Acero 0,1% C: En este acero, la mayor parte del carbono residual ha formado un compuesto
qumico con el hierro, Fe
3
C, cementita. La cementita es tambin cristalina, pero dura y frgil.
Con 0,1% C, solo hay una pequea cantidad de Fe
3
C en el acero. Las propiedades de este
acero son similares a las del hierro puro (
y
=40-200 MPa,
u
=180-285 MPa, A=30-60%). Es
dctil, pero no especialmente resistente; se utiliza en muchas aplicaciones en las que la
capacidad de conformado por flexin o plegado es la exigencia principal.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
7
Acero 0,4%: En el caso de un acero de mayor contenido en carbono puede observarse con
pocos aumentos que est compuesto por regiones claras y oscuras, aproximadamente al
50:50. Las regiones claras son cristales de hierro con un contenido muy pequeo de
carbono disuelto, como en el acero de bajo contenido en carbono. Las regiones oscuras
requieren un examen ms profundo.
Aqu se muestra una de los regiones oscuras del acero con un 0,4% C con un aumento
mayor. Se aprecia su composicin de capas alternas de dos sustancias, hierro y Fe
3
C. La
separacin de las lminas a menudo se aproxima a la longitud de onda de la luz y, como
consecuencia de ello, la estructura atacada puede actuar como un enrejado de difraccin,
ofreciendo unos efectos pticos semejantes a una irisacin nacarada. Es por esta razn que
sta mezcla de hierro y cementita ha recibido el nombre de perlita.
El ajuste del historial de laminacin y tratamiento trmico sufrido por el acero durante su
fabricacin permite modificar el tamao del grano. Es una tcnica til, pues el tamao del
grano influye sobre las propiedades. En particular, el lmite elstico viene determinado por el
tamao del grano, de acuerdo con la llamada ecuacin de Petch:
y
=
o
+ kd
-1/2
(1.1.1)
Donde:
y
es el lmite elstico
o
es en efecto el lmite elstico de un cristal aislado muy grande: para el acero dulce es
50 N/mm
2
d es el tamao del grano en mm
k es una constante del material, que para el acero dulce es de alrededor de 20 N/mm
-
3/2
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
8
Ej empl o
Si el tamao del grano es 0.01 mm,
y
250 N/mm
2
.
La estructura cristalina
La estructura interna de los granos cristalinos est
compuesta de tomos de hierro dispuestos conforme a
un patrn regular tridimensional. Este patrn se
representa en la Figura 1.1.3. Se trata de la estructura
cristalina cbica de mallas centradas; los tomos se
encuentran en las esquinas y en el centro del cubo. La
malla es de solo 0,28 m en sus aristas. Un grano tpico
se compone de alrededor de 1.000 repeticiones de esta
malla.
Figura 1.1.3 Estructura interna de un grano
cristalino de Fe (cmc) sin inclusiones de carbono.
Cortesa de ITEA.
Esta estructura cristalina del acero a temperatura ambiente es uno de los factores
principales que determinan la metalurgia y las propiedades de los aceros.
Los aceros contienen carbono, parte del cual, en cantidad muy pequea, est contenido
dentro de los cristales de hierro. Los tomos de carbono son muy pequeos y pueden
adaptarse, con cierta distorsin, entre los espacios mayores existentes entre los tomos de
hierro. Esta disposicin conforma lo que se conoce como una solucin slida intersticial: el
carbono se sita en los intersticios del cristal de hierro.
8
Fases de hierro y carbono
Influencia de la temperatura sobre la estructura cristalina
La estructura cristalina cambia con el aumento de temperatura. Con el hierro puro este
cambio se produce a los 910 C. Los cristales cbicos de mallas centradas (cmc) de la
Figura 1.1.3 se convierten en cristales cbicos de caras centradas (ccc), segn se ilustran
en la Figura 1.1.4. En los cristales ccc, los tomos de hierro estn en las esquinas del cubo
y en el centro de cada cara del cubo. La posicin de mallas centradas est vaca.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
9
Figura 1.1.4 Estructura interna de un grano cristalino de acero (ccc) con inclusiones de
carbono. Cortesa de ITEA.
Un cierto nmero de tomos ocupan un volumen ligeramente menor cuando se disponen
como cristales ccc que cuando lo hacen como cristales cmc. As pues, el cambio de
estructura cristalina va acompaado de un cambio de volumen, cambio que se ilustra en la
Figura 1.1.5. Cuando se calienta una
pieza de hierro puro tiene lugar una
dilatacin hasta que se alcanza una
temperatura de 910C. A esta temperatura
se produce una contraccin gradual de
cerca de un 1-2% del volumen, asociada a
la transformacin de la estructura
cristalina cmc a la ccc. La dilatacin
trmica contina al proseguir el
calentamiento hasta que, a 1400C, la
estructura ccc retorna a la forma cmc y se
produce una dilatacin gradual que
recupera el volumen perdido a 910C. El
calentamiento ms all de 1400C
produce una dilatacin trmica hasta que
tiene lugar la fusin a 1540C. La curva es reversible enfriando lentamente.
Figura 1.1.5 Cambios de volumen al
calentar el hierro puro. Cortesa de ITEA.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
10
La propiedad por la cual los metales pueden tener diferentes estructuras metlicas, en
funcin de la temperatura, se denomina alotropa.
Solucin de carbono en cristales cmc y ccc
Cuando los tomos de dos materiales A y B tienen ms o menos el mismo tamao pueden
formarse estructuras cristalinas all donde cierto nmero de tomos A son sustituidos por
tomos B. Esta solucin se denomina de sustitucin, ya que un tomo sustituye al otro. Un
ejemplo es el nquel en acero.
Cuando los tomos de dos materiales tienen distinto tamao, el menor de ellos quiz pueda
colocarse entre los tomos mayores. Esta es la solucin intersticial. El ejemplo ms familiar
es el de la solucin de carbono en hierro. De esta manera, los cristales ccc de temperatura
elevada pueden contener hasta un 2% de solucin slida de carbono a 1130C, mientras
que en los cristales cmc de baja temperatura, la mxima cantidad de carbono que puede
mantenerse en solucin es de 0,02% a 723C, y de alrededor de un 0,002% a temperatura
ambiente.
Ej empl o
Un acero que contenga un 0,5% de carbono puede disolverlo todo en los cristales ccc de
elevada temperatura, pero al enfriarse no puede mantener todo el carbono en solucin en
los cristales cmc. El excedente de carbono reacciona con el hierro dando lugar a
cementita (Fe
3
C), que es dura y frgil en comparacin al hierro puro.
La cantidad de cementita y la distribucin de sus partculas en la microestructura son
importantes para las propiedades fsicas del acero.
La distribucin de la cementita depende en gran medida de la velocidad de enfriamiento. La
distribucin puede explicarse haciendo referencia al diagrama hierro y carbono.
Fases del acero
En el acero aparecen diferentes fases en funcin del contenido en carbono y la temperatura:
Ferrita o -Fe
La forma cmc del hierro en la que puede disolverse hasta 0,02%C en peso.
Cementita
Fe
3
C (que contiene cerca de 6,67%C).
Perlita
La mezcla laminar de ferrita y cementita descrita anteriormente. El contenido global en carbono de la
mezcla es de 0,8% en peso.
Austenita o -Fe
La forma ccc del hierro que existe a elevadas temperaturas y que puede contener hasta
aproximadamente 2%C en peso.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
11
Acero
Aleaciones con un contenido en carbono inferior al 2% en peso.
Fundicin
Aleaciones con un contenido en carbono superior al 2% en peso.
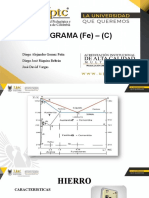
Las diferentes fases que pueden aparecer en el carbono se representan en un diagrama de
fase. El diagrama de fase hierro-carbono es bsicamente un mapa. La parte ms importante
se muestra en la Figura 1.1.6.
Cualquier punto del campo del grfico
representa un acero con un contenido
concreto en carbono a una temperatura
concreta.
El grfico est dividido en zonas que
muestran las estructuras que son
estables con composiciones y a
temperaturas concretas.
Figura 1.1.6 Parte del diagrama de fase hierro-carbono.
Cortesa de ITEA.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
12
Figura 1.1.7 Evolucin del acero a lo largo del diagrama de fase
Ej empl o
El grfico anterior puede utilizarse para observar qu ocurre cuando un acero de 0,5%C
se enfra a partir de 1000C.
A 1000C la estructura es austenita, es decir, cristales ccc policristalinos con la totalidad
del carbono disuelto en ellos. Durante el enfriamiento no se produce ningn cambio hasta
que no se alcanza una temperatura cercana a 800C. A esta temperatura se cruza el
lmite desde el campo etiquetado Austenita () al etiquetado Ferrita + Austenita (+ ), es
decir, que a partir del hierro ccc comienzan a formarse algunos cristales de hierro cmc,
con un contenido muy pequeo en carbono. Puesto que la ferrita contiene tan poco
carbono, el carbono restante debe concentrarse en la austenita residual. El contenido en
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
13
carbono de la austenita y las proporciones relativas de ferrita y austenita en la
microestructura se ajustan por s mismas para mantener el contenido de carbono global
original.
Las proporciones relativas de cada fase en un momento dado se pueden calcular por medio
de la regla de la palanca.
Ej empl o
Observando la parte ampliada del diagrama hierro-carbono que muestra la Figura 1.1.8.
imaginemos que el acero se ha enfriado a 750C. La combinacin de contenido global de
carbono y temperatura est representada por el punto X.
Todos los componentes de la estructura estn a la misma temperatura. A travs de X se
puede trazar una lnea de temperatura constante que corta los lmites del campo de
austenita y ferrita en F y A. Estas intersecciones dan los contenidos en carbono de la
ferrita y la austenita respectivamente, a una temperatura concreta.
Si imaginamos ahora la lnea FA como una viga rgida giratoria en torno a un punto de
apoyo en X, el peso de la austenita que cuelga en A debe compensar el peso de ferrita
que cuelga en F:
Peso de ferrita FX = Peso de austenita AX
La proporcin de ferrita respecto de la austenita en la microestructura viene dada por:
Pctu %
Austcntu %
=
AX
PX
(1.1.2)
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
14
Figura 1.1.8 Parte del diagrama de fase hierro-carbono. Cortesa de ITEA.
As, conforme el acero se va enfriando aumenta la proporcin de ferrita y el contenido en
carbono de la austenita residual, hasta que el enfriamiento alcanza los 723C. A esta
temperatura el contenido en carbono de la austenita es de 0,8%, y ya no admite ms. El
enfriamiento justo por debajo de esta temperatura hace que la austenita se descomponga
en la mezcla laminar de ferrita y Fe
3
C anteriormente identificada como perlita.
Las proporciones de ferrita y perlita en la microestructura, digamos a 722C, son
virtualmente las mismas que las de ferrita y austenita inmediatamente antes de la
descomposicin a 723C. As, haciendo referencia a la Figura 1.1.9 y empleando la regla
de la palanca:
Peso de ferrita FX = Peso de perlita FP (1.1.3)
En este caso, tendra que haber aproximadamente el doble de perlita que de ferrita.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
15
Figura 1.1.9 Parte del diagrama de fase hierro-carbono. Cortesa de ITEA.
Opi ni n del Ex per t o
Los aceros destinados a estructuras contienen generalmente hasta cerca de un 0,25%C,
hasta un 1,5%Mn y tienen equivalentes de carbono de hasta el 0,4%. Se utilizan
mayoritariamente en estado laminado en caliente, normalizado o laminado controlado,
aunque los aceros de bajo contenido en carbono pueden emplearse en estado laminado
en fro y recocidos. La meta de los procesos de fabricacin es conseguir contenidos
reducidos de inclusiones y un tamao pequeo del grano para mejorar la resistencia,
ductilidad y tenacidad y reducir la transicin de dctil a frgil.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
16
Ritmo de enfriamiento
ndice de enfriamiento durante la transformacin de austenita en ferrita y tamao de
grano
Durante el enfriamiento de la austenita comienzan a crecer desde muchos puntos los
nuevos cristales cmc de ferrita. El nmero de puntos de arranque determina el nmero de
granos de ferrita, y por tanto el tamao de grano. El tamao de grano es importante, pues de
l dependen las propiedades fsicas. Los granos pequeos resultan favorables. El nmero
de puntos de arranque puede aumentarse aadiendo elementos como aluminio y niobio.
Otro factor importante es el ritmo de enfriamiento. Si es lento, los nuevos granos de ferrita
se desarrollan nicamente a partir de unos pocos puntos muy favorables. Con ritmos de
enfriamiento elevados el nmero de puntos de arranque ser mucho mayor y el tamao de
los granos menor. En la figura 1.1.10 se muestran tres fotografas de aceros con diversos
tamaos del grano, producidos a diferentes temperaturas de laminacin de acabado.
Figura 1.1.10 Fotografas de aceros con diversos tamaos de grano. Cortesa de ITEA.
Otro factor importante lo constituye el hecho de que cuando un acero de grano fino se
calienta a una temperatura superior a unos 1000C, algunos de los granos de austenita
crecen mientras los granos contiguos desaparecen. Este crecimiento del grano tiene lugar
durante la soldadura en la llamada zona afectada por el calor (HAZ, heat affected zone).
Se trata de una zona de 3-5 mm de anchura situada en la chapa adyacente al metal fundido.
Los cambios microestructurales acaecidos en la zona afectada por el calor suelen dar lugar
a un deterioro de las propiedades fsicas del acero.
Aceros de enfriamiento lento
Influencia del carbono sobre la microestructura
El diagrama de constitucin hierro y carbono de la Figura 1.1.5 muestra que, en los aceros
para estructuras (entre 0,1% y 0,25% de carbono), la formacin de ferrita comienza a unos
850C y finaliza a 723C. Se recordar que la ferrita apenas puede contener carbono. Por
consiguiente, la fase austentica se transforma en ferrita y cementita (Fe
3
C).
Cuando el ritmo de enfriamiento es lento, los tomos de carbono tienen tiempo de migrar
separando capas en la microestructura y formando la estructura denominada perlita, segn
se mostr anteriormente. La ferrita de esta mezcla es blanda y dctil. El componente
cementita es duro y frgil. La mezcla (perlita) posee propiedades entre estos dos extremos.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
17
Las propiedades de resistencia a la traccin de un acero que contiene ferrita y perlita tienen
un valor ms o menos conforme a las proporciones de estos componentes en la
microestructura, como se ve en la Figura 1.1.11.
Figura 1.1.11 Efectos del contenido de carbono en el contenido de perlita y propiedades del
ensayo de traccin de aceros normalizados. Cortesa de ITEA.
La Figura 1.1.12 muestra el efecto sorprendente que el contenido en carbono tiene sobre la
tenacidad. El aumento del contenido en perlita disminuye la tenacidad de la capa superior e
incrementa la temperatura de transicin de dctil a frgil.
Figura 1.1.12 Efecto del contenido de carbono en la transicin de dctil a frgil en los aceros
normalizados (Rinebolt & Harris, 1951). Cortesa de ITEA.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
18
Las Figuras 1.1.11 y 1.1.12 muestran una de las dificultades a la hora de elegir el contenido
en carbono. El aumento de ste es beneficioso porque mejora el lmite elstico y la
resistencia a la rotura por traccin, pero es perjudicial en la medida que reduce la ductilidad
y tenacidad. Asimismo, un contenido elevado en carbono puede causar problemas en la
soldadura.
En la EN 10025-1:2003 [MEMMPBAS_t01p01u01_19] se da la composicin qumica de
productos planos y largos. Por ejemplo, la designacin S235 JR indica que el lmite elstico
es 235 N/mm2 como mnimo. Se ha de hacer hincapi en que los valores relativos a la
composicin reflejados en la tabla son mximos. Muchos fabricantes de aceros consiguen
niveles mucho menores, obteniendo una mejor ductilidad, resistencia a la fractura frgil y
soldabilidad.
El menor contenido en carbono que puede conseguirse fcilmente a gran escala es de
alrededor de 0,04%. Este contenido es el caracterstico de las chapas finas o aceros en
banda, destinados a una conformacin por deformacin extensiva en fro, como en la
embuticin. Los contenidos en carbono superiores al 0,25% se emplean en el campo ms
amplio de los aceros industriales generales. Se trata de aceros utilizados en estado
bonificado para una multiplicidad de aplicaciones de ingeniera mecnica. Los pernos de
gran resistencia destinados a algunas aplicaciones estructurales seran tambin de este tipo.
Cambios estructurales unidos a la laminacin en caliente de aceros
Los perfiles de aceros para estructuras se producen mediante lingotes de laminacin en
caliente o hilera de material colada de forma continua, dndoseles la forma requerida. Los
procesos de laminacin tienen un efecto importante sobre el desarrollo de la microestructura
de los materiales.
Las etapas tempranas de la laminacin se llevan a cabo a temperaturas enteramente dentro
de la fase austentica, en la que el acero est blando y se deforma con facilidad. La
deformacin sufrida por el material rompe la estructura de grano grueso recin fundida, pero
a estas temperaturas elevadas los tomos del material se pueden difundir rpidamente, lo
que permite a los granos deformados recristalizarse y reformar la estructura policristalina
equiaxial de la austenita.
Una deformacin intensa a bajas temperaturas en la fase austentica da lugar a granos
recristalizados ms finos. Si la laminacin se concluye a una temperatura justo por encima
de la regin ferrita + austenita del diagrama de equilibrio, y se deja enfriar el perfil al aire, se
obtiene una microestructura normalizada corriente con una ferrita de grano moderadamente
fino. Las modernas tcnicas de control de la laminacin buscan este resultado, o incluso una
laminacin a temperaturas todava ms bajas para dar lugar a granos aun ms finos.
Cuando la temperatura cae de manera que la laminacin se concluye en la fase ferrita +
austenita, la mezcla de ferrita y austenita se alarga en el sentido de la laminacin y se
desarrolla una estructura a modo de capas. Si entonces se enfra al aire el perfil, la austenita
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
19
residual se descompone en ferrita y perlita de grano fino, presentndose esta ltima en el
material a modo de bandas con forma de cigarro alargado, como en la Figura 1.1.13. Los
aceros para estructuras no se ven perjudicados por microestructuras de este tipo.
Figura 1.1.13 Bandas en un corte de acero. Cortesa de ITEA.
Cuando la temperatura de laminacin de acabado sigue cayendo, hasta por debajo de
723C, el diagrama de equilibrio muestra que la estructura sera una mezcla de ferrita y
perlita. La laminacin en esta fase se suele restringir a los aceros de bajo contenido en
carbono, menos de 0,15%C, ya que la presencia de perlita dificulta la laminacin.
Cuando la temperatura es superior a unos 650C, los granos de ferrita vuelven a
cristalizarse al deformarse, como ocurra con la austenita. Las varillas de carburo (Fe
3
C) de
la perlita se rompen y dan origen a cintas de pequeas partculas de carburo que se
extienden en el sentido de la laminacin tal y como se muestra en la figura 1.1.14. La ferrita
procedente de la perlita se hace indistinguible del resto.
Figura 1.1.14. Seccin de una probeta. Cortesa de ITEA.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
20
Cuando la laminacin se lleva a cabo a temperatura ambiente la perlita se descompone de
igual manera, pero la ferrita no puede volver a cristalizarse. Endurece por acritud, es decir,
que aumentan el lmite elstico y la resistencia a la rotura por traccin del acero, mientras
que la ductilidad disminuye. Conforme contina la laminacin en fro aumenta la fuerza
necesaria para proseguir la deformacin, debido al lmite elstico en aumento. Adems, el
acero se hace menos dctil y puede empezar a resquebrajarse. La cantidad de laminacin
en fro que puede realizarse es por tanto mucho menor que la que se puede conseguir
cuando el acero est caliente.
Figura 1.1.15 Efectos del trabajo en fro en las propiedades de traccin del acero (0,13-0,18% C,
0,6-0,9% Mn) y en la curva deformacin/tensin. Cortesa de ITEA.
Por supuesto, no es necesario aplicar un trabajo en fro durante la laminacin. Cualquier
modo de deformacin del material opera un endurecimiento por acritud.
Ej empl o
Un cable de acero de alta resistencia se hace mediante estirado en fro, dando lugar a
grandes deformaciones.
Ej empl o
Algunos tipos de barra de refuerzo se hacen torciendo la seccin cuadrada para producir
una seccin helicoidal. La deformacin en fro que de esta forma se produce no es
grande, pero causa un notable endurecimiento por acritud.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
21
Para recuperar la ductilidad y al mismo tiempo reducir el estado de endurecimiento por
acritud del material es necesario reformar la estructura policristalina isotrpica de la ferrita.
El recalentamiento a temperaturas de entre unos 650C y 723C permite la recristalizacin
de la ferrita. Este tratamiento no afecta a las partculas de carburo.
As pues, cuanto mayor es el grado de deformacin antes del tratamiento de recristalizacin
y menor la temperatura del mismo, ms fino es el tamao final de grano. Dado que este tipo
de tratamiento no conlleva la formacin y descomposicin de austenita, se conoce como
recocido por debajo del punto crtico. La microestructura resultante posee una ductilidad y
caractersticas de embuticin buenas. Las chapas finas de bajo contenido en carbono
(<0,1%C) suelen suministrarse en este estado. Algunos productos, como los paneles de la
carrocera de vehculos a motor, se forman a partir de este tipo de aceros por prensado en
fro.
Si el material se calienta a la fase austentica, el enfriamiento subsiguiente reforma la
microestructura normalizada.
Aceros de enfriamiento rpido
Formacin de martensita y vainita
La normalizacin hace que los aceros se subenfren por debajo de las exigencias del
diagrama de constitucin antes de que la austenita se transforme en ferrita y perlita finas.
Los incrementos ulteriores del ritmo de enfriamiento dan lugar a un mayor subenfriamiento y
a microestructuras aun ms finas.
El enfriamiento muy rpido mediante temple en agua fra hace que la formacin de ferrita y
perlita quede en suspenso. La redisposicin interna de tomos de difusin controlada,
necesaria para formar esos productos, no puede tener lugar con la suficiente rapidez. En su
lugar se forman nuevos productos por las transformaciones microestructurales de
cizallamiento a temperaturas ms bajas. Un enfriamiento muy rpido da lugar a martensita:
su microestructura se muestra en la Figura 1.1.16. Cuando se forma martensita no hay
tiempo para la formacin de cementita, y la austenita se transforma en una forma muy
distorsionada de ferrita sobresaturada de carbono disuelto. La combinacin de la distorsin
reticular y el intenso endurecimiento por acritud resultante de los procesos de deformacin
de cizallamiento, necesarios para conseguir la transformacin, hacen que la martensita sea
extremadamente dura pero muy frgil.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
22
Figura 1.1.16 Martensita. Cortesa de ITEA.
Un enfriamiento menos rpido puede dar lugar a un producto denominado bainita. Es similar
a una martensita revenida en la que la mayora del carbono ha dejado de estar disuelto y ha
formado finas agujas de cementita que refuerzan la ferrita.
Martensita en estructuras soldadas
Las estructuras no reciben un tratamiento trmico calentndolas a, digamos, 900C, y
templndolas en agua. Sin embargo, existe una determinada circunstancia en la que puede
producirse martensita en partes localizadas de la estructura: la soldadura. La zona soldada
se lleva a la temperatura de fusin del acero y el metal slido inmediatamente contiguo se
calienta a temperaturas enteramente dentro de la fase austentica. Al retirarse la fuente de
calor, toda la zona se enfra a un ritmo determinado principalmente por la conduccin
trmica a la masa circundante de metal fro. Estos ritmos de enfriamiento pueden ser muy
elevados, sobrepasando en algunos casos los 1000C por segundo, y pueden producir
estructuras de transformacin tales como martensita y bainita.
El recalentamiento de la martensita a temperaturas superiores a unos 600C produce la
precipitacin de cementita, lo que hace que el acero se ablande y se haga ms tenaz. Este
recalentamiento se conoce como revenido. El alcance de estos cambios aumenta conforme
aumenta la temperatura de recalentamiento, como se muestra en la Figura 1.1.17. El
revenido a 600C produce un material extremadamente tenaz. Aun ms, su temperatura de
transicin de dctil a frgil es ms baja que la del mismo acero en estado normalizado. La
bainita tiene propiedades similares a las de la martensita revenida.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
23
Figura 1.1.17 Efectos del revenido en la dureza y tenacidad de la martensita
(0,4% C). Cortesa de ITEA.
Bonificacin
Cuando los procesos de temple y revenido se alan para cambiar la composicin del acero
se puede obtener una gama sorprendentemente amplia de propiedades. Los aceros con
tratamiento trmico de este tipo se utilizan para mltiples aplicaciones de ingeniera general
que requieren dureza, resistencia al desgaste, resistencia y tenacidad. Una vez ms deben
establecerse compromisos entre estas propiedades todas ellas deseables, pero, en general,
los aceros bonificados presentan unas combinaciones ptimas de resistencia y tenacidad.
Para aplicaciones de estructuras, se utilizan chapas bonificadas en grandes depsitos de
almacenamiento, tolvas, equipos de movimiento de tierras, etc.
La martensita producida en una zona afectada por el calor de la soldadura, como resultado
de una soldadura de una sola pasada, estara en su estado no revenido, duro y frgil.
Adems, la formacin de martensita a partir de austenita est acompaada de una dilatacin
volumtrica de aproximadamente el 0,4%. Esta dilatacin, junto con las contracciones
trmicas irregulares que tienen lugar como resultado de un enfriamiento asimismo irregular,
puede producir tensiones locales de una magnitud suficiente para fisurar la martensita.
Puesto que este tipo de fisuracin sucede despus de haberse enfriado en la HAZ (zona
afectada por el calor), se la denomina fisuracin en fro. El problema de la fisuracin puede
verse agravado si la soldadura ha absorbido hidrgeno. Entre las fuentes de hidrgeno
durante la soldadura se pueden encontrar la humedad atmosfrica o unos electrodos de
soldadura hmedos. El hidrgeno disuelto en el metal soldado se difunde a la HAZ dura,
donde da inicio a fisuras en los puntos donde se concentra la tensin. Esta difusin puede
dar lugar a la fisuracin algn tiempo, incluso das, despus de haberse completado la
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
24
soldadura. Las HAZs duras de ductilidad reducida afrontan peor este problema que los
materiales ms blandos y dctiles. Este tipo de fisuracin se llama fisuracin retardada o
por absorcin de hidrgeno.
Para evitar la fisuracin en fro y la fisuracin por absorcin de hidrgeno es necesario no
sobreendurecer el material. Como regla de tres se consideran aceptables durezas en estado
bruto de soldadura inferiores a aproximadamente HV = 350. En los modernos aceros de bajo
contenido en carbono de grano fino, la dureza admisible puede elevarse a HV = 400 o
incluso HV = 450.
Opi ni n del Ex per t o
El riesgo de fisuracin por absorcin de hidrgeno puede estar tambin presente en
aceros bonificados altamente resistentes, por ejemplo tornillos de alta resistencia 10.9 (R
e
900 N/mm
2
y R
m
1000 N/mm
2
). Cuando estos tornillos estn electrorrecubiertos con
cinc o cadmio, puede absorberse hidrgeno del bao de recubrimiento. Por lo general, la
fisuracin no se produce hasta algn tiempo despus de haberse apretado los tornillos,
cuando el hidrgeno se ha difundido a los lugares donde se concentra la tensin,
generalmente en el fondo de la rosca.
Control de la formacin de martensita
I mpor t ant e
La martensita se forma al no hacerlo la ferrita y la perlita.
De ello se deduce que los factores metalrgicos que promueven la formacin de ferrita y
perlita inhiben la produccin de martensita. La capacidad de un acero para formar
martensita antes que ferrita y cementita se denomina templabilidad. Ntese que este trmino
no se refiere al valor de dureza absoluto obtenido, sino a la facilidad de formacin de
martensita.
El mtodo ms apropiado para evaluar la templabilidad es el llamado ensayo de Jominy de
enfriamiento. Se austenitiza en forma de barra cilndrica que luego se templa rociando agua
sobre un extremo, de modo que se producen velocidades de enfriamiento diferentes a lo
largo de la barra. A continuacin se mecanizan y pulen una o dos bandas opuestas en
direccin axial a la barra, midindose la dureza en funcin de la distancia al extremo
templado.
La Figura 1.1.18 muestra algunos resultados caractersticos correspondientes a tres aceros
distintos. Para un acero al carbono con 0,08%C y 0,3%Mn se necesitan ritmos de
enfriamiento a 700C superiores a unos 50Cs
-1
para formar martensita. Por el contrario, con
el acero de 0,29%C y 1,7%Mn la martensita se forma a ritmos de enfriamiento mucho ms
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
25
lentos. Es sobre todo el mayor contenido en carbono lo que origina esta diferencia. En el
caso del acero aleado que se representa, la martensita se forma uniformemente a ritmos de
enfriamiento muy lentos.
Figura 1.1.18 Tpicos resultados de la prueba Jominy. Cortesa de ITEA.
La soldadura plantea especiales problemas al metalrgico. La Figura 1.1.19 muestra una
microseccin de soldadura estructural tpica. Las microestructuras van desde la estructura
de fundicin de grano grueso del depsito de soldadura, a la zona afectada por el calor
(HAZ) y a la microestructura no afectada del metal que va soldarse. Tanto el metal de
soldadura depositado, como la HAZ deben presentar, tras la soldadura, la resistencia y
tenacidad adecuadas.
Figura 1.1.19 Microseccin de soldadura. Cortesa de ITEA.
Por lo tanto se requiere para la soldadura un acero de baja endurecibilidad. Sobre ella
influye la composicin del acero, incluyendo no solo el contenido en carbono sino tambin
otros elementos de la aleacin. Para tener en cuenta todos estos factores se utiliza el
concepto de valor equivalente de carbono. Existen diversas formas para calcular
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
26
equivalentes de carbono, de uso en diferentes circunstancias. En el contexto de la
soldadura:
CE = C +
Mn
6
+
C+Mo+v
5
+
N+Cu
15
(1.1.4)
Opi ni n del Ex per t o
Si CE es inferior a cerca del 0,4%, el acero puede soldarse con pocos o ningn problema
derivados de la fisuracin por absorcin de hidrgeno en la martensita o la HAZ. Como ya
se ha dicho previamente, la velocidad de enfriamiento es tambin un factor importante, lo
que significa que, durante la soldadura, las chapas gruesas son ms susceptibles a la
fisuracin por absorcin de carbono que las delgadas. Para reducir la susceptibilidad a la
formacin de martensita se puede disminuir la velocidad de enfriamiento (entre 800C y
500C) precalentando las chapas antes de la soldadura.
Opi ni n del Ex per t o
Los lmites mximos de las proporciones de carbono y otros elementos de aleacin estn
determinados por el efecto del equivalente de carbono sobre la soldabilidad y por el efecto
del carbono sobre la temperatura de transicin de dctil a frgil. Todos los aceros
contienen manganeso, en parte para hacer frente a las impurezas como el azufre, y en
parte debido a que su presencia posee un efecto beneficioso sobre la transicin de dctil
a frgil y sobre la resistencia.
Inclusiones
Azufre, fsforo y otras impurezas
Una tonelada de acero, un cubo de lados de 0,5 m aproximadamente, contiene entre 1012 y
1015 inclusiones que pueden ocupar hasta cerca de un 1% del volumen. El contenido total
est determinado principalmente en primer lugar por los orgenes de los minerales, el coque
y otros materiales empleados en la extraccin del metal y por los detalles de las tcnicas de
fabricacin del acero.
Las impurezas que ms preocupan a los fabricantes de acero son el fsforo y el azufre. Si
no es en concentraciones muy bajas, estas impurezas forman partculas de fosfuros y
sulfuros que perjudican la tenacidad del acero. De manera caracterstica se exige menos del
0,05% de cada uno de estos elementos. Es relativamente fcil conseguir contenidos bajos
de fsforo durante el afino de la fundicin bruta en acero, pero el azufre es ms difcil de
eliminar. Se controla mediante la cuidadosa seleccin de las materias primas y, en la
moderna fabricacin del acero, por medio de fases adicionales de procesamiento destinadas
a eliminarlo.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
27
A los aceros se aade siempre manganeso. Tiene diversas funciones, pero la principal es
combinarse con el azufre para formar sulfuro de manganeso (MnS). Si no estuviera presente
el manganeso se formara sulfuro de hierro, mucho ms perjudicial que el MnS.
Algunas inclusiones son demasiado pequeas para verse con microscopios pticos, por lo
que deben detectarse con mtodos ms elaborados. Entre ellas, generalmente de forma
equiaxial, estn los nitruros de aluminio y de titanio, introducidos deliberadamente para
inhibir los procesos que conducen al engrosamiento del tamao de grano.
Otras inclusiones lo suficientemente grandes para verse sin dificultad con el microscopio
ptico son partculas arrastradas de escoria, productos de la desoxidacin y sulfuro de
manganeso. A temperaturas de laminacin elevadas estas inclusiones son plsticas y se
alargan en el sentido de la laminacin. El resultado se muestra en la Figura 1.1.1. En las
propiedades de los aceros que contienen estas inclusiones se reflejan tanto el volumen de
las mismas como la anisotropa de sus formas (ver Figuras 1.1.20 y 1.1.21).
Figura 1.1.20 Efecto del contenido de sulfuro en la tenacidad del acero de alta resistencia y
baja aleacin (HSLA) (min Re = 450 Nmm-2). Cortesa de ITEA.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
28
Figura 1.1.21 Efecto de la orientacin de la entalla en la resiliencia de una chapa laminada baja
en carbono. Cortesa de ITEA.
En los ltimos aos se han introducido una serie de tcnicas destinadas a reducir el
contenido de inclusiones del acero lquido antes de moldearlo en lingotes. Actualmente se
producen regularmente contenidos en azufre de 0,01% o inferiores. Son procesos en los que
se produce lo que ha venido en llamarse aceros limpios (clean steels), aunque es esta
una expresin relativa. Los aceros limpios siguen conteniendo muchas inclusiones, si bien
son notablemente ms tenaces que los aceros ordinarios. En los aceros de mejor calidad se
controla tambin la forma de las inclusiones. Al acero lquido afinado se le aaden calcio,
cerio u otro elemento de tierras raras, cuya combinacin con el azufre es preferible a la del
manganeso. Los sulfuros de estos elementos aparecen en la microestructura final como
partculas equiaxiales, y no son tan dainos para la ductilidad en profundidad del material
como las inclusiones alargadas de MnS. Los aceros tratados de esta forma se utilizan en
aplicaciones en las que lo ms importante es la tenacidad y en las que el gasto adicional es
justificable. Cabe citar como ejemplos los recipientes a presin de gran integridad, los
oleoductos y gaseoductos y las alas principales de plataformas petrolferas. La introduccin
de la colada continua ha mejorado tambin la calidad de los aceros para estructuras
convencionales.
Manganeso en aceros para estructuras
Ya se ha indicado antes que la impureza de azufre residual en el acero es menos perjudicial
cuando se forma en partculas de MnS que en sulfuro de hierro. La presencia de pequeas
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
29
cantidades de manganeso en el acero confiere algunas otras ventajas. En aceros
normalizados tiende a incrementar la cantidad de producto subenfriado antes de comenzar
la formacin de ferrita y perlita, lo cual da lugar a una ferrita de grano ms fino y a una
perlita dividida ms finamente. Ambos cambios mejoran la resistencia y reducen la
temperatura de transicin de dctil a frgil. Tambin la disolucin de los tomos de
manganeso en los cristales de ferrita mejora la resistencia de sta.
Si se aumenta demasiado el contenido de manganeso su efecto deja de ser beneficioso y
puede convertirse en perjudicial, pues incrementa la templabilidad, es decir, favorece la
formacin de martensita. Por eso se especifica un contenido mximo en manganeso: en el
caso de S355, Tabla 3 del EN 10025, este mximo es 1,7% en peso. Tambin se ha
impuesto el principio por el que se distingue entre aceros al carbono ordinarios, o sea con
contenido en manganeso < 1%Mn, y aceros de carbono y manganeso, es decir, > 1%Mn.
Opi ni n del Ex per t o
En los ltimos aos se han desarrollado los llamados aceros microaleados o aceros HSLA
(high strength low alloy = aceros hipoaleados de gran resistencia). Se trata de aceros
normalizados o de carbono y manganeso de laminacin controlada que se han ajustado
mediante microaleacin para obtener una mayor resistencia y tenacidad en combinacin
con una facilidad de soldadura. Para ayudar a controlar el tamao del grano se aaden
pequeas cantidades de aluminio, vanadio, niobio u otros elementos. A veces se aade
alrededor de un 0,5% de molibdeno para afinar el espacio laminar de la perlita y
distribuirla ms uniformemente a modo de colonias ms pequeas. Estos aceros se
emplean all donde el coste adicional est justificado por las propiedades mejoradas.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
30
N PASO TTULO
2 Procesos de fabricacin y conformados
Tecnologa de fabricacin del acero
La tecnologa de fabricacin del acero ha cambiado mucho en las dos ltimas dcadas bajo
la presin de una mayor demanda, nuevas especificaciones y la necesidad de reducir el
consumo de energa y material. La eficacia de la produccin se ha mejorado aumentando
la capacidad de fusin de los hornos, instalando mdulos informatizados de control en lnea
e introduciendo nuevas tecnologas, tales como el proceso de soplado combinado para
convertidores LD (Linz Donawitz), el horno elctrico de potencia ultra elevada (Ultra High
Power (UHP)), los procesos de fabricacin de acero en cuchara y la colada continua.
Figura 1.2.1 Ciclo del acero. Cortesa de APTA
La fabricacin del acero se realiza a travs de dos mtodos:
1. El convertidor bsico de oxgeno de horno alto ("Basic Oxygen Converter"
(BOF)).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
31
Figura 1.2.2 Convertidor bsico de oxgeno. Cortesa de APTA
2. El horno de arco elctrico (Electrical Arc Furnace (EAF)).
Figura 1.2.3 Horno de arco elctrico. Cortesa de APTA
En ambos casos el proceso consiste en la produccin de hierro afinado al que se aaden los
elementos de aleacin exigidos para obtener el acero acabado especificado.
En la produccin de acero bruto su participacin es del 70% (BOF) y del 30% (EAF). El
primer mtodo adquiere un papel dominante cuando se trata de ndices elevados de
produccin y de la fabricacin de acero bajo en impurezas. Los bajos costes energticos y
un amplio suministro de chatarra reciclada aseguran al segundo mtodo una cuota de
mercado competitiva, sobre todo cuando se utiliza el horno UHP.
Antes de la colada se puede afinar el acero en la cuchara mediante varios procesos, en
funcin de la especificacin y en relacin a su estado de desoxidacin, contenido de
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
32
inclusiones y nivel de fsforo, azufre, nitrgeno e hidrgeno. Al mismo tiempo se puede
ajustar su contenido en carbono, manganeso y elementos de microaleacin tales como
niobio, vanadio y titanio. Esta fase del proceso suele conocerse como fabricacin de acero
secundaria o en cuchara.
Durante la ltima fase de fabricacin el acero se conforma en desbastes rectangulares,
cuadrados o palanquillas en una mquina de colada continua, o en lingotes, dependiendo
del producto acabado que se quiere fabricar. Los productos planos y formas ligeras se
obtienen normalmente a partir de pieza fundida alimentada de forma continua; en cambio las
vigas y chapas pesadas es ms probable que se obtengan en tochos.
Fabricacin del acero
El mtodo del convertidor bsico de oxgeno de horno alto
El mineral de hierro sinterizado se reduce a hierro bruto en el horno alto. El hierro bruto se
transforma entonces en el convertidor de oxgeno en acero bruto. Como esta operacin
libera energa, se realiza una introduccin adicional de chatarra para controlar la
temperatura.
Planta de sinterizacin
El hierro del que se alimenta el horno alto es el sinterizado, producido en la planta de
sinterizacin. En el proceso de sinterizacin se carga una mezcla de finos de mineral
de hierro, cal y coque (carbono casi puro), formando una capa de 45 cm de espesor,
en un transportador mvil (proceso Dwight Lloyd) y se funde parcialmente para
formar una mezcla porosa de xidos de hierro y ganga. El consumo de coque es de
aproximadamente 50 kg/t de producto sinterizado.
Proceso de horno alto (vase Figura 1.2.4)
El horno alto es un horno de tipo cuba que funciona mediante la tcnica de
contracorriente: la carga descendente de sinterizado y coque, cargada por la parte
superior del horno, es calentada y reducida por los gases de la combustin que
ascienden de la zona de tobera, donde se inyecta un chorro de aire caliente para
quemar el C y convertirlo en CO. El chorro de aire se comprime por medio de un
soplante y se calienta en estufas especiales a 1100C, por medio de la combustin
de los gases de escape depurados del horno.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
33
Figura 1.2.4 Proceso de horno alto. Cortesa de ITEA
El CO reduce los xidos de hierro (FeO, Fe
2
O
3
) y algunos de los elementos
presentes en la ganga del sinterizado para producir metal lquido.
El polvo del tragante del horno alto, que contiene cerca de un 40% Fe, se recicla en
el proceso de sinterizado.
La elevada permeabilidad del sinterizado y la distribucin uniforme de la carga
producida por conductos en rotacin contribuyen a aumentar la productividad del
horno alto. El consumo de coque se puede reducir a 470 kg/t de metal lquido. El
empleo de inyectantes de tobera como combustible pulverizado (120 kg/t) o fueloil
(60 kg/t) reduce aun ms el consumo de coque del horno y por tanto el coste.
Por debajo de la zona de tobera, donde se da la mayor temperatura, el material
fundido se acumula en el crisol, donde el hierro lquido (fundicin bruta o arrabio) se
separa de la escoria por la diferencia de densidad. La escoria y el arrabio se sangran
desde diferentes piqueras. La escoria sangrada se granula mediante chorros de agua
y se retira para ser utilizada en otros productos, entre ellos materiales de
construccin de carreteras, fertilizantes, etc. El arrabio (metal lquido) se sangra a
cucharas o torpedos (capacidad: 300 - 400 t) y se transporta a la acera para su
afinado y conversin en acero.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
34
Figura 1.2.5 Sangrado de la escoria. Cortesa de APTA
Un anlisis tpico del metal lquido producido a una temperatura de 1400C es: 4,7%
carbono (C); 0,5% manganeso (Mn); 0,4% silicio (Si); 0,1% fsforo (P) y 0,04 %
azufre (S), siendo el resto hierro (Fe).
El mtodo del horno de arco elctrico (vase Figura 1.2.6)
Tecnologa
En el proceso de horno de arco elctrico, la carga metlica fra, principalmente
chatarra, se funde mediante la energa de arcos elctricos generados entre los
extremos de electrodos de grafito y la carga metlica conductora.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
35
Figura 1.2.6 Horno de arco elctrico. Cortesa de ITEA.
Los tres electrodos y la bveda del horno se levantan y retiran del blindaje del horno
girndolos para permitir la carga de la chatarra. Los electrodos mantienen el arco de
acuerdo con el voltaje y el nivel de corriente escogidos para producir la potencia
deseada a la deseada longitud de arco para la fusin y afino. Dado que durante el
perodo de fusin el ruido generado por los arcos es elevado, con niveles de hasta
120 dBA, la cabina de operarios est especialmente protegida y el horno posee un
cerramiento especial.
La corriente alterna trifsica la suministra el lado de alta tensin (300 - 700 V) de un
transformador de alta potencia. El rgimen nominal del transformador, expresado en
KVA/t, va de 300 a 500 KVA/t para los hornos de potencia elevada y de 500 KVA/t en
adelante para los hornos UHP. Estos hornos tienen un dimetro interno de 6 a 9
metros y una capacidad de 100 a 200 toneladas de acero. Su intervalo de colada a
colada es de 90 a 110 minutos.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
36
Figura 1.2.7. Carga de ferralla en el horno elctrico. Cortesa del Grupo Arcelor SCL, Polonia.
Foto: ArcelorMittal
El tradicional papel del proceso EAF es producir aceros aleados, para herramientas y
al carbono, y el horno UHP se ha encargado de extenderlo para una fabricacin en
masa del acero. Naci as el concepto del minilaminador (Mini-Mill). A medida que
el tamao y la productividad del horno aumentaba, se hizo posible el funcionamiento
de colada continua para la fabricacin de palanquillas y desbastes cuadrados. Sin
embargo, la especificacin de productos planos exige unos niveles bajos de
impurezas residuales y unos ndices de produccin aun mayores que el horno UHP
no puede satisfacer.
La proporcin que tiene el horno de arco elctrico en la fabricacin de acero es de
cerca del 30%, un nivel al que parece estar estabilizada al escasear la chatarra de
calidad aceptable. Con los tipos de acero de alto grado de calidad se han de utilizar
pelletes y esponja de hierro de precio elevado para controlar el nivel de elementos
dainos tales como cobre, nquel, estao, etc.
Metalurgia
El horno de elevada potencia tradicional produce aceros al carbono y aleados de
gran calidad mediante la tcnica de doble escoria. Despus de fundir la carga de
chatarra, una primera escoria oxidante elimina los elementos P y Si y reduce el
carbono al nivel requerido. Tras el desescoriado se forma una segunda escoria
reductora bsica para disminuir los contenidos de azufre y oxgeno y se ajusta la
composicin del acero mediante adiciones de ferroaleacin.
El horno UHP funciona nicamente con una escoria oxidante con base de cal. La
fundicin de la carga de escoria se acelera utilizando quemadores de combustible
con oxgeno, colocados para alcanzar los puntos fros del gran horno de forja. La
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
37
lanza de oxgeno y la adicin de carbono se emplean para hacer una escoria
espumosa que libera mejor la energa procedente de los arcos y mejora la
desfosforacin. Transcurrido este perodo se descarga la colada por una piquera. La
desoxidacin y afino bajo la escoria reductora tiene lugar en la cuchara de acero
(fabricacin de acero secundaria). La carga 100% de chatarra hace que el proceso
sea ms vulnerable a elementos trampa nocivos como el cobre, el nquel y el
estao, que no pueden ser eliminados en el proceso al ser su estabilidad mayor que
la del hierro. Para controlar estos elementos trampa es muy importante identificar la
procedencia de la chatarra y tomar las medidas oportunas para mantener separadas
las distintas calidades.
Colada y solidificacin
Aspectos generales
Para la solidificacin el acero se funde en lingoteras, en el caso de la colada de tochos, o en
moldes de cobre en el del proceso de colada continua.
La superficie fra del molde extrae el calor del acero lquido, de manera que se pueden
formar y crecer cristales. Se forma una lmina slida y la solidificacin contina
manteniendo el enfriamiento.
Durante la solidificacin aumenta la densidad de los metales, lo que causa contraccin. Esto
favorece el desmoldeado de la pieza fundida. Sin embargo, esta contraccin provoca
tambin una retraccin interna que tiende a dejar un ncleo hueco en el producto fundido.
En la colada continua esto se evita por medio del flujo continuo de metal fundido al molde.
En el caso de la colada de lingotes se ha de mantener un bao adecuado de metal lquido
en la parte superior del molde, disponiendo material exotrmico (mazarota caliente).
Un segundo problema durante el proceso de solidificacin es la segregacin debida al hecho
de que algunos elementos solubles lo son mucho ms en la fase slida que en la lquida. La
tendencia a la segregacin es mucho ms pronunciada en el azufre, el fsforo, el oxgeno y
el hidrgeno. Estos elementos se pueden controlar en los niveles lo suficientemente bajos
mediante las fases del proceso metalrgico. El contenido en manganeso del acero se
combina tambin con el azufre para formar inclusiones de sulfuro de manganeso, que sufren
un alargamiento durante la laminacin y que se hacen perjudiciales para las propiedades del
acero si se aplican tensiones significativas perpendicularmente al sentido de laminacin.
Para tales aplicaciones la forma y contenido de las inclusiones de sulfuro deben someterse
a un estrecho control durante la fase de afino.
Tecnologas de colada
Colada en lingotera (vase Figura 1.2.8)
La colada de lingotes es un proceso discontinuo en el que las lingoteras se llenan
individualmente mediante colada por arriba o en lotes por medio de un alimentador
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
38
central a travs de agujeros de colada en la placa de base. Esta tcnica de colada
por el fondo se caracteriza por una ascensin lenta del acero al molde que reduce las
fisuras y los defectos superficiales cuando se funden tipos de aceros de alto grado de
calidad.
Figura 1.2.8 Colada de lingotes. Cortesa de ITEA
La operacin de llenado de la lingotera se realiza directamente desde la cuchara de
acero a travs de una vlvula de compuerta corredera situada en el fondo que regula
el flujo de acero y de una boquilla que despide un chorro concntrico de acero.
Los pesos y secciones de los lingotes estn fijados por la capacidad del laminador
primario. El tamao del lingote puede variar de 4 a 30 t, o incluso ms para forja.
El tocho permanece en el molde hasta que se ha completado la solidificacin.
Despus se deslingota el molde mediante gra y se deja enfriar en la zona de
moldes. El tocho se carga en el horno de cuba de termodifusin con el fin de
homogeneizar y elevar la temperatura para el proceso de laminacin ( 1300C).
La solidificacin del lingote va progresando desde el fondo (enfriado por la placa de
base y el molde) a la parte superior del mismo.
Ej empl o
En el caso de una colada de acero totalmente calmada (Si + Al), con un bajo
contenido en oxgeno libre, la contraccin de solidificacin se concentra en el centro
superior del tocho. Para minimizar el desarrollo de porosidad de contraccin en esta
zona, la parte superior del lingote se asla (mazarota caliente) para proporcionar un
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
39
recipiente de metal lquido destinado a rellenar el ncleo hueco. La mazarota caliente
a continuacin se despunta. Esta chatarra representa aproximadamente un 12% del
peso del tocho.
La colada de lingotes es muy flexible en lo que se refiere a las especificaciones de
producto y a la fabricacin de pequeos pedidos con plazos de entrega relativamente
cortos. Resulta adems indispensable en la conformacin de perfiles de formas
pesadas como vigas, chapas gruesas o piezas de gran forja.
Colada continua (vase Figura 1.2.9)
El proceso de colada continua se ha convertido en la principal tecnologa de colada
de las aceras por las siguientes razones:
mejora del producto,
conservacin de energa (fabricacin directa de semiproductos),
ahorro de mano de obra.
Sabas que
En el mundo occidental la proporcin de acero de colada continua ha alcanzado el 80
- 90% de la produccin total de acero bruto. El nacimiento y rpido crecimiento de los
minilaminadores no podra haberse producido sin la tecnologa de la colada continua
de palanquillas.
Figura 1.2.9 Colada continua. Cortesa de APTA
El elemento principal del proceso de colada continua es el molde de cobre oscilante
enfriado con agua. Su principal funcin es formar una lmina solidificada de acero
que tenga la resistencia suficiente para impedir rebabas por debajo del molde. Esto
se consigue merced a la elevada extraccin de calor del sistema de molde. Las
paredes del molde estn rebajadas para admitir la contraccin de la hilera de
material en la longitud de 700 mm del molde, y para mantener un flujo calorfico
elevado.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
40
La oscilacin crea un movimiento relativo entre la hilera de material y el molde e
impide que el metal se pegue a la superficie de este ltimo. El desmoldeado se
facilita disponiendo un lubricante apropiado (polvos de colada o aceite) en el menisco
de acero. Este lubricante resulta tambin esencial para mantener una extraccin de
calor elevada y evitar las rebabas.
Figura 1.2.10 Colada continua. Operarios. Cortesa de Profilarbed Esch Belval, grupo Arcelor
LCS, Luxemburgo. Foto: ArcelorMittal
Al abandonar el molde, la hilera de material es enfriada por medio de rociadores de
agua y se apoya en cilindros para evitar el pandeo hasta que se complete la
solidificacin. Las secciones de la hilera de material cubren la gama de productos
semiacabados, como palanquillas, desbastes cuadrados o desbastes rectangulares,
destinados a los laminadores de acabado en caliente. Dependiendo de la seccin
que se haya de moldear, se dispone un fundidor continuo con dos (desbaste
rectangular), cuatro (desbaste cuadrado o fundidor redondo) o seis hileras de
material (para palanquillas de tamao inferior a 180 mm2).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
41
Figura 1.2.11 Colada continua. Cortesa de ArcelorMittal. Foto: F. Konnen
La tecnologa de colada continua hace que el proceso sea continuo, de manera que
se moldean secuencialmente una serie de lotes de acero fundido. Para que el molde
tenga un suministro continuo de acero, el acero de la cuchara se vierte primero en
una artesa que acta como recipiente durante el cambio de cuchara y distribuye el
acero a los diferentes moldes de la mquina. Estas artesas estn equipadas con
elementos de retencin o compuertas correderas para regular el caudal de acuerdo
con la velocidad de colada de la hilera de material. Para evitar la oxidacin por
exposicin al aire, las corrientes de cuchara y artesa estn revestidas de tubos
refractores.
Tecnologa de conformados y tratamientos trmicos
Existen varios mtodos para conformar el acero en productos acabados, incluyendo la forja
en caliente, el laminado en caliente y en fro, la elaboracin de tubos sin soldadura y la
elaboracin de tubos con soldadura. El proceso ms utilizado es el laminado en caliente,
que ocupa ms de un 90% de la produccin total de acero.
Laminado en caliente
Descripcin de la operacin de laminado
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
42
El laminado en caliente implica el recalentamiento de los lingotes, desbastes rectangulares,
desbastes cuadrados o palanquillas a 1200 - 1300C y hacer pasar el material entre dos
cilindros (ver Figura 1.2.12). La pieza de acero se puede hacer pasar adelante y atrs
repetidas veces entre los mismos cilindros, reduciendo progresivamente el paso existente
entre ellos.
Figura 1.2.12 Laminado por cilindros. Cortesa de APTA
Esta operacin se realiza en caliente debido a que el lmite aparente de fluencia del acero
disminuye segn aumenta la temperatura. Pueden as obtenerse grandes deformaciones
con fuerzas de cilindro moderadas. Es necesario controlar tanto la reduccin total, que
define hasta qu medida se trabaja el acero, como la reduccin a cada pasada, para evitar
una deformacin excesiva que conduce a la fisuracin o rotura del metal.
El nmero de pasadas depende del material de entrada y del tamao del producto acabado;
puede ser de hasta 70, antes de que el material se enfre demasiado como para poder
seguir laminndose. Los cilindros lisos se emplean para productos planos como chapa, fleje
y lmina, mientras que los cilindros acanalados se utilizan para perfiles estructurales, rales,
elementos redondos, cuadrados, vigas, tablestacas, etc.
La unidad bsica de laminacin es la estacin, que est compuesta por los cilindros y por
una estructura de apoyo (bastidor). El laminador se compone de la estacin o grupo de
estaciones, junto con equipos auxiliares para el control y regulacin, como motores
accionadores del cilindro, mesas de cilindros para introducir y retirar el metal, cizallas,
escarpadores, etc.
El laminador ms simple consiste en una estacin de dos alturas. Por lo general, los dos
cilindros pueden girar en ambos sentidos, lo cual permite una operacin reversible de
manera que el metal caliente se hace pasar repetidas veces por el laminador en sentidos
opuestos, obtenindose una reduccin progresiva de su grosor.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
43
Figura 1.2.13 Colada continua, rodillos libres. Cortesa de Profilarbed Esch Belval, grupo
Arcelor LCS, Luxemburgo
La reduccin del grosor del material caliente conlleva un aumento de longitud y una
extensin lateral. Esta ltima, que depende sobre todo de la magnitud de la reduccin, la
temperatura y el dimetro del cilindro, debe controlarse para obtener las dimensiones y
seccin transversal correctas. Los laminadores universales poseen un juego de cilindros
verticales en el lado de salida de los cilindros horizontales. En los laminadores de vigas de
caras paralelas sirven para proporcionar al producto final un buen acabado dimensional, y
en los laminadores de productos planos para cantear las chapas, mejorando el acabado y
las caractersticas mecnicas.
Figura 1.2.14 Esquema del proceso de laminacin en caliente. Cortesa de ITEA
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
44
Adems de dar forma al acero en el tamao requerido, el laminado en caliente mejora las
propiedades mecnicas. Para dar a los productos las propiedades fsicas exigidas es
necesario un control adecuado de la composicin qumica del acero colado, de la
temperatura de laminado final y de la magnitud de reduccin del material. Para ciertas
calidades de acero (por ejemplo resistencia elevada con buenas propiedades de impacto a
temperaturas reducidas) se emplea la laminacin controlada o proceso QST de temple y
autorrevenido del metal durante el laminado. Este proceso implica un retraso o enfriamiento
hasta alcanzar una baja temperatura especificada, antes de las ltimas pasadas por el
laminador.
Laminacin primaria
La primera operacin del laminado en caliente es convertir los lingotes en las formas bsicas
representadas en la Figura 1.2.15. Esto se lleva a cabo generalmente en un gran laminador
de estacin nica, de dos alturas y reversible, conocido como laminador primario o tren
desbastador. Entre la acera y el laminador primario existe una nave para desmoldear los
lingotes y una batera de cubas de termodifusin. Cada cuba tiene una capacidad de hasta
150 toneladas de lingotes y sirve para calentarlos hasta una temperatura uniforme para el
laminado, as como para actuar como recipiente con el fin de dar cabida a las fluctuaciones
del flujo de lingotes. La prctica habitual es cargar los lingotes en las cubas de termodifusin
inmediatamente despus de desmoldearlos, mientras aun estn calientes. Las temperaturas
de las cubas de termodifusin se mantienen controladas generalmente a 1300C.
Figura 1.2.15 Formas bsicas de proporcin relativa. Cortesa de ITEA
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
45
Los laminadores primarios estn equipados con manipuladores para posicionar y girar los
lingotes con el fin de permitir el trabajo de ambas caras conforme contina la laminacin.
Las acanaladuras de los cilindros (Figura 1.2.16) se disponen de modo que sea posible la
realizacin de una variedad de formas bsicas. Al abandonar el laminador primario se han
de eliminar los extremos de la barra (despuntado), pues tienen una forma irregular y en esta
zona se concentran la segregacin, cavidades de contraccin y otros defectos. La cantidad
que se ha de despuntar depende del tipo de acero (efervescente, calmado, etc.), del tipo de
colada (directa, colada por el fondo, mazarota caliente, etc.) y sobre todo de la calidad del
producto acabado.
Figura 1.2.16 Tren debastador. Cortesa de ITEA
La pieza troquelada de barra o viga se carga, tras el despuntado, en algunos casos
directamente en otro laminador para la laminacin en palanquillas o perfiles acabados tales
como rales o perfiles estructurales. De modo ms habitual la barra se corta a una longitud
determinada y se almacena para su inspeccin y acondicionamiento, antes de recalentarla y
laminarla en productos acabados en otros laminadores.
El rendimiento caracterstico de los laminadores primarios va de 500.000 toneladas a 5
millones de toneladas anuales.
Laminacin de acabado
La laminacin de acabado de productos para la construccin distingue de un modo general
cuatro grupos: chapas, perfiles estructurales, acero comercial y fleje. Los perfiles
estructurales comprenden formas estndar como vigas, perfiles en U, angulares, llantas con
nervio y perfiles especiales. Como regla general, los perfiles grandes se laminan
directamente a partir de lingotes, los de mediano tamao a partir de desbastes cuadrados
recalentados y los pequeos a partir de palanquillas recalentadas. En todos los casos el
proceso comienza con el desbastado, en el que la seccin transversal inicial cuadrada o
rectangular se conforma gradualmente en pasadas sucesivas por el laminador,
obtenindose un esbozo del producto requerido. Sigue a este proceso la laminacin de
acabado en pasadas sucesivas para dar la forma y las dimensiones estndar finales tras el
enfriamiento. Las temperaturas de la laminacin de acabado suelen estar entre 900 y
1000C. En la Figura 1.2.17 se ofrece un ejemplo de la secuencia de pasadas
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
46
correspondiente al laminado de angulares. Se representa el mtodo ms especializado para
vigas y columnas universales. Dependiendo del tamao y del tipo del laminador, el
rendimiento caracterstico de perfiles del laminador va de 200.000 a 1 milln de toneladas al
ao.
Figura 1.2.17 Secuencia de pasadas para ngulos. Cortesa de ITEA
Figura 1.2.18 Secuencia de operaciones para vigas universales. Cortesa de ITEA
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
47
Perfiles comerciales es un trmino tradicional para designar secciones transversales
pequeas como elementos redondos, cuadrados, hexagonales, planos, etc., que se laminan
a partir de palanquillas recalentadas en laminadores en lnea con hasta 23 estaciones de
laminacin. La carga la constituye generalmente una palanquilla cuadrada de 100 mm y las
secuencias de pasada son de tipo cuadrado, romboidal u oval, culminando en la ltima
estacin de laminacin con la seccin transversal acabada.
La fabricacin de fleje laminado en caliente es en muchos aspectos una extensin de la
laminacin de chapas, con espesores de 2 a 16 mm y anchuras de hasta 2 m. Los
laminadores modernos estn totalmente instrumentalizados y controlados por ordenador
para ofrecer una exactitud dimensional y propiedades de acabado de elevada calidad.
Procesos de laminado en caliente
Estos procesos pueden dividirse en dos grupos bsicos: laminado en caliente tradicional y
laminacin controlada. El primero tiene como objetivo producir la forma requerida con el
mnimo nmero de pasadas de cilindro. En la segunda la meta es aumentar la resistencia y
tenacidad del acero mediante un control cuidadoso de la temperatura y la deformacin
durante el laminado.
Laminado en caliente
En el laminado en caliente tradicional la temperatura se mantiene en un mximo para
reducir la resistencia al calor del acero y permitir grandes reducciones en cada
pasada de cilindro. Debido a la elevada temperatura se produce una rpida
recristalizacin y un crecimiento rpido de los granos entre las pasadas
consecutivas, por lo que no se alcanza afino del grano alguno. Hoy en da este
proceso solo se utiliza para una reduccin primaria y para aceros de baja calidad
cuando no hay exigencias especficas en cuanto a la resistencia y resistencia contra
la fractura frgil.
Laminacin controlada
En los aos sesenta y setenta nuevos campos de aplicacin, como las centrales
nucleares y plataformas petrolferas, demandaron unos componentes de acero para
estructuras que tuvieran unas mejores propiedades y una mayor fiabilidad de las que
hasta entonces se haba dispuesto. En las plataformas del Mar del Norte, erigidas en
entornos hostiles que incluan aguas profundas, intensas tormentas y bajas
temperaturas de servicio, no solo la resistencia era importante, sino tambin la
resistencia a la fractura frgil. Tambin se centr la atencin en las propiedades de
fabricacin: deba garantizarse la soldabilidad de los componentes de acero en
condiciones difciles. En ese momento se comprendi que no era probable que el
proceso tradicional del laminado en caliente cumpliera esos requisitos, y de ese
modo aparecieron nuevas tecnologas de fabricacin, como la laminacin controlada.
Laminacin controlada es un trmino genrico para designar los procedimientos de
laminado en los que la temperatura y la deformacin durante la laminacin estn
controladas para obtener las propiedades del material requeridas.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
48
La laminacin controlada comprende:
o Laminado de normalizacin (N).
o Laminacin termomecnica controlada (Thermomechanical controlled
rolling (TMCR)). Este procedimiento comprende los siguientes
procesos, que emplean ritmos de enfriamiento incrementados, con o
sin revenido:
o Enfriamiento acelerado
o Temple y autorrevenido
Laminado de normalizacin
El laminado de normalizacin es un tratamiento termomecnico durante el cual la
deformacin final se lleva a cabo en la gama de temperatura de normalizacin (~
950C). La fase austentica se recristaliza completamente entre las pasadas pero, a
causa de la reducida temperatura, no experimenta un crecimiento de los granos. En
consecuencia, tras la ltima pasada el enfriamiento por aire produce un estado del
material equivalente al que se obtiene despus de la normalizacin. La designacin
abreviada de este estado de salida es N.
El laminado de normalizacin se puede realizar en casi todos los laminadores, ya
que el laminado final tiene lugar a temperaturas relativamente elevadas ( 950C), de
tal modo que no se sobrepasa ni la potencia ni la capacidad de carga del laminador.
Laminacin termomecnica controlada
La laminacin termomecnica controlada (TMCR) es un tratamiento termomecnico
en el que la deformacin final se lleva a cabo en una gama de temperatura en la que
la austenita no se recristaliza de forma significativa. En el posterior enfriamiento, la
estructura de grano deformada de la austenita da lugar a una microestructura final de
ferrita y perlita de grano fino. La conformacin final suele tener lugar a temperaturas
justo por encima de aqulla a la que la austenita comienza a transformarse en ferrita.
La laminacin termomecnica controlada produce un estado del material que no se
puede conseguir con el tratamiento trmico por s solo. El acero de grano afinado
resultante presenta unas propiedades de tenacidad muy deseables a bajas
temperaturas para una gama media de espesores y lmites aparentes de fluencia del
producto.
Durante varios aos ha habido una demanda creciente de productos de acero
laminado con lmites elsticos de hasta 500 N/mm2 y con grosores grandes
espesores, en combinacin con unas mejores propiedades de fabricacin. Puesto
que la TMCR no se puede seguir explotando, debido a que la potencia mecnica de
los laminadores es limitada, ha habido que introducir nuevas tecnologas de
fabricacin.
Enfriamiento acelerado
El enfriamiento acelerado (con agua) se realiza tras la deformacin final para mejorar
las propiedades mecnicas afinando la microestructura. Este proceso tiene un efecto
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
49
positivo sobre la resistencia y sobre las propiedades de tenacidad, y permite
disminuir el contenido de aleacin en comparacin con la TMCR por s sola. La
microestructura de los aceros con enfriamiento acelerado consiste principalmente en
ferrita + perlita y ferrita + bainita de grano fino, presentando bajas temperaturas de
transicin de dctil a frgil, es decir, una buena tenacidad.
Temple y autorrevenido
En el proceso de temple y autorrevenido (Quenching and Self-Tempering (QST)
tras la ltima pasada de laminacin se aplica un enfriamiento intenso por rociamiento
de agua sobre la superficie del producto, de manera que la costra se templa. El
enfriamiento se interrumpe antes de que el ncleo se vea afectado por el temple, y
las capas externas son sometidas al revenido por el flujo calorfico del ncleo a la
superficie durante una fase de homogeneizacin de temperatura. El proceso QST ha
dado lugar a la creacin de una nueva generacin de productos de acero con lmites
elsticos de hasta 500 N/mm2 y unas excelentes propiedades de tenacidad a bajas
temperaturas, soldables sin precalentamiento. Comparados con los tipos fabricados
de modo convencional, estos aceros ofrecen ventajas en cuanto al ahorro de peso y
a los costes de fabricacin.
Figura 1.2.19 Comparacin de los procesos de Laminado, Laminacin termomecnica
controlada y el Temple y autorrevenido. Cortesa de ITEA
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
50
Figura 1.2.20 Carbono equivalente (CEV) y resistencia de fluencia (Re) obtenida por
diferentes procesos de laminacin. Cortesa de ITEA.
En lo concerniente a la tenacidad y a la resistencia a la fractura frgil el laminado en
caliente tradicional ofrece las peores caractersticas, produciendo aceros con
temperaturas de transicin de dctil a frgil limitadas a 0C o superiores. Esta clase
de caractersticas del material son inadecuadas para muchas aplicaciones en la
moderna construccin de aceros, sobre todo en el caso de grandes espesores de
producto y lmites elsticos elevados. Hoy da es posible satisfacer estas exigencias
combinando la laminacin TMCR con el enfriamiento acelerado o con el temple y
autorrevenido. El mtodo del enfriamiento acelerado, y sobre todo el mtodo
combinado de TMCR/QST, permiten fabricar aceros con lmites elsticos de hasta
500 N/mm2 y temperaturas de transicin inferiores a 60C. Estas caractersticas
bastan para cumplir las ms restrictivas especificaciones que se derivan de los
mbitos de la alta tecnologa, como la industria de las plataformas petrolferas o la
construccin de edificios de gran altura.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
51
N PASO TTULO
3 Propiedades fsicas de los aceros
Introduccin
Naturaleza de los metales
El enlace metlico se produce al emitir los tomos metlicos electrones de valencia a un
gas de electrones libres. Las estructuras metlicas en el nivel atmico se representan
entonces como matrices casi compactas de iones metlicos envueltas por el gas de
electrones. En la mayora de los casos el enlace es no direccional. En consecuencia, las
estructuras cristalinas metlicas habituales son cbicas de caras centradas, por ejemplo Cu,
Al, Ni, o cbicas de mallas centradas, por ejemplo Fe (algunos metales se presentan con
una estructura compacta hexagonal, por ejemplo Zn, Cd, pero no suelen utilizarse para
aplicaciones estructurales).
Los metales (y aleaciones) de estructura cbica presentan cuatro propiedades metlicas
caractersticas, a saber:
buena ductilidad (o maleabilidad),
conductividad trmica elevada,
conductividad elctrica elevada,
brillo metlico.
La ductilidad es consecuencia de la falta de direccionalidad en el enlace de los tomos y de
la naturaleza compacta de las estructuras cristalinas, lo cual normalmente permite que se
produzca un profuso deslizamiento cristalogrfico bajo tensin. La no direccionalidad del
enlace permite asimismo que las vibraciones trmicas se transmitan con facilidad de un
tomo vibrante a los contiguos, de ah la elevada conductividad trmica. La existencia de
electrones libres proporciona la conductividad elctrica elevada. Estos electrones libres son
tambin los responsables del brillo metlico, pues puede absorberse y volverse a irradiar
fcilmente luz incidente de una gran gama de longitudes de onda.
Propiedades sensibles e insensibles a la estructura
Antes de pasar al anlisis de las propiedades pertinentes, debe aclararse el significado de la
sensibilidad e insensibilidad a la estructura dentro del contexto de las propiedades del
material.
Las propiedades insensibles a la estructura son aqullas que no se ven afectadas de
forma significativa por cambios en la microestructura o la macroestructura. Est aceptado
que muchas de las propiedades fsicas de un material, por ejemplo el mdulo de elasticidad,
la densidad aparente, el calor especfico y el coeficiente de dilatacin trmica, no varan sino
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
52
en pequeas cantidades de una probeta a otra de un material determinado, incluso si las
distintas probetas han estado sometidas a procesos de trabajo y/o tratamiento trmico muy
diferentes. Esta insensibilidad existe a pesar de que estos procesos han podido ocasionar
modificaciones en la microestructura o la macroestructura muy sustanciales. Por el contrario,
la mayora de las propiedades mecnicas dependen en gran medida de estas
modificaciones. As, por ejemplo, el lmite elstico, la ductilidad y la resistencia a la rotura se
consideran sensibles a la estructura.
Resistencia
Dislocaciones y deformacin plstica
Para comprender el comportamiento mecnico de los metales es necesario analizar tanto la
deformacin elstica como la mecnica. La deformacin elstica es reversible, es decir, solo
dura mientras se aplica la carga. La ley de Hook relaciona la deformacin elstica con la
tensin, como sigue:
= E . (1.3.1)
= G . (1.3.2)
Donde:
y son la tensin y deformacin uniaxiales respectivamente,
y son el esfuerzo cortante y la deformacin por esfuerzo cortante,
E es el mdulo de Young (210000 N/mm2),
G es el mdulo de elasticidad transversal (80000 N/mm2).
En la Figura 1.3.1 se muestra la respuesta de una malla simple al esfuerzo cortante. Al
principio la respuesta es elstica, Figura 1.3.1 (b), es decir, cuando la carga se retira se
recupera la deformacin en su totalidad. Ms all de una tensin lmite, conocida como
tensin de fluencia, la deformacin se convierte en elasto-plstica, figura 1 (c): al retirar la
carga solo se recupera la deformacin elstica, permaneciendo la plstica, Figura 1.3.1 (d).
Esta figura muestra cmo los planos cristalogrficos se han movido unos contra otros. No
existen ecuaciones tan sencillas para a la deformacin plstica (correspondientes a la ley de
Hook para la deformacin elstica).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
53
Figura 1.3.1 Deformacin elstica y plstica
Las estimaciones tericas del esfuerzo cortante necesario para mover un plano
cristalogrfico una unidad de deslizamiento son
crit
G / (2 ). Las mediciones demuestran
que los aceros ms resistentes alcanzan aproximadamente un 10% de la resistencia terica.
Sin embargo, los aceros para estructuras poseen resistencias que estn dos rdenes de
magnitud por debajo del valor terico. Debe haber por lo tanto un mecanismo que facilite el
deslizamiento de los planos cristalogrficos. Este mecanismo lo constituye la presencia de
defectos de la malla denominados dislocaciones. La figura 1.3.2 representa un ejemplo de
una dislocacin simple. Durante la deformacin plstica, la dislocacin se mueve a travs de
la malla atmica dentro del cristal (vase la Figura 1.3.3).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
54
Figura 1.3.2 Dislocacin en red cristalina
Figura 1.3.3 Movimiento de dislocacin a travs de una red cristalina
Se puede establecer una sencilla analoga del movimiento de la dislocacin imaginando una
alfombra con una arruga. Si se aplica una ligera fuerza sobre la arruga se puede mover a lo
largo de la alfombra, de lo que resulta un pequeo desplazamiento global de sta. En
ausencia de la arruga se necesitara una fuerza muy grande para superar el rozamiento
entre la alfombra completa y el suelo.
Las dislocaciones distorsionan la malla circundante de manera elstica. Mientras que unas
zonas se ven comprimidas, otras son estiradas. Estas zonas elsticamente deformadas
estn en interaccin con otros defectos tales como tomos solutos, otras dislocaciones,
contornos del grano y precipitados. Estos obstculos interfieren el movimiento de
dislocacin, dificultando la deformacin plstica.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
55
Diagrama tensin-deformacin para probetas de tensin simple
Las propiedades mecnicas de los materiales se determinan utilizando probetas y
procedimientos de ensayo normalizados. Para los materiales dctiles como la mayora de
los aceros el mtodo de ensayo ms empleado es el de ensayos de traccin. Los materiales
frgiles suelen someterse a ensayos de flexin o compresin.
Las propiedades traccionales suelen medirse utilizando probetas largas y estrechas (Figura
1.3.4) que garantizan un estado de tensiones uniaxial. Se prefieren las secciones
transversales redondas, si bien se emplean probetas rectangulares para chapa y fleje y para
determinar las propiedades de embuticin. Los parmetros importantes que han de
controlarse durante los ensayos de traccin son el grado de deformacin y la temperatura de
ensayo. El primero est controlado por la velocidad de desplazamiento de la cruceta de la
mquina de ensayo; la segunda se puede regular mediante un horno o una cmara de
enfriamiento.
Figura 1.3.4 Dimensiones normalizadas de una probeta
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
56
Figura 1.3.5 Ensayo de traccin y rotura de una probeta
Durante el ensayo se miden la carga (F) y el alargamiento (L) obtenindose el diagrama
tensin () - deformacin () atendiendo a las dimensiones de la pieza de ensayo. La
tensin nominal o ingenieril
n
es la carga F dividida por el rea original de la seccin
transversal S
o
:
o
n
=
P
S
0
(1.3.3)
La deformacin nominal o ingenieril
n
es la relacin del cambio de longitud (L-L
o
) con
respecto a la longitud original L
o
:
e
n
=
L-L
0
L
0
=
AL
L
0
(1.3.4)
Las Figuras 1.3.6 y 1.3.7 muestran los diagramas tensin-deformacin obtenidos mediante
las ecuaciones 1.3.3 y 1.3.4 correspondientes a dos tipos de acero.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
57
Figura 1.3.6 Curva tensin deformacin de un metal
Ej.: Acero de alta resistencia, con transicin continua de deformacin elstica a plstica
Figura 1.3.7 Curva tensin - deformacin de un metal
Ej.: Acero dulce, con lmite de fluencia
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
58
El diagrama tensin-deformacin ingenieril se puede dividir entre zonas: deformacin
elstica, alargamiento plstico uniforme con tensin en aumento constante (
u
) y
alargamiento plstico irregular ( >
u
).
En la mayora de los metales se da una transicin gradual del comportamiento elstico al
plstico y es necesario definir una tensin de ensayo, generalmente R
p0,1
o R
p0,2
, con el fin
de determinar el comienzo de la fluencia. Son tensiones a las que se obtiene un
alargamiento permanente de 0,1 0,2% de la distancia entre puntos de medida inicial
(Figura 1.3.6).
Algunos metales y aceros especialmente dulces presentan una discontinuidad entre los
regmenes elstico y plstico, con un lmite de fluencia marcado seguido de un breve
perodo de deformacin plstica irregular (Figura 1.3.7). El fenmeno de la fluencia est
descrito por:
la tensin mxima de fluencia R
eH
al iniciarse la fluencia,
la tensin mnima de fluencia R
eL
, que es el valor de tensin durante la propagacin
de las bandas de Lder,
la deformacin de Lder
Ld
(cerca del 1-2% para aceros dulces).
La razn de este comportamiento es que las dislocaciones quedan sujetas por tomos de
carbono y/o nitrgeno disueltos de forma intersticial. Estas dislocaciones deben ser
liberadas por la tensin mxima de fluencia, tras lo cual pueden continuar movindose a la
tensin mnima de fluencia. Este proceso no tiene lugar de una manera uniforme en toda la
probeta. Unas marcas, conocidas como bandas de Lder, que sealan zonas plsticamente
deformadas, aparecen a 45 respecto del sentido de la carga y se extienden por toda la
distancia entre puntos para la medida del alargamiento de la probeta.
Dentro del alargamiento uniforme, slo es posible una deformacin plstica ulterior mediante
una carga en constante aumento. La densidad de dislocacin aumenta conforme se
incrementa la deformacin, dificultando una ulterior deformacin debido a la interaccin
entre las dislocaciones. Este efecto se conoce como endurecimiento por deformacin en fro
o por acritud. El grado de endurecimiento por deformacin en fro (d / d) es al principio
elevado pero disminuye conforme aumenta la deformacin plstica.
En la tercera zona la deformacin de la probeta contina estrechndose, aunque esto ocurre
ahora localmente, con el cuello resultante que muestra la Figura 1.3.8.
Figura 1.3.8 Probeta de traccin en el momento de fractura
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
59
La tensin a la que comienza el estrechamiento es la resistencia a la rotura por traccin R
m
= F
max
/S
o
, siendo la correspondiente deformacin la deformacin lmite
u
. A continuacin de
iniciarse el estrechamiento, la carga necesaria para mantener el alargamiento disminuye
aunque la tensin local dentro de la zona de estrechamiento sigue aumentando. La
deformacin continuada conduce a la rotura, determinada por el esfuerzo de rotura
f
y la
deformacin de rotura
r
. La reduccin porcentual del rea en el momento de la rotura
Z = 1uu
(S
0
-S
u
)
S
0
(1.3.5)
Es una medida de la ductilidad del material, donde S
u
es el rea mnima de la seccin
transversal en el momento de la rotura en la zona de estrechamiento.
Para el diagrama tensin-deformacin terica, tanto la tensin como la deformacin estn
referidas a las dimensiones iniciales de la probeta (S
o
, L
o
). Dado que la seccin transversal y
la longitud cambian continuamente durante la deformacin, estas ecuaciones no ofrecen una
indicacin real del historial de tensin y deformacin. Para una mejor descripcin de las
propiedades del material ha de tenerse en cuenta el cambio del rea de la seccin
transversal. La tensin y deformacin reales se definen como sigue:
o
t
=
P
S
(1.3.6)
Donde S es el rea de la seccin transversal instantnea.
e
t
= ]
dL
L
L
L
0
= ln
L
L
0
para
u
(1.3.7)
Considerando que la plasticidad tiene lugar en condiciones de volumen constante, puede
deducirse la relacin entre la tensin y deformacin reales y tericas en la zona de
alargamiento uniforme:
o
t
= o
n
(1 + e
n
) (1.3.8)
e
t
= ln(1 +e
n
) (1.3.9)
En la zona de estrechamiento debe medirse la seccin transversal instantnea de la
probeta para obtener la tensin y deformacin reales. La deformacin real es:
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
60
Figura 1.3.9 Grfica doble logartmica de verdadera tensin contra verdadera deformacin
e
t
= ln
S
0
S
para 0
r
(1.3.10)
Para determinar la tensin real se ha de tener en cuenta un factor de correccin k
m
, debido
al estado de tensiones multiaxial resultante del estrechamiento.
La Figura 1.3.10 muestra el diagrama tensin-deformacin ingenieril (1) y el correspondiente
diagrama tensin-deformacin reales teniendo (2) y no teniendo en cuenta (3) el estado de
tensiones multiaxial. Ntese que la deformacin real se hace mayor que la terica debido al
estrechamiento, y que el endurecimiento por deformacin en fro es siempre positivo.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
61
Figura 1.3.10 Curvas tensin-deformacin y verdadera tensin verdadera deformacin SIN y
CON correccin con respecto al estado de tensin multiaxial
Respuesta multiaxial
Coeficiente de Poisson
En la seccin anterior se ha expuesto la respuesta longitudinal de una probeta de traccin
simple. Si se hubieran hecho tambin mediciones de la deformacin transversal (
trans
) se
habra comprobado que la probeta se estrechaba a medida que se extenda. En la zona
elstica
trans
= , donde , llamado coeficiente de Poisson, tiene un valor de
aproximadamente 0,3. Esto implica que el volumen del material elsticamente deformado
est aumentando porque dV/V = - 2
trans
= 0,4. En la zona plstica, con deformaciones
mucho mayores, el volumen del material no cambia de forma significativa y
trans
0,5. En la
zona de estrechamiento es conforme se aproxima la rotura cuando este estado de volumen
constante queda ilustrado con mayor claridad. Las deformaciones localmente ms elevadas
van acompaadas de grandes deformaciones transversales que producen el estrechamiento
local.
Curva verdadera tensin verdadera
deformacin SIN correccin con respecto
al estado de tensin multiaxial.
Curva verdadera tensin verdadera
deformacin CON correccin con
respecto al estado de tensin multiaxial.
Curvatensin
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
62
Estados de tensiones multiaxiales y su efecto sobre la fluencia
En muchas situaciones tericas existen tensiones en ms de una direccin. La Figura 1.3.11
muestra algunos ejemplos. La direccin y la magnitud de las tensiones influye sobre el inicio
de la fluencia. En la compresin triaxial equilibrada que se representa en la Figura 1.3.11a
no es posible la fluencia del material porque no tiene dnde ir hasta que no se produzca
una rotura en la estructura atmica de los cristales a varias rdenes de magnitud de tensin
por encima de la tensin de fluencia uniaxial. En el esfuerzo bidimensional a cortante puro
de la Figura 1.3.11b, la tendencia a expandirse en la direccin x, originado por la tensin de
traccin
1
, es favorecida por la tensin
2
en la direccin y, y viceversa.
Figura 1.3.11 Ejemplo de tensiones multiaxiales
Se han desarrollado diferentes frmulas matemticas para describir esta fluencia interactiva,
y se comprueba que diferentes formulaciones son ms adecuadas para diferentes
materiales. La Figura 1.3.12a ilustra los dos criterios ms comunes para los metales en
estado de tensin bidimensional. La frmula Hencky-Von Mises, utilizada generalmente para
el acero y tensiones tridimensionales, viene dada por:
o
=
1
2
{(o
1
-o
2
)
2
+(o
2
-o
3
)
2
+(o
3
-o
2
)
2
]
1
2
,
(1.3.11)
Donde
1
,
2
y
3
son las tres tensiones principales.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
63
Figura 1.3.12 Fluencia y endurecimiento en campos de tensin bi-dimensionales
Endurecimiento por deformacin en fro bajo tensiones multiaxiales
La Figura 1.3.12b muestra el modelo ms comn de endurecimiento por acritud en
presencia de tensiones multiaxiales. Tal como se representa, en el endurecimiento por
acritud isotrpico la superficie de fluencia se expande uniformemente.
Influencia de la temperatura y del grado de deformacin
La mayora de las estructuras ingenieriles funcionan a temperatura ambiente y estn
sometidas a cargas lo suficientemente lentas como para no afectar a la respuesta de un
modo inmediato. Sin embargo, pueden producirse temperaturas elevadas o bien de servicio
(instalaciones de calderas) o por accidente (incendios). Los impactos y otras cargas
accidentales pueden conducir a grados de deformacin cuya influencia no se puede ignorar.
Temperatura
La temperatura creciente favorece el movimiento de las dislocaciones. Como resultado de
ello se reducen tanto el lmite elstico como la resistencia mxima. En los aceros para
estructuras la prdida de resistencia es pequea hasta aproximadamente los 300C.
Despus existe una prdida progresiva de resistencia conforme aumenta la temperatura.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
64
Sabas que
A 600C se da una reduccin caracterstica de la resistencia del 50% con respecto a la
existente a temperatura ambiente.
En los aceros para estructuras la termofluencia (creep), es decir, la deformacin en
aumento bajo tensiones constantes, puede no tenerse en cuenta a temperatura ambiente.
Sin embargo, a temperaturas superiores a 500C, la deformacin de termofluencia es ya
importante. La Figura 1.3.13 ilustra la influencia de las temperaturas elevadas tanto sobre la
rigidez como sobre la resistencia.
Figura 1.3.13 Influencia de la temperatura en las propiedades mecnicas del
acero estructural (Este ejemplo es Fe490)
Grado de deformacin
El movimiento de dislocacin es un proceso dependiente del tiempo. Por eso es
comprensible que unos elevados grados de deformacin dificulten la fluencia, lo cual se
refleja en una tensin de fluencia aumentada. El modelo ms aceptado para comprobar los
efectos del grado de deformacin es la frmula Cowper-Symonds que se indica abajo. En la
Figura 1.3.14 se ilustra la importancia que este efecto tiene sobre el comportamiento de
tensin y deformacin de traccin.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
65
Figura 1.3.14 Influencia de velocidad de deformacin en las propiedades mecnicas
del acero dulce
c
c
s
= 1 +[
s
1
q
(1.3.12)
Donde:
grado de deformacin,
tensin de fluencia dinmica,
s
tensin de fluencia esttica,
D y q son coeficientes de ajuste del diagrama adimensionados.
D = 40,4 s
-1
q = 5 para acero al carbono
Medios de incremento de la resistencia
La resistencia de un acero puede definirse como su capacidad para oponerse al inicio de la
deformacin plstica estando sometido a una carga externa. La deformacin plstica tiene
lugar debido al movimiento de dislocaciones por la malla del metal, lo cual permite a los
planos individuales de la malla deslizarse unos sobre otros. Si este movimiento se ve
obstaculizado por defectos en la malla, debe aplicarse una carga externa mayor para que
las dislocaciones puedan superar esos obstculos. Por eso los medios para aumentar la
resistencia de los aceros buscan siempre obstaculizar el movimiento de las dislocaciones.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
66
Los obstculos al movimiento de las dislocaciones se pueden clasificar de acuerdo con la
Tabla 1.3.1.
Tabla 1.3.1 Clasificacin de los obstculos al movimiento de dislocaciones
Endurecimiento por solubilizacin de la fase slida
El aumento de resistencia lo producen tomos externos que se disuelven en la matriz del
metal. Puesto que estos tomos externos difieren de la matriz del metal en tamao y
propiedades fsicas y elctricas, causan una distorsin de la malla que obstaculiza el
movimiento de las dislocaciones. El aumento de la tensin de fluencia depende del tipo,
cantidad y distribucin de los tomos externos (Figura 1.3.15). Puede observarse que el
aumento de resistencia causado por C y N es especialmente elevado. Esto es debido a que
estos tomos se disuelven intersticialmente entre los tomos de la matriz, lo que provoca
una gran distorsin de la malla. Los otros elementos representados en la Figura 1.3.15 se
disuelven de modo sustitucional y ocupan posiciones de la malla normales, produciendo una
menor distorsin.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
67
Figura 1.3.15 Influencia del contenido de la aleacin sobre la menor tensin de fluencia de la
ferrita a temperatura ambiente
El aumento de la resistencia mediante endurecimiento por solubilizacin de la fase slida
conlleva una disminucin de la tenacidad (La capacidad de un material para evitar la fractura
frgil). Por lo tanto, no suele pretenderse el nivel potencial de resistencia alcanzable
mediante el endurecimiento por solubilizacin de la fase slida debido a la posibilidad de
fractura frgil.
Endurecimiento por deformacin en fro
Las propias dislocaciones son defectos lineales de la malla. La distorsin de la malla que
envuelve a la dislocacin estorba el movimiento de otras dislocaciones. Esta interaccin
aumenta segn lo hace la densidad de dislocacin.
Durante el conformado en fro del acero, por ejemplo en el laminado en fro, deben
producirse continuamente dislocaciones, pues se bloquean unas a otras permanentemente.
La densidad de dislocacin se eleva y aumenta la resistencia del acero endurecindolo por
deformacin en fro (Figura 1.3.16). Este endurecimiento va acompaado de una
pronunciada reduccin de la tenacidad.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
68
Figura 1.3.16 Dependencia de la menor tensin de fluencia del hierro-
en la densidad de dislocacin
Afino de grano
El afino de grano es el mecanismo para incremento de la resistencia ms importante en los
aceros para estructuras, pues es el nico que une al aumento de resistencia un incremento
de la resistencia a la fractura frgil.
Los contornos de grano constituyen barreras al movimiento de las dislocaciones. En
consecuencia, conforme disminuye el tamao del grano el nmero de barreras se eleva, lo
que se refleja en un lmite elstico aumentado. El efecto del tamao del grano sobre la
tensin de fluencia se expresa mediante la ecuacin de Hall-Petch:
R
cL
= o
+k
J
-
1
2
,
(1.3.13)
Donde
R
eL
es el lmite elstico mnimo,
iy
es la tensin de friccin, (la tensin a la que comienza la fluencia en un material con
granos muy grandes)
k
y
es la resistencia del contorno de grano,
d es el dimetro medio de grano.
Endurecimiento por dispersin y precipitacin
Cuando una dislocacin en movimiento se encuentra con una partcula, slo tiene dos
mecanismos de paso:
abrirse paso a travs de la partcula,
o doblarse entre las partculas y alrededor de ellas, dejando una seccin de la
dislocacin como un anillo en torno a la partcula.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
69
En los aceros el mecanismo predominante de endurecimiento de partculas es el de
doblamiento de la dislocacin. La resistencia est entonces inversamente relacionada con el
espaciamiento entre las partculas. As pues, la resistencia aumenta conforme el tamao de
las partculas disminuye y segn se eleva la fraccin volumtrica de los precipitados.
El modo ms usual de obtencin de las partculas de incremento de la resistencia es la
precipitacin en la matriz durante el tratamiento trmico. En el acero lo ms habitual es que
suceda durante el revenido de aceros de contenido medio en carbono endurecidos por
temple, pero tambin tiene lugar en aceros para estructuras durante el enfriamiento tras la
laminacin controlada o en el transcurso de los ulteriores tratamientos.
Dureza
La dureza es una medida de la resistencia a la deformacin cuando se hace penetrar un
instrumento de indentacin cargado en la superficie del metal sometido a ensayo. La
penetracin del instrumento de indentacin en la probeta da lugar a una deformacin local
tanto elstica como plstica.
Los mtodos de ensayo pueden ser estticos o dinmicos. Tanto la deformacin elstica
como la plstica se tienen en cuenta para evaluar la dureza dinmica, expresada en
trminos de energa absorbida. Los mtodos de ensayo dinmicos comprenden el ensayo
de dureza al impacto y el ensayo de dureza Shore. Presentan la ventaja de posibilitar un
ensayo rpido realizable en cualquier lugar. Comparados con los mtodos de ensayo de
dureza estticos los dinmicos son menos precisos.
Los habituales mtodos de ensayo estticos de dureza a la penetracin difieren en cuanto al
tipo de instrumento de indentacin que se hace penetrar en el metal.
El ensayo Brinell utiliza una bola de acero endurecido (EN 3).
El ensayo Vickers (EN 5) utiliza una pirmide de diamante de base cuadrada (ngulo
comprendido = 136).
El ensayo Rockwell (EN 10004) se realiza con un cono de diamante (ngulo
comprendido = 120).
El instrumento de indentacin se introduce por presin en la probeta lentamente (casi de
manera esttica). Tras retirar la carga se mide el tamao de la indentacin. A diferencia del
ensayo dinmico solo se tiene en cuenta la deformacin plstica. En el campo de la industria
y de la investigacin se prefieren los mtodos de ensayo estticos debido a la consistencia
de sus resultados.
Las diferentes mediciones de la dureza se corresponden muy de cerca, sobre todo en los
valores bajos. Ms complicada es la correspondencia de los valores de dureza con otras
medidas de la resistencia a la deformacin, como las propiedades de traccin, pero una
regla prctica experimental es que la resistencia a la traccin en unidades de Nmm
-2
equivale aproximadamente a 3 veces la dureza de Vickers.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
70
N PASO TTULO
4 Propiedades mecnicas de los aceros
Tenacidad
Los metales presentan a menudo unas propiedades bastante aceptables cuando los
ensayos de tensin se realizan sobre pequeas probetas de barra lisas a temperatura
ambiente y con unos ndices de carga reducidos. Fallan sin embargo por fragilidad cuando
se cargan elementos grandes o cuando la carga se aplica a bajas temperaturas o de una
forma rpida. La susceptibilidad a la fractura frgil aumenta si existen entalladuras u otros
defectos. La resistencia a la fractura frgil suele conocerse como tenacidad.
Los metales con red cbica centrada, por ejemplo el hierro virgen y los aceros ferrticos,
poseen la desafortunada caracterstica de que su mecanismo de fractura sufre una
transicin dramtica al descender la temperatura, pasando de un modo de ductilidad tenaz
en la zona de ms alta temperatura a un modo de despegue frgil en las temperaturas
inferiores. Los metales de red cbica centrada en las caras, por ejemplo cobre, aluminio y
aceros austenticos, no fallan por despegue en ninguna condicin de carga ni de
temperatura.
Tipos de rotura
La rotura dctil implica la formacin, crecimiento y coalescencia de microvacos. Una
sencilla analoga es la rotura de arcilla o masilla que contenga partculas de arena. Los
microvacos forman a su alrededor precipitados o inclusiones no metlicas (ver Figura
1.4.1). La ductilidad o tenacidad del material depende bsicamente de la fraccin
volumtrica de las partculas que nuclean los microvacos, es decir, de la proporcin de
arena en la anterior analoga. Cuanto mayor es la pureza del material mayor es el grado de
deformacin anterior a la rotura y con ello su tenacidad.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
71
Figura 1.4.1 Formacin de microvacos alrededor de precipitados o inclusiones no metlicas
resultantes en fractura deprimida.
La orientacin macroscpica de una superficie de rotura dctil puede variar de 90 a 45
respecto de la direccin de la tensin aplicada. En las secciones gruesas la mayor parte de
la superficie de rotura tiende a orientarse a 90 respecto de la direccin de la tensin de
traccin aplicada. Sin embargo, las roturas dctiles suelen tener un "borde de cizallamiento"
("sheartip") prximo a un contorno libre conforme las tensiones transversales se reducen a
cero, haciendo que el plano de mximo cizallamiento est a 45 respecto de la direccin de
la tensin aplicada.
La fractura transcristalina tiene lugar en metales de red cbica de mallas centradas
cuando la tensin mxima principal excede un valor crtico, el denominado tensin
microscpica de fractura transcristalina
f
*.
Determinados planos cristalogrficos de tomos se separan cuando la tensin es lo bastante
elevada como para romper los enlaces atmicos. Como planos de despegue se prefieren los
planos cristalogrficos con bajas densidades de masa. En los aceros, los planos de cambio
preferidos son los planos de nido de abeja (bee cube planes).
La superficie de rotura es perpendicular a la tensin principal mxima y tiene una apariencia
macroscpica plana y cristalina. A simple vista la fractura transcristalina suele presentar
unas caractersticas marcas en forma de fibra que sealan el origen de la rotura. Cuando la
rotura frgil se produce en una gran estructura, esas marcas pueden tener un valor
incalculable para identificar el lugar de iniciacin de la fisura. Al microscopio puede verse
cmo las fisuras de despegue atraviesan los granos a lo largo de los planos cristalogrficos
preferidos (despegue transgranular).
Si los contornos de grano se debilitan a causa de los precipitados o por la concentracin de
tomos exteriores, las fisuras de despegue pueden propagarse tambin a lo largo de los
contornos de grano (despegue intergranular).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
72
Influencia de la temperatura, la velocidad de carga, la multiaxialidad y la geometra
La temperatura influye sobre el comportamiento a la rotura debido principalmente a su
efecto sobre el lmite elstico y la transicin de rotura dctil a fractura transcristalina. La
Figura 1.4.2 muestra esquemticamente el lmite elstico y la tensin microscpica de
fractura transcristalina correspondientes a un acero ferrtico, en funcin de la temperatura.
El lmite elstico desciende segn aumenta la temperatura, mientras que la tensin de
fractura transcristalina apenas se ve influida. La temperatura de transicin se define por la
interseccin entre las curvas de ambos factores. A temperaturas ms bajas las probetas
fallan sin una deformacin plstica previa (fractura frgil). Algo por encima de la temperatura
de transicin puede producirse todava la fractura transcristalina, debido al efecto del
endurecimiento por acritud inducido por la deformacin. A temperaturas ms elevadas ya no
es posible el despegue y la fractura se hace totalmente dctil.
Figura 1.4.2 Resistencia de fluencia y tensin de fractura transcristalina microscpica como
funcin de temperatura y velocidad de carga.
El lmite elstico aumenta segn lo hace el ndice de carga (marcado con lnea discontinua
roja en la Figura 1.4.2), mientras que la tensin microscpica de fractura transcristalina
apenas muestra dependencia del grado de deformacin. Ese aumento hace que la
temperatura de transicin de dctil a frgil alcance valores ms altos con velocidades de
carga mayores. As, un aumento de la velocidad de carga y una reduccin de la temperatura
perjudican de igual manera la tenacidad.
Un estado de tensin multiaxial tiene una influencia importante sobre la transicin de rotura
dctil a fractura transcristalina. Un estado de tensin triaxial, en el que las tres tensiones
principales
1
,
2
y
S
sean positivas (pero no iguales), inhibe o restringe el inicio de la
fluencia. En estas condiciones la fluencia tiene lugar con una mayor tensin que la
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
73
observada en un estado de tensin uniaxial o biaxial. Esta situacin es la que muestra la
Figura 1.4.3, en la que puede verse que la temperatura de transicin derivada de la
interseccin de las curvas de resistencia al despegue y lmite elstico se ha desplazado a
una temperatura ms elevada, es decir, que el metal se ha hecho ms frgil.
Figura 1.4.3 Influencia de la multiaxialidad en la temperatura de transicin T
t
La situacin ms habitual en la que se dan estados multiaxiales de tensin en estructuras de
acero, es en combinacin con entalladuras o fisuras en secciones gruesas. La concentracin
de tensin en la raz de la entalladura da lugar a una zona local de tensiones triaxiales, aun
cuando la carga aplicada puede ser unidireccional.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
74
Figura 1.4.4 Contracciones transversales cerca de la punta de la entalladura en una chapa
gruesa
Tenacidad a la rotura
La mecnica de rotura proporciona una descripcin cuantitativa de la resistencia de un
material a la rotura. La tenacidad a la rotura es una propiedad del material que puede
utilizarse para predecir el comportamiento de los elementos que tengan fisuras o
entalladuras agudas. Las propiedades de tenacidad a la rotura se obtienen mediante
ensayos sobre probetas con fisuras o entalladuras intencionadas y sometidas a las
condiciones de carga prescritas.
Dependiendo de la resistencia del material y del espesor de la seccin, se aplica el concepto
de mecnica de rotura lineal-elstica (LEFM: Linear-elastic fracture mechanics) o elasto-
plstica (EPFM: Elastic-plastic fracture mechanics).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
75
El mtodo de mecnica de rotura lineal-elstica
El factor de intensidad de tensin describe la intensidad del campo de tensin elstico en el
extremo de la fisura de una probeta gruesa, profundamente fisurada y cargada
perpendicularmente al plano de la fisura.
K
I
= o no (1.4.1)
Donde:
es la tensin normal,
a es la profundidad de la fisura,
Y es la funcin correctora dependiente de la fisura y de la geometra de la pieza de
ensayo.
El valor crtico del factor de intensidad de tensin para el inicio del crecimiento de la fisura es
la tenacidad a la rotura K
IC
.
Otra propiedad del material que se obtiene de la mecnica de rotura lineal-elstica es la
velocidad de energa liberada G
I
. Indica cunta energa de deformacin elstica se libera
durante la propagacin de la fisura. Se determina de acuerdo con la ecuacin:
0
I
= n
2
c
2
u
L
=
K
I
L
(1.4.2)
Donde:
E es el mdulo de Young.
De forma anloga al factor de intensidad de tensin, el crecimiento de la fisura tiene lugar
cuando G
I
alcanza un valor crtico G
IC
. Las propiedades de tenacidad a la rotura K
IC
y G
IC
se
determinan con probetas de mecnica de rotura, generalmente tal como muestra la Figura
1.4.5.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
76
Figura 1.4.5 Probetas de fracturas mecnicas y medicin de carga F, desplazamiento v y flecha
f en probetas CT y SENB
La importancia del valor de los parmetros de tenacidad a la fractura K
IC
y G
IC
es que, una
vez han sido medidos para un material concreto, se pueden utilizar las ecuaciones (1.4.1) y
(1.4.2) para hacer predicciones cuantitativas del tamao del defecto necesario para provocar
una fractura frgil correspondiente a una tensin dada, o de la tensin que ocasionar una
fractura frgil con un defecto de tamao conocido.
Como su nombre indica, la mecnica de rotura lineal-elstica es aplicable a los materiales
que se rompen cuando son sometidos a unas condiciones de carga elsticas. Los
fenmenos de rotura que se dan en aceros bonificados altamente resistentes es de este
tipo. En aceros para estructuras con resistencia menor, antes de que se produzca la rotura
se desarrolla en la raz de la entalladura una plasticidad extensiva. Este comportamiento
invalida muchas de las presunciones de la mecnica de rotura lineal-elstica y dificulta o
resta significado al ensayo. En estos casos se ha de aplicar la mecnica de rotura elasto-
plstica.
El mtodo de mecnica de rotura elasto-plstica
Una de las consecuencias del desarrollo de plasticidad en el extremo de una fisura
anteriormente aguda, es que sta se har ms roma y se producir un desplazamiento de la
abertura en la posicin del extremo original de la fisura. Es el desplazamiento de la abertura
del extremo de la fisura (CTOD). Conforme contina la carga el valor CTOD aumenta hasta
que, finalmente, se alcanza un valor crtico
c
en el que se produce el crecimiento de la
fisura.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
77
El desplazamiento crtico de la abertura del extremo de la fisura es una medida de la
resistencia del material a la fractura, es decir, una medicin alternativa de la tenacidad a la
rotura.
Para los materiales que presentan poca plasticidad antes del fallo, el CTOD crtico,
c
, se
puede referir a los parmetros de tenacidad a la rotura lineal-elsticos K
IC
y G
IC
, como sigue:
K
IC
2
=
Lu
IC
(1-
2
)
=
mLc
j
6
c
(1-
2
)
(1.4.3)
Donde:
E es el mdulo de Young,
y
es el lmite elstico uniaxial,
es el coeficiente de Poisson,
m es un factor de restriccin con un valor entre 1 y 3 dependiendo del estado de tensin
en el extremo de la fisura.
Otra forma de considerar la plasticidad del extremo de la fisura es determinando la integral
J. J se define como una integral cuyo dominio es una lnea independiente de recorrido a
travs del material que circunda al extremo de la fisura. Viene dada por:
[ = -
1
B
d0
du
(1.4.4)
Donde:
U es la energa potencial,
B es el grosor de la probeta,
a es la longitud de la fisura.
u = ] FJI
g
v
g
0
(1.4.5)
F es la carga,
V
g
es el desplazamiento total.
Puesto que la determinacin de J resulta difcil, en la prctica se utilizan soluciones
aproximadas.
[ =
0
bB
=
1
bB
] FJI
g
v
g
0
(1.4.6)
Donde:
b = w a
= 2 (para probetas SENB)
= 2 + 0,522 b/w (para probetas CT)
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
78
Par a saber ms
El valor crtico de J es una caracterstica del material y se expresa J
IC
. En el caso lineal-
elstico, J
IC
es igual a G
IC
.
Conceptos de mecnica de rotura
La base de un anlisis de seguridad de mecnica de rotura es la comparacin entre la
fuerza directriz de la fisura existente en la estructura y la tenacidad a la rotura del material,
evaluada en ensayos a pequea escala. La aplicacin de uno de los conceptos depende del
comportamiento global de la estructura, que puede ser lineal-elstico (concepto K) o elasto-
plstico (concepto CTOD o de integral J). Para que la estructura sea segura la fuerza
directriz de la fisura debe ser menor que la tenacidad a la rotura. En general los valores de
tenacidad se evalan de acuerdo con estndares existentes. La fuerza directriz de la fisura
se puede calcular sobre la base de soluciones analticas (concepto K), mtodos empricos o
semiempricos (mtodo de la curva de diseo CTOD proyectado, procedimientos CEGB-R6)
o mediante soluciones numricas (indirectamente: manual EPRI; directamente: clculos de
elementos finitos). A continuacin se explican brevemente los diferentes mtodos:
Concepto K
El concepto K se puede aplicar en el caso de un comportamiento lineal-elstico del
elemento. La fuerza directriz de la fisura, denominada factor de intensidad de tensin K
I
y
definida anteriormente, se ha evaluado para una gran serie de situaciones, ofrecindose
frmulas de clculo por ejemplo en el manual de anlisis de tensin de fisuras.
Normalmente, la tenacidad crtica a la rotura K
IC
del material se evala de acuerdo con la
norma E 399 de ASTM o con la Norma Britnica BS 5447. Puede descartarse un fallo por
fragilidad en tanto en cuanto:
K
I
< K
IC
Para una tenacidad dada a la rotura, la longitud crtica de la fisura o nivel de tensin se
puede calcular a partir de:
o
c
=
1
n
j
K
IC
c
[
2
(1.4.7)
o
C
=
K
IC
nu
(1.4.8)
Mtodo de la curva de diseo CTOD proyectado
Se puede determinar una longitud de la fisura o nivel de tensin crticos mediante la curva
lmite del mtodo de curva de CTOD proyectado, destinado a la evaluacin de la fuerza
directriz, junto con valores medidos de CTODcrit correspondientes al material. La curva
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
79
lmite ha sido adoptada por diversas normas, por ejemplo la Norma Britnica BS-PD 6493.
La ltima versin de curva lmite se muestra en la Figura 1.4.6 y puede emplearse para:
2aW u,S y
net
YS
Los anlisis slo se pueden realizar en condiciones elsticas globales (
net
YS
), si bien
frente al extremo de la fisura puede tener lugar una deformacin plstica local que se tiene
en cuenta en el valor CTOD del material.
Figura 1.4.6 Clculos de fallo de chapa mediante el enfoque de Curva-Diseo-CTOD
Procesos CEGB-R6
Los procesos CEGB-R6 pueden utilizarse para evaluar la seguridad de estructuras en
cuanto al comportamiento frgil o dctil del elemento. La transicin de comportamiento
lineal-elstico a elasto-plstico est descrita en un diagrama de anlisis de fallo por una
curva lmite (Figura 1.4.11). El valor de la ordenada K
r
puede considerarse como cualquiera
de las tres relaciones equivalentes de la fuerza directriz de la fisura aplicada, respecto de la
tenacidad a la rotura del material, como sigue:
K
=
K
I
K
mct
=
]ucto dc ntcnsdud dc tcnson upIcudo
tcnucdud u Iu ]uctuu
(1.4.9)
K
= _
C01 cIstco upIcudo
C01 citco dcI mutcuI
(1.4.10)
K
= _
] cIstcu upIcudu
vuIo ] citco dcI mutcuI
(1.4.11)
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
80
Otros mtodos
Otros mtodos estn apareciendo. El Instituto de Investigacin de la Energa Elctrica
(Electrical Power Research Institute (EPRI)) de Nueva York ha utilizado un anlisis
detallado mediante elementos finitos para determinar valores lmites de la integral J para
geometras estndar. De manera alternativa, los valores de la integral J pueden obtenerse
mediante el anlisis directo de la situacin particular mediante elementos finitos.
Combinacin ptima de resistencia y calidad
La metalurgia qumica y fsica puede modificar las caractersticas de la microestructura de
manera que se puedan satisfacer requisitos de resistencia y tenacidad ptimas. La
combinacin de los distintos tratamientos permite conseguir una amplia gama de
propiedades del acero (Figura 1.4.7):
Figura 1.4.7 Cambio de la temperatura de transicin de impacto del acero estructural mediante
metalurgia qumica
Tratamientos metalrgicos qumicos
La variacin de la composicin qumica de un acero aadindole elementos de aleacin
tiene como objetivo aumentar su resistencia y/o la resistencia a la fractura frgil. El
endurecimiento por solubilizacin de la fase slida reduce generalmente la tenacidad, y no
se emplea demasiado. El endurecimiento por precipitacin aumenta tambin la resistencia y
reduce la tenacidad. La adicin de manganeso y nquel produce un pequeo aumento de la
resistencia debido al endurecimiento por disolucin, pero una reduccin ms significativa se
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
81
produce en la temperatura de transicin en el ensayo de resiliencia, debida al afino de grano
(Figura 1.4.8). La aleacin con elementos de microaleacin como niobio (Nb), vanadio (V) y
titanio (Ti), que produce carburos y nitruros, eleva simultneamente la resistencia, mediante
el endurecimiento por precipitacin, y la tenacidad, mediante el afino de grano. La
disminucin del contenido de elementos tales como S y P aumenta el grado de pureza, lo
cual afecta positivamente a la tenacidad y a la soldabilidad.
Figura 1.4.8 Tensin de fluencia y temperatura de transicin de impacto del acero con
diferentes combinaciones de aleacin (normalizadas)
Tratamientos metalrgicos fsicos
La microestructura de un acero puede verse muy afectada por el tratamiento o el
conformado en caliente. Mediante una correcta eleccin de la temperatura, el grado de
deformacin, el tiempo transcurrido entre las fases de deformacin y el ritmo de enfriamiento
se puede reducir el tamao de grano y controlar el estado de precipitacin, elevando as la
tenacidad y la resistencia (Figura 1.4.9).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
82
Figura 1.4.9 Tensin de fluencia y temperatura de transicin de impacto del acero con
diferentes microestructuras
Esta combinacin de tratamiento y conformado en caliente, conocida como tratamiento
termomecnico, ofrece resultados aun mejores si se aaden elementos de microaleacin
tales como V o Nb, lo cual ocasiona un afino adicional de grano con una mejora de las
propiedades de tenacidad y resistencia.
Propiedades de fatiga
Cuando se analiza la respuesta de materiales metlicos a una carga cclica es esencial
distinguir entre elementos tales como piezas mecanizadas, que inicialmente no tienen
defectos, y otros como piezas fundidas y estructuras soldadas que, de manera inevitable,
contienen defectos preexistentes. El comportamiento a la fatiga de estos dos tipos de
elementos es muy diferente. En el primer caso, la mayor parte de la vida a la fatiga se
consume al iniciarse una fisura: es una fatiga de inicio controlado. En el segundo tipo de
elemento las fisuras ya existen y la totalidad de la vida a la fatiga se consume al propagarse
las fisuras: es una fatiga de propagacin controlada.
En un material determinado, la resistencia a la fatiga difiere mucho en funcin de si la
aplicacin es de inicio controlado o de propagacin controlada. Tambin la solucin de
material ms adecuada puede ser muy diferente dependiendo de la aplicacin. Por ejemplo,
en el caso de fatiga de inicio controlado, la resistencia a la fatiga aumenta con la resistencia
a la traccin y por tanto suele resultar beneficioso utilizar materiales altamente resistentes.
Por el contrario, con la fatiga de propagacin controlada la resistencia a la fatiga puede en
realidad disminuir si se emplea un material de resistencia mayor.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
83
Fatiga de inicio controlado
Ensayo
El diagrama bsico en el ensayo de la fatiga es el Whler o diagrama S-N (Figura 1.4.10).
Las probetas se someten a una carga cclica de amplitud constante, registrndose el
nmero de ciclos hasta la rotura. Este parmetro se traza en contraste con la
correspondiente amplitud de tensin, con una escala de doble logaritmo o semilogartmica.
El diagrama se divide en dos partes. En la primera, la vida aumenta segn desciende la
amplitud de tensin alternativa. En la segunda, para la mayora de los aceros ferrticos, la
curva se hace horizontal y define una tensin de lmite de fatiga por debajo de la cual no
puede nunca producirse un fallo. La transicin o codo entre las dos partes de la curva est
entre 3 y 10 x 10
6
ciclos, dependiendo del material. Para otras aleaciones, por ejemplo
metales de red cbica de caras centradas, que no presentan lmite de fatiga, el lmite de
resistencia se define como la amplitud de tensin que corresponde a una vida de 10
7
ciclos.
Figura 1.4.10 Diagramas S-N: Diferentes tipos de representacin
Uno de los aspectos caractersticos de las propiedades de fatiga es la amplia dispersin de
los resultados en condiciones de ensayo constantes. Por eso deben realizarse de 6 a 10
experimentos para cada amplitud de tensin. El anlisis se efecta por medio de una
evaluacin estadstica que ofrece diferentes curvas S-N para diversas probabilidades de
vida (curvas de 10%, 50%, 90%).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
84
Dao por fatiga
Fase sin fisuras
Durante los primeros 10
4
ciclos de tensin, aunque la carga es nominalmente
elstica, tiene lugar una actividad de dislocacin en zonas localizadas que conduce a
la formacin de unas bandas de deformacin plstica localizada conocidas como
bandas de deslizamiento permanente (persistent slip bands (PSB)).
Inicio de la fisura
El inicio de la fisura tiene lugar generalmente dentro de las bandas de deslizamiento
permanente. En el caso de metales puros, el inicio de la fisura suele ocurrir en la
superficie. En materiales de calidad comercial, el inicio de la fisura suele darse en
inclusiones no metlicas u otras impurezas que actan como emplazamientos
microscpicos de concentracin de deformacin.
Propagacin de la fisura
Una vez iniciada, la fisura se propaga por un pequeo nmero de primeros granos en
la direccin de mximo esfuerzo cortante, es decir, a 45 respecto de la tensin
normal. Cuando la fisura ha alcanzado una longitud de algunos dimetros de grano,
la propagacin continuada es controlada por el campo de intensidad de tensin
cclica en el extremo de la fisura, y el recorrido de la fisura se orienta a 90 respecto
de la direccin de la tensin principal mxima. Aunque la mayor parte de la vida a la
fatiga se consume en el inicio de la fisura, no es algo que se aprecie al examinar la
superficie de rotura, donde slo puede verse la fase de propagacin.
Influencia de diversos parmetros
Las relaciones existentes entre la resistencia a la fatiga de inicio controlado y otros
parmetros son complejas y a veces solo conocidas de un modo cualitativo. Sin embargo,
son muy importantes a la hora de seleccionar el material y dimensionar las piezas
estructurales. Por esta razn se exponen a continuacin una serie de diferentes parmetros,
con referencia a su influencia sobre las propiedades de fatiga.
Carga
Las distintas condiciones de carga incluyen la tensin y compresin cclica, la torsin cclica,
la flexin cclica y cualquier combinacin posible de ellas. Como se expuso en el contexto de
la fluencia en la Unidad 3, estas tensiones complejas se pueden combinar mediante la
frmula de Hencky-von Mises para generar una tensin equivalente comparable a la
resistencia a la fatiga obtenida de la carga uniaxial.
Tensin principal
La resistencia a la fatiga se ve reducida por la tensin principal de traccin y aumentada por
la tensin principal de compresin.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
85
Frecuencia
En la mayora de los materiales no se observa ninguna influencia en una gama amplia.
Algunas aleaciones presentan una menor vida correspondiente a frecuencias menores,
debido a la intervencin de los efectos de la corrosin.
Microestructura
La influencia de la modificacin de la microestructura sobre la resistencia a la fatiga es
similar a la que tiene sobre la resistencia a la traccin. En general, la resistencia a la fatiga
aumenta en proporcin a la resistencia a la traccin. Por ejemplo, en una amplia gama de
aceros forjados la resistencia a la fatiga equivale a entre un 40% y un 50% de la resistencia
a la traccin. La pureza mejorada eleva la resistencia a la fatiga.
Tensiones residuales
Como ocurre con los efectos de la tensin principal, la tensin residual de compresin
mejora la resistencia a la fatiga, mientras que la tensin interna de traccin tiene el efecto
opuesto. Para optimizar la resistencia a la fatiga se genera una tensin residual superficial
de compresin mediante tcnicas tales como el granallado y el laminado superficial.
Superficie
El acabado superficial tiene una gran influencia sobre la fatiga: cuanto ms lisa es la
superficie mayor es la resistencia a la fatiga. El tratamiento de las superficies durante la
fabricacin ocasiona a menudo un endurecimiento por deformacin y tensiones residuales
de compresin, aumentando ambas cosas la resistencia a la fatiga. La influencia de las
entalladuras se describe en Geometra.
Geometra
Las entalladuras y cambios de seccin actan como emplazamientos de concentracin de
tensin y tienen por tanto una influencia considerable sobre las propiedades de fatiga. En el
caso de entalladuras grandes y lisas, la concentracin de tensin debe evaluarse e
incorporarse al anlisis de fatiga. Las entalladuras agudas se comportan como defectos a
modo de fisuras y hacen que el comportamiento a la fatiga sea de propagacin controlada.
Soldadura
La soldadura inevitablemente genera pequeos defectos a modo de fisuras que reducen en
gran medida la resistencia a la fatiga y hacen que la fatiga sea de propagacin controlada.
Corrosin
La exposicin a un entorno corrosivo favorece tanto el inicio como la propagacin de la
fisura. En consecuencia, la resistencia a la fatiga se reduce. El lmite de fatiga en los aceros
puede eliminarse en un elemento corrosivo.
Lmite de fatiga en condiciones de servicio reales
El diagrama S-N caracteriza el comportamiento del material bajo una carga de amplitud
nica. En el caso de construcciones aligeradas de peso, expuestas a complejas tensiones,
los parmetros determinados por esos ensayos no son suficientes.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
86
Para el ensayo en condiciones verdaderas se ha de obtener un anlisis de las tensiones
reales. Con este fin se registran la secuencia y duracin de diferentes niveles de tensin, as
como su aumento o disminucin. O bien se reproduce esta funcin tensin-tiempo en
condiciones de laboratorio, o a partir de estos datos se calculan programas de ensayo
especiales para utilizarlos en experimentos. Los resultados obtenidos mediante este mtodo
no pueden extrapolarse a diferentes materiales y condiciones de carga.
Prediccin del dao acumulativo
Miner fue quien formul el mtodo fundamental para la prediccin del dao acumulativo
durante la vida del material. El dao resultante de cada ciclo a un determinado nivel de
tensin se define como el valor recproco del nmero de ciclos hasta la rotura (1/N
i
). La
rotura tiene lugar cuando la suma de los ciclos a cada nivel (n
i
), referida al nmero de ciclos
hasta la rotura (N
i
) es igual a uno. La frmula matemtica es:
n
i
N
i
= 1 (1.4.12)
Dado que es una ecuacin muy simple, los resultados estn ampliamente dispersados. En
realidad, los valores forman una distribucin gaussiana con un mximo en torno a 1. Para
garantizar una construccin segura, los clculos se realizan con factores inferiores a 1 y
tensiones por debajo de sus valores mximos. Es posible adems tomar en consideracin
los efectos de diferentes niveles de carga con respecto a su nmero, tensin mxima y
secuencia.
Fatiga de propagacin controlada
El acero moldeado, las piezas brutas de forja y las estructuras soldadas contienen
invariablemente imperfecciones superficiales que se comportan como nfimos defectos a
modo de fisuras y que eliminan de hecho la fase de inicio de la fisura en la fatiga. En
consecuencia, la totalidad de la vida a la fatiga se ve afectada por la propagacin de la
fisura. El ritmo de avance de la fisura est determinado por la intensidad de tensin cclica
K
r
, que es la equivalente cclica del factor de intensidad de tensin K
I
.
K
I
= o K
I
m
(1.4.13)
Donde:
es la amplitud de tensin cclica,
a es la profundidad de la fisura,
Y es la funcin correctora dependiente de la fisura y de la geometra de la pieza de
ensayo.
La velocidad de propagacin de la fisura viene entonces dado por la siguiente relacin,
conocida como Ley de Paris:
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
87
du
dN
= C K
I
m
(1.4.14)
N = nmero de ciclos
C es una constante de material inversamente proporcional al mdulo de Young E. La
potencia m tiene un valor de cerca de 3 para la mayora de los materiales metlicos.
La ventaja de la descripcin que la mecnica de rotura hace de la propagacin de la fisura
es que la ecuacin de la velocidad se puede integrar para determinar el nmero de ciclos
necesarios para que una fisura se propague desde una longitud inicial a
i
a una longitud final
a
f
. As, siendo m = 3;
N
]
=
2
C
3
c
3
n
3
2
,
_
1
u
i
1
2
,
-
1
u
]
1
2
,
_ (1.4.15)
a
i
puede ser un tamao conocido de la fisura o un lmite NDT
f
,
a
f
puede ser un tamao crtico del defecto para una rotura inestable, o una dimensin
del elemento como puede ser el grosor de pared de un recipiente.
I mpor t ant e
En la ecuacin 1.4.15, la constante C depende del tipo de material pero es insensible a las
variaciones en la microestructura o el nivel de tensin. En consecuencia, dada la amplitud
de tensin cclica , la vida a la fatiga es independiente de la resistencia del material. Sin
embargo, si la amplitud de tensin aumenta en proporcin al lmite elstico del material, al
material de mayor resistencia le corresponder una menor vida a la fatiga. Por ejemplo, un
doble aumento de la amplitud de tensin reduce casi diez veces la vida a la fatiga. Es esta
una restriccin importante a la hora de utilizar aceros para estructuras altamente
resistentes en aplicaciones dominadas por la fatiga.
El comportamiento a la fatiga de las juntas soldadas es de propagacin controlada. Sin
embargo no puede aplicarse el anlisis de mecnica de rotura, ya que no puede evaluarse
el tamao inicial del defecto y la amplitud de tensin cclica se ve amplificada por los efectos
de la concentracin local de tensin asociados al perfil de soldadura. En su lugar, la
resistencia a la fatiga se determina experimentalmente para la amplitud de tipos y procesos
de soldadura empleados normalmente en estructuras soldadas. Estos datos se presentan
como una serie de curvas S-N correspondientes a diferentes clasificaciones de soldadura,
como muestra la Figura 1.4.10.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
88
Opi ni n del Ex per t o
La resistencia a la fatiga de juntas soldadas no es sensible a la resistencia de la chapa de
base. En consecuencia, como se ha explicado anteriormente, resulta difcil sacar
totalmente partido a los aceros altamente resistentes en estructuras soldadas donde la
exposicin a una N carga cclica es significativa.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
89
Parte 2 Calidades y soldabilidad del acero
N PASO TTULO
1 Calidades y tipos de aceros
Introduccin
Merced a su gran rentabilidad, el acero es uno de los materiales de construccin ms
importantes. Mediante cambios en la composicin qumica y en las condiciones de
fabricacin es posible modificar las propiedades del acero de manera muy variada, teniendo
el fabricante de acero la posibilidad de adaptar las propiedades a las exigencias especficas
de los usuarios.
Al igual que las propiedades qumicas y mecnicas, la homogeneidad, la calidad superficial
y la forma y dimensiones geomtricas pueden ser criterios importantes para los usuarios de
productos de acero.
Los aceros utilizados para aplicaciones estructurales son principalmente laminados en
caliente en forma de perfiles, chapas, flejes, pletinas, barras y perfiles huecos. Estos
productos pueden haber estado sometidos a un conformado en fro tras el laminado en
caliente. El material colado y forjado se utiliza tambin a veces.
Para facilitar la fabricacin, pedido y utilizacin de los productos de acero, sus tipos y
calidades estn enumerados en normas y especificaciones de calidad que ofrecen la
composicin qumica y las propiedades mecnicas y tecnolgicas.
Esta unidad se ocupa de la clasificacin de los tipos de acero y ofrece un panorama de los
principales tipos utilizados en la construccin metlica.
Definicin de acero
De acuerdo con la norma europea EN 10020, el acero es un material con el hierro como
elemento predominante, con un contenido en carbono generalmente inferior al 2% y que
contiene otros elementos (ver Figura 2.1.1). Un nmero limitado de aceros al cromo pueden
contener ms de un 2% de carbono, pero el 2% suele ser la lnea divisoria entre el acero y la
fundicin.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
90
Figura 2.1.1 Diagrama de fase hierro-carbono. Cortesa de ITEA
Clasificacin de los tipos de acero
La norma europea EN 10020 clasifica los tipos de acero en:
Aceros no aleados y aceros aleados, segn la composicin qumica.
Clases de calidad definidas por la propiedad principal o por las caractersticas de
aplicacin correspondientes a los aceros no aleados y aleados.
Clasificacin segn la composicin qumica
La clasificacin se basa en el anlisis sobre colada especificado en la norma o en la
especificacin de producto, y viene determinada por los valores mnimos establecidos para
cada elemento.
Los aceros no aleados son tipos de acero para los que no se alcanza ninguno de
los valores lmite indicados en la Tabla 2.1.1.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
91
Los aceros aleados son tipos de acero para los que se alcanza al menos uno de los
valores lmite indicados en la Tabla 2.1.1.
Tabla 2.1.1 Lmite entre aceros no aleados y aleados. Cortesa de ITEA
Clasificacin segn clases de calidad
Los tipos de acero pueden clasificarse en las siguientes clases de calidad:
Clases de aceros no aleados
Aceros de base no aleados
Aceros de calidad no aleados
Aceros especiales no aleados
Clases de aceros aleados
Aceros de calidad aleados
Aceros especiales aleados
Para esta clasificacin se han de tomar en consideracin los siguientes puntos:
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
92
Composicin qumica.
Propiedades mecnicas.
Tratamiento trmico.
Limpieza, en trminos de inclusiones no metlicas.
Exigencias de calidad particulares, por ejemplo la adecuacin al conformado en fro,
al estirado en fro, etc.
Propiedades fsicas.
Aplicacin.
Los detalles de esta clasificacin se encuentran en la norma EN 10020.
Normas de calidad destinadas a aceros para estructuras
Consideraciones generales
En esta seccin se describe la forma de una norma de calidad destinada a aceros para
estructuras y se analizan los puntos principales.
Generalmente el contenido de una norma de este tipo es el siguiente:
Objeto y campo de aplicacin.
Clasificacin y designacin de calidades.
Proceso de fabricacin del acero.
Estados de suministro.
Composicin qumica.
Propiedades mecnicas de traccin.
Propiedades mecnicas de resiliencia (ensayo de choque).
Propiedades tecnolgicas. Soldabilidad.
Propiedades tecnolgicas. Conformabilidad.
Acabado superficial.
Inspeccin y ensayo.
Marcado del producto.
Proceso de fabricacin del acero.
Generalmente el proceso de fabricacin del acero (horno bsico de oxgeno, horno elctrico,
etc.) es eleccin del fabricante.
En cuanto al mtodo de desoxidacin, son posibles los siguientes:
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
93
Opcional El fabricante elige el mtodo.
Acero efervescente (sin
adicin de elementos
desoxidantes)
Este tipo de acero solo se utiliza para los aceros con bajos lmites
aparentes de fluencia y sin exigencias especiales de tenacidad.
Acero calmado (actualmente
prohibido)
El fabricante debe entregar acero semicalmado o calmado.
Acero totalmente calmado con elementos de enlace del nitrgeno en cantidades suficientes para
combinar el nitrgeno disponible, por ejemplo 0,020% Al.
Tabla 2.1.2 Mtodos de desoxidacin
Estados de suministro.
Se permiten diversos estados de suministro:
Suministro a eleccin del fabricante.
Laminado en caliente, es decir, en estado bruto de laminacin.
Tratamiento termomecnico: Conformado de normalizacin (N), Conformado
termomecnico (TM).
Normalizado (N).
Debe hacerse constar que en esta unidad no se tratan los aceros bonificados.
El estado de suministro del producto es muy importante en relacin con la aplicacin
del acero. Por eso ese estado debe figurar claramente en el pedido. Se ha de prestar
una especial atencin a los productos normalizados (N), o de conformado de
normalizacin (N), as como a los aceros conformados termomecnicamente (TM).
Estos ltimos, a diferencia del material N, no son adecuados para un tratamiento
trmico (salvo atenuacin de tensiones) o deformacin en caliente (1100C)
posteriores. El tratamiento de aceros TM a elevadas temperaturas conduce a una
disminucin de la resistencia.
Conformado de normalizacin
El conformado de normalizacin es un tratamiento termomecnico en el que la deformacin
final se lleva a cabo dentro de una gama de temperatura tal, que la austenita se recristaliza
completamente dando lugar a un estado del material equivalente al que se obtiene tras la
normalizacin. La designacin de este estado de entrega es N.
Conformado termomecnico
El conformado termomecnico es un tratamiento termomecnico en el que la deformacin
final se lleva a cabo dentro de una gama de temperatura que permite solo una pequea
recristalizacin de la austenita, o ninguna. El conformado termomecnico da lugar a un
estado del material con determinadas propiedades del mismo. Este estado del material no
se puede conseguir o reproducir con el tratamiento trmico por s solo. La designacin de
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
94
este estado de entrega es TM. Una de las ventajas del conformado termomecnico es el
afinado de grano consecuencia del tratamiento.
Debe tenerse en cuenta que el material tratado TM presenta con respecto a los aceros N del
mismo tipo las siguientes ventajas:
Menor contenido de elementos de aleacin.
Mejor soldabilidad merced a un menor equivalente de carbono.
Menor coste.
Ahorro de tiempo merced al tratamiento en lnea.
Sin limitaciones en la longitud de los productos.
Composicin qumica.
Las exigencias se basan en el anlisis sobre la colada, y no en el del producto. Si se
especifica un anlisis del producto se han tener en cuenta las desviaciones admisibles del
mismo con respecto a los lmites especificados del anlisis sobre colada.
Propiedades mecnicas de traccin.
A continuacin se describen las propiedades mecnica de traccin y el valor a indicar de
cada una de ellas:
Lmite elstico ReH: valor mnimo
Resistencia a la traccin Rm: valores mnimo y mximo
Alargamiento: valor mnimo
Los valores exigidos dependen del espesor del material. El lmite elstico y la resistencia a
la traccin disminuyen segn aumenta el grosor, lo cual puede explicarse por el hecho de
que al material ms grueso le corresponde un menor afino del grano durante el laminado.
Propiedades mecnicas de resiliencia (ensayo de choque).
Se especifican la temperatura de ensayo y la mnima energa absorbida.
Propiedades tecnolgicas. Soldabilidad.
La soldabilidad, propiedad muy importante en los aceros para estructuras, se juzga con base
en lo siguiente:
a) tendencia a la fisuracin en fro,
b) tenacidad de la zona afectada por el calor.
La soldabilidad est influenciada por la composicin qumica y por la estructura
metalogrfica del acero. Al aumentar el contenido de elementos de aleacin disminuye la
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
95
soldabilidad. Mediante el afino del grano se obtiene sin embargo una mejora de la
soldabilidad.
Generalmente la soldabilidad disminuye al aumentar la resistencia a la traccin, lo cual est
relacionado con el mayor contenido de elementos de aleacin de los aceros altamente
resistentes.
Figura 2.1.2 Ejemplo de variacin de soldabilidad con composicin: condiciones limitantes que
requieren un precalentamiento mnimo de 100C para diferentes valores de carbono
equivalente para soldadura WEG. Cortesa de ITEA
La Figura 2.1.2 muestra la influencia de la composicin sobre la soldabilidad. La velocidad
de enfriamiento incrementa la susceptibilidad a la fisuracin en fro y est controlado por el
espesor combinado de los recorridos del calor que se alejan de la soldadura, el eje vertical
en el grfico. La energa de arco, el eje horizontal del grfico, tambin influye sobre la
velocidad de enfriamiento: cuanto mayor sea el consumo de calor, ms tardar en enfriarse.
El grfico muestra cmo la reduccin del equivalente de carbono aumenta el intervalo de
condiciones que se pueden soldar con un precalentamiento prefijado, aqu 100C, y con un
proceso de soldadura concreto, aqu MAG con electrodos de alambre convencionales.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
96
Propiedades tecnolgicas. Conformabilidad.
Los aceros para estructuras son adecuados para el conformado en fro y en caliente. Debe
tenerse presente que los aceros tratados termomecnicamente no deberan utilizarse para
un conformado en caliente.
La conformabilidad en fro incluye la capacidad de deformacin, el conformado de
laminacin y el estirado de barras. Se evala mediante ensayos de flexin. El radio de
curvatura interior especificado aumenta conforme lo hacen el espesor del material y la
resistencia a la traccin. Las muestras del ensayo de flexin se pueden tomar en direccin
longitudinal o transversal.
Acabado superficial.
El producto de acero debe estar libre de aquellos defectos que impediran su utilizacin para
el uso al que ha sido destinado.
Inspeccin y ensayo.
Las normas de calidad especifican:
El tipo de ensayo (de traccin, de choque, de flexin, anlisis qumico, etc.).
Lotes: la verificacin de las propiedades mecnicas se puede llevar a cabo por lotes
(por ejemplo un ensayo por cada 20, 40 o 60 productos) o por colada.
Unidades de inspeccin: nmero de ensayos por lote.
Situacin de las muestras de ensayo: de acuerdo con la EN 10025 (ver Figura 2.1.3).
Seleccin y preparacin de las piezas de ensayo.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
97
Figura 2.1.3 Posicin de piezas de ensayo en EN 10025 Anexo A. Cortesa de ITEA
Marcado del producto.
Los productos de acero debern marcarse con pintura, estampacin o etiquetas adhesivas
duraderas, con la informacin siguiente:
Tipo de acero.
Nmero de colada.
Nombre del fabricante o marca registrada.
Las propiedades mecnicas se pueden especificar en direccin longitudinal y/o
transversal. Longitudinal significa paralelamente a la direccin de laminado; transversal es
perpendicular a la direccin principal de laminado. Durante el laminado en caliente de
productos largos la deformacin tiene lugar principalmente en una direccin, ocasionando
una anisotropa que da lugar a diferentes propiedades mecnicas en las direcciones
longitudinal y transversal. La diferencia se refleja sobre todo en la ductilidad (alargamiento,
resiliencia).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
98
Tipos de acero para estructuras
En esta seccin se describen los siguientes tipos de aceros para estructuras:
Productos laminados en caliente de aceros no aleados para aplicaciones
estructurales generales conforme a EN 10025.
Productos laminados en caliente de aceros soldables de grano fino conforme a EN
10113.
Tipos de acero con caractersticas frente al desgarro laminar.
Productos laminados en caliente de aceros no aleados para aplicaciones
estructurales generales conforme a EN 10025
Descripcin general
Esta norma especifica las exigencias referidas a productos largos (como perfiles y barras) y
productos planos (como chapas, lminas y flejes) de aceros no aleados laminados en
caliente para uso general (base) y aceros de calidad. Son aceros destinados a estructuras
soldadas, roblonadas y atornilladas para un servicio a temperatura ambiente.
Designacin de los aceros
La designacin consiste en:
El nmero de la norma europea (EN 10025).
El smbolo S.
La indicacin del lmite elstico mnimo especificado para espesores 16 mm y
expresado en N/mm
2
.
La designacin de calidad con respecto a la soldabilidad y la resistencia a la fractura
frgil JR, J0, J2 y K2.
Si procede, indicacin del mtodo de desoxidacin (G1 o G2).
Si procede, el smbolo alfabtico correspondiente a la adecuacin para el
conformado en fro, el laminado en fro o el estirado en fro.
Si procede, la indicacin + N si los productos presentan un laminado de
normalizacin.
Un acero con una resistencia a la traccin especfica a temperatura ambiente de 510
N/mm2, grado de calidad J0, sin exigencias respecto a la desoxidacin y adecuado para el
conformado en fro (designacin C), se expresa as:
Acero EN 10025 FS355 JO C
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
99
Tipos de acero
Existen tres tipos estndar de aceros para estructuras.
Aparecen resumidos en la siguiente tabla:
Tabla 2.1.3 Tipos de acero. Cortesa de ITEA
Todos estos tipos son aceros C-Mn, que pueden suministrarse en estado bruto de
laminacin, tratados termomecnicamente o en estado normalizado. El tipo de acero S355
es el que tiene el mayor contenido en manganeso y puede ser tambin microaleado.
Productos laminados en caliente de aceros soldables de grano fino conforme a EN
10113
Descripcin general
Esta norma se aplica a aceros para estructuras laminados en caliente, soldables y de
calidad especial que se entregan en forma de productos planos y largos.
Son aceros utilizados en estructuras soldadas que soportan cargas elevadas, como puentes,
depsitos de almacenamiento, etc.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
100
El lmite elstico mnimo de estos tipos de acero est entre 275 y 460 N/mm2, escogindose
una composicin qumica que garantice una buena soldabilidad. Son aceros totalmente
calmados con la cantidad suficiente de elementos de enlace de nitrgeno para combinar el
nitrgeno disponible. Su estructura es de grano fino.
Estados de entrega
El estado de suministro de todos los productos es conformado de normalizacin (N) o
conformado termomecnicamente (M).
Conformado de normalizacin
El conformado de normalizacin es un tratamiento termomecnico en el que la deformacin
final se lleva a cabo dentro de una gama de temperatura tal, que la austenita se recristaliza
completamente dando lugar a un estado del material equivalente al que se obtiene tras la
normalizacin. La designacin de este estado de entrega es N.
Conformado termomecnico
El conformado termomecnico es un tratamiento termomecnico en el que la deformacin
final se lleva a cabo dentro de una gama de temperatura que permite solo una pequea
recristalizacin de la austenita, o ninguna. El conformado termomecnico da lugar a un
estado del material con determinadas propiedades del mismo. Este estado del material no
se puede conseguir o reproducir con el tratamiento trmico por s solo. La designacin de
este estado de entrega es TM.
Clasificacin de calidades
Todos los tipos se pueden entregar con las siguientes calidades:
KG: para calidades con valores mnimos especificados de resiliencia a temperaturas
no inferiores a 20C.
KT: temperatura muy baja con valores mnimos especificados de resiliencia a
temperaturas muy bajas no inferiores a 50C.
Designacin
La designacin de los aceros consiste en lo siguiente:
El nmero de la norma EN 10113.
El smbolo S.
La indicacin del lmite elstico mnimo especificado para espesores 16 mm y
expresado en N/mm2, precedido de S.
El estado de entrega N o M.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
101
La letra mayscula correspondiente a la calidad, con valores mnimos especificados
de resiliencia a temperaturas no inferiores a 50C. En el caso de aceros por debajo
de este umbral, se indicar la letra L.
Ej empl o
Un acero con un lmite elstico mnimo a temperatura ambiente de 355 N/mm2,
conformado termomecnicamente, adecuado para una aplicacin a 60C:
Acero EN 10113-3 S355 M L
Calidades y tipos de acero
Las calidades y tipos de acero de esta norma se resumen como sigue:
Tabla 2.1.4 Tipos de acero. Cortesa de ITEA
Debe tenerse en cuenta que para el ensayo por choque se especifican valores
correspondientes a las direcciones longitudinal y transversal, cuando para EN 10025 solo se
requieren valores en direccin longitudinal. Los valores mnimos estn tambin estimados
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
102
para temperaturas de ensayo ms elevadas pero, a no ser que se especifique en el
momento del anlisis y el pedido, el valor de choque deber verificarse con piezas de
ensayo longitudinales ensayadas a 20C o 50C, de acuerdo con la calidad.
Tipos de acero con propiedades frente al desgarro laminar
Descripcin general
Los tipos de acero con propiedades frente al desgarro laminar son aceros para estructuras
con una gran resistencia al desgarro laminar, que es un fenmeno de fisuracin que tiene
lugar sobre todo bajo las juntas soldadas, Figura 2.1.4.
Figura 2.1.4 Desgarro laminar. Cortesa de ITEA
Hay tres factores que contribuyen a la aparicin del desgarro laminar:
a) Una ductilidad defectuosa en la direccin del espesor, es decir, perpendicularmente
a la superficie.
b) La restriccin estructural.
c) El diseo de juntas.
Puesto que b) y c) no estn relacionadas con la calidad del acero, no se tratan.
En general, los aceros laminados poseen unas propiedades de ductilidad en la direccin del
espesor (direccin Z) inferiores a las de la direccin de laminado. La razn principal de la
reducida ductilidad en espesor son las inclusiones no metlicas, sobre todo de sulfuros de
manganeso y silicatos de manganeso que son alargadas en la direccin de laminado.
Se obtiene un nivel elevado de ductilidad en espesor mediante un tratamiento especial en la
cuchara durante la fabricacin del acero, que asegura un contenido muy bajo de azufre y
una forma controlada de las inclusiones no metlicas.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
103
Calidades con propiedades frente al desgarro laminar
La resistencia al desgarro laminar se expresa en trminos de reduccin del rea de los
ensayos de traccin en espesor.
De acuerdo con EN 10164, se pueden pedir tres niveles de calidad con propiedades frente
al desgarro laminar:
Tabla 2.1.5 Propiedades frente al desgarro laminar. Cortesa de ITEA
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
104
N PASO TTULO
2 Seleccin de la calidad del acero
Introduccin
Se dan circunstancias en las que la integridad de la estructura no est gobernada por la
resistencia del metal sino por otra propiedad, a saber, la tenacidad.
Estas situaciones implican generalmente la presencia de defectos en la estructura tales
como fisuras o entalladuras agudas, y se ven favorecidas cuando la temperatura es baja. La
existencia de cargas dinmicas es otro parmetro que aumenta el riesgo de la llamada
fractura frgil.
As pues, el ingeniero debe pensar que el concepto de estados de contorno lmites y el
cumplimiento de los criterios relacionados solo se pueden aplicar y resultar en un proyecto
seguro si se satisfacen las condiciones previas que previenen la fractura frgil.
En circunstancias normales, no es posible emprender un anlisis detallado de adecuacin
al servicio que implique sofisticados ensayos de mecnica de rotura ya sea en la fase de
proyecto, ya en la de fabricacin y ereccin de estructuras convencionales. Para estas
construcciones se han de desarrollar y especificar en cdigos de edificacin reglas simples
que definan qu calidades de acero se han de escoger para garantizar un proyecto seguro.
Esta unidad est dividida en secciones, dedicadas respectivamente a:
Un breve repaso a la fractura frgil.
Una revisin de los diferentes conceptos de la mecnica de rotura.
Una presentacin de los diferentes enfoques en los que se puede basar una
metodologa para la seleccin del acero.
El fenmeno de fractura frgil
Se dice que un material es en general frgil si no se puede deformar en un grado apreciable
antes de romperse. Este comportamiento no implica que la resistencia a la rotura por
traccin medida en una probeta lisa durante un ensayo de traccin, sea baja. Al contrario,
suele observarse el fenmeno opuesto. Los tratamientos de endurecimiento destinados a
incrementar la resistencia suelen ir acompaados de una degradacin dramtica de la
ductilidad y tienden a aumentar la fragilidad.
La fragilidad no es un concepto ni absoluto ni simple. Por regla general, la susceptibilidad al
comportamiento frgil en un material determinado aumenta:
Cuanto ms baja es la temperatura a la que se ve expuesto.
Cuanto ms rpida es la carga a la que se somete.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
105
Cuanto ms inestable es la distribucin de tensin que experimenta.
Sobre la fragilidad influyen la ductilidad, es decir, la capacidad de un material de deformarse
plsticamente, y por el endurecimiento por deformacin, es decir, la propiedad de desarrollar
una mayor resistencia al sufrir una deformacin plstica. La ductilidad se puede evaluar
fcilmente en un ensayo de flexin en condiciones de deformacin controladas, en el que el
material se dobla en torno a un mandril inducindose grandes deformaciones plsticas en
las fibras externas de la probeta (Figura 2.2.1). Cuanto ms dctil es el material, ms
pequeo es el mandril en torno al cual se puede flexionar sin romperse ni fisurarse.
Figura 2.2.1 Ductilidad valorada por ensayo de plegado. Cortesa de ITEA.
El endurecimiento por deformacin se evala en un ensayo por traccin y se cuantifica por
la pendiente del diagrama tensin-deformacin en el rgimen plstico, o en trminos ms
sencillos, por la relacin de la resistencia a la traccin respecto del lmite aparente de
plastificacin. El endurecimiento por deformacin rige la cantidad de alargamiento uniforme
que puede soportar un material antes de que se formen estricciones o se rompa (Figura
2.2.2).
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
106
Figura 2.2.2 Endurecimiento por deformacin en fro valorado por ensayo de traccin. Cortesa
de ITEA.
Sabas que
Existe un material que no presenta ductilidad alguna y que es intrnsecamente frgil,
produciendo, incluso en una situacin sin defectos, un alargamiento plstico insignificante
durante el ensayo de traccin, sin endurecimiento por deformacin. Ese material es el
vidrio.
El acero suele mostrar un comportamiento dctil en el ensayo de traccin, siendo necesaria
la presencia de algn defecto para inducir fragilidad. Este defecto puede ser una
discontinuidad geomtrica de bordes agudos, constituyendo un elevador de tensin (stress
raiser), o una zona en la que las propiedades mecnicas estn localmente
descompensadas, como la zona afectada por el calor de una soldadura, o una zona de
deformacin plstica local que puede sufrir un subsiguiente envejecimiento por deformacin.
A menudo se presentan juntos los defectos geomtricos y metalrgicos; las soldaduras
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
107
pueden sufrir una falta de penetracin o contener fisuras en fro, mientras que el punzonado
o cizallamiento puede generar rebabas o entalladuras. Puede inducirse as un gran efecto
de fragilizacin.
Si la ductilidad del metal en el extremo de la entalladura fuera muy defectuosa, no habra
posibilidad de enromar la entalladura por deformacin plstica. El resultado sera la
aparicin de una fractura frgil a una carga que puede calcularse a partir de la teora elstica
lineal en funcin de las dimensiones del elemento, el tamao de la entalladura y las
caractersticas de ductilidad del metal.
Cuando existe cierto grado de ductilidad tiene lugar un enromado de la fisura que se refleja
en un cierto grado de abertura de la misma. El comportamiento a la rotura se ve entonces
muy inplastificada por el endurecimiento por deformacin del metal. Si se dispone de un
endurecimiento por deformacin reducido, la fisura puede propagarse por el elemento a un
nivel bastante constante de tensin, bien por desgarro dctil, bien por fisuracin frgil.
Se puede observar un comportamiento a la rotura diferente en un metal dctil capaz de
soportar el endurecimiento por deformacin, pues la propagacin del defecto tras el
enromado de la fisura requiere la aplicacin al elemento de una carga en aumento. Estas
condiciones dan origen a una propagacin estable de la fisura.
Conceptos de mecnica de rotura y procedimientos de ensayo
Se han desarrollado diversos ensayos especficos para evaluar el comportamiento a la
rotura de los materiales, en condiciones de carga y configuraciones de defecto diversas. No
entra en el mbito de esta unidad detallar los procedimientos de ensayo ni revisar los
mtodos de derivacin de valores de tenacidad. Sin embargo, merece la pena enumerar los
principales conceptos y tipos de ensayo, as como los supuestos en los que se basan.
A la mecnica de rotura se le ha dado un enfoque riguroso con base en la teora lineal-
elstica que lleva al bien conocido concepto del factor de intensidad de tensin K
I
. Este
parmetro define por completo el campo de tensin en las proximidades de una fisura. La
rotura se produce cuando alcanza un valor crtico, caracterstico del material. El supuesto
principal de esta teora es la presencia de una mnima deformacin plstica en el extremo de
la fisura. Con el acero estas condiciones se pueden encontrar en productos muy resistentes
o cuando el espesor es grande.
Par a saber ms
A continuacin se definen las ecuaciones bsicas de la mecnica de rotura lineal- elstica
(Linear Elastic Fracture Mechanics (LEFM)), junto con las condiciones de aplicabilidad.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
108
Figura 2.2.3 Modos de carga en el extremo de la fisura segn la mecnica de rotura lineal-
elstica. Cortesa de ITEA.
Figura 2.2.4 Campo de tensin en torno a la fisura (definicin del parmetro K
l
) segn la
mecnica de rotura lineal-elstica. Cortesa de ITEA.
Figura 2.2.5 Fisura en espesor en modo I segn la mecnica de rotura lineal-elstica.
Cortesa de ITEA.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
109
A continuacin se definen las ecuaciones bsicas de la mecnica de rotura lineal- elstica
(Linear Elastic Fracture Mechanics (LEFM)), junto con las condiciones de aplicabilidad.
Figura 2.2.3 Modos de carga en el extremo de la fisura segn la mecnica de rotura lineal-
elstica. Cortesa de ITEA.
Figura 2.2.4 Campo de tensin en torno a la fisura (definicin del parmetro K
l
) segn la
mecnica de rotura lineal-elstica. Cortesa de ITEA.
Figura 2.2.5 Fisura en espesor en modo I segn la mecnica de rotura lineal-elstica.
Cortesa de ITEA.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
110
En muchas circunstancias tiene lugar una plasticidad significativa en el frente de la fisura
antes del fallo, y antes de que se inicie la rotura puede observarse una apertura de la fisura.
El concepto de desplazamiento de la apertura de la fisura (Crack Opening Displacement
(COD)) o ms exactamente (CTOD) define la amplitud de la plasticidad del extremo de la
fisura en una determinada situacin de tensin. La rotura se inicia cuando este parmetro
alcanza un valor crtico (
crit
) que es una caracterstica del material y una medida de su
tenacidad.
La teora de la integral J se basa en esos mismos supuestos, pero calcula una energa de
rotura especfica cuyo valor es independiente del contorno de integracin y una medida
alternativa de la tenacidad del material.
Es importante sealar que los conceptos CTOD y J estn pensados para evaluar situaciones
en las que la rotura ocurre en la regin elasto-plstica pero implica una extensin
relativamente pequea de deformacin plstica en el extremo de la fisura. Para evaluar el
riesgo de fallo por fractura frgil se han dispuesto medios para estimar los valores CTOD o J
en una gran estructura con un defecto, en funcin de las cargas globales aplicadas. Estos
valores estimados se comparan entonces con los valores de fallo crticos correspondientes
al material pertinente. Un diagrama de proyecto bien conocido para ese anlisis de
adecuacin a la aplicacin est basado en el enfoque CTOD.
Figura 2.2.6 Curva de diseo. Cortesa de ITEA.
Todos los procedimientos anteriores exigen normalmente que el producto se pruebe con
todo su espesor, de modo que se deduzca un ndice de tenacidad adecuado. Aunque esta
condicin puede implicar probetas de ensayo de dimensiones bastante grandes, no debe
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
111
pensarse nunca que se obtiene una evaluacin del comportamiento global a la rotura de un
elemento estructural. Por lo tanto, la pertinencia de la extrapolacin de los datos de ensayo
para la evaluacin de grandes estructuras ha de ser verificada comparando el
comportamiento a la rotura calculado con el observado experimentalmente durante los
ensayos en una pieza muy grande, de tamao similar al de las piezas de la estructura real.
El ensayo de placa ancha se ha diseado con este propsito. Implica el ensayo de traccin,
quiz a temperatura reducida, de una probeta ancha (por ejemplo 1m de ancho) con fisuras
a travs de su espesor o superficiales intencionadas. El criterio de plastificacin ofrece una
evaluacin conveniente del rendimiento en el ensayo de placa ancha. Cuando tiene lugar la
plastificacin total, todas las secciones de la probeta, incluso aqullas no afectadas por el
defecto, desarrollan deformaciones plsticas de manera que el alargamiento global basta
para prevenir un fallo repentino. La plastificacin total asegura tambin que la estructura
pueda alcanzar su mxima carga elstica prevista, es decir, el producto de la tensin de
plastificacin del material por la seccin bruta, como si no estuviera afectada por el defecto,
lo cual es una ventaja obvia en cuanto a seguridad. Puede definirse una longitud crtica del
defecto por encima de la cual no puede seguirse cumpliendo el criterio; solo se consigue
entonces una plastificacin de seccin neta o una plastificacin contenida.
Par a saber ms
Los conceptos principales relativos al ensayo de placa ancha se pueden resumir
en la siguiente figura:
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
112
Figura 2.2.7 Conceptos asociados con el ensayo de plano ancho. Cortesa de ITEA.
Se dan situaciones en las que la resistencia a la rotura no se rige por la tenacidad sino por la
capacidad de soporte de carga de la seccin neta de la pieza afectada por un defecto. Esta
situacin puede darse con materiales muy dctiles afectados por fisuras. El colapso plstico
corresponde a la consecucin de desplazamientos ilimitados en la seccin neta cuando la
carga aplicada induce una tensin en la seccin neta igual a la tensin de deformacin
plstica del material. Puede definirse una relacin S
r
para expresar la seguridad contra el
colapso plstico en una condicin de carga dada. A veces es ms conveniente utilizar como
referencia la tensin de plastificacin del material y pensar en trminos de carga de
deformacin plstica. Se toma entonces en consideracin una relacin L
r
.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
113
Par a saber ms
t De acuerdo con el concepto de colapso plstico, la resistencia de soporte de carga de
una estructura con un defecto, es igual al producto de la tensin de deformacin plstica
por la seccin neta.
El diagrama siguiente representa la tensin bruta en el colapso plstico, en una chapa con
un defecto en espesor en funcin de la relacin 2a/W (longitud del defecto respecto de la
anchura de la chapa).
Figura 2.2.8 Tensin bruta en el colapso plstico. Cortesa de ITEA.
Donde:
Re tensin de plastificacin del material,
Rf tensin de deformacin plstica del material,
Rm resistencia del material a la traccin.
154
Re < Rf Rm
Rf =
Rm+Re
2
As pues:
S
r
=
caiga aplicaua
caiga colapso plstico
=
b
Rf
_1 -
2a
W
]
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
114
L
r
=
caiga aplicaua
caiga uefoimacion plstica
=
b
Re [1 -
2a
W
Donde:
b
tensin bruta aplicada al placa ancha.
Aunque los supuestos asociados con la mecnica de rotura lineal-elstica y el colapso
plstico conducen a unos mecanismos de rotura muy opuestos, ambos conceptos pueden
realmente aplicarse al mismo material e incluso a la misma estructura, dependiendo del
tamao del defecto. La Figura 2.2.9 muestra esta situacin en el ejemplo sencillo de una
placa ancha con defecto en su espesor. Con defectos de pequeo tamao la menor
resistencia a la rotura viene dictada por conceptos de colapso, mientras que con defectos de
mayor tamao la menor resistencia a la rotura se obtiene de la teora linealelstica.
Figura 2.2.9 Interaccin entre conceptos de colapso elstico lineal y plstico en el
comportamiento de fractura de una chapa ancha que contenga un defecto a travs del
espesor. Cortesa de ITEA.
Este comportamiento interactivo es la base del enfoque de doble criterio desarrollado por
CEGB1 en 1976, y conocido como procedimiento R6, cuya tercera revisin est actualmente
bien desarrollada. En un diagrama de estimacin de fallo (Failure Assessment Diagram
(FAD)) se expresa el riesgo de fallo en un espacio bidimensional, utilizando como abscisa el
parmetro S
r
o L
r
y una variable K
r
como ordenada. K
r
es la relacin entre los factores de
intensidad de tensin aplicados y crticos K
I
. Las condiciones seguras e inseguras estn
discriminadas por una curva que cuantifica la interaccin.
Par a saber ms
A continuacin se resume los principales aspectos del mtodo R6.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
115
Los conceptos simplificadores en los que se basa el procedimiento R6 son los dos
criterios de fallo, caracterizados por:
1. Fallo de extremo de la fisura, que tiene lugar cuando la carga aplicada equivale a
la carga de rotura LEFM,
K
=
k
K
IC
=
cugu
cugu otuu LLPM
= 1 (2.2.1)
2. Fallo por colapso plstico, que se define cuando la carga equivale a la carga de
colapso plstico y los desplazamientos en la estructura se hacen ilimitados. La
carga de colapso plstico se puede definir formalmente como la carga existente
cuando la tensin de referencia alcanza la tensin de deformacin plstica del
material, . El criterio para el fallo de colapso plstico viene dado por la relacin
S
r
.
S
=
c
rc]
c
=
cugu
cugu coIupso pIstco
= 1 (2.2.2)
y este criterio se utiliz para el R6 FAD inicial.
A menudo es ms conveniente pensar en trminos de cargas de plastificacin plstica,
mejor que cargas de colapso, pues su clculo y formulacin terica es ms sencilla. En R6
Rev. 3 la relacin L
r
se utiliza como:
I
=
c
rc]
c
j
=
cugu
cugu dc]omucon
(2.2.3)
A partir de sta frmula la carga de colapso plstico viene dada como L
r
max
.
I
=
c
rc]
c
j
=
cugu coIupso pIstco
cugu dc]omucon pIstcu
=
c
c
j
(2.2.4)
El FAD ms simple exige que K
r
< 1 y L
r
< L
r
max
.
No se atiende a ninguna interaccin entre los dos mecanismos de fallo. Esta interaccin
puede tenerse en cuenta escribiendo la primera disparidad como K
r
< f(L
r
) y eligiendo una
funcin apropiada para f. Esta puede ser:
(I
) = j
]
]
c
[
-1
(2.2.5)
Donde J
e
es el componente elstico de J dado por K
2
/ E. As, cuando
ref
es bajo, J = J
e
y
f(L
r
) = 1, coherentemente con el fallo LEFM. Por otro lado, cuando
ref
es elevado, J rige el
fallo. La ecuacin (2.2.5) se puede utilizar para generar un FAD directamente a partir de
los
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
116
diagramas de desplazamiento de carga de los ensayos sobre probeta.
El mtodo ms general para calcular la ecuacin 2.2.5 es usando los procedimientos de
tensin de referencia, de manera que se puede calcular f(L
r
) directamente a partir del
diagrama tensin-deformacin del material. La ecuacin general correspondiente es:
(I
) = _
Ls
rc]
L
r
c
j
+
L
r
3
c
j
2Ls
rc]
_
-1
(2.2.6)
Donde
ref
se toma del diagrama de tensin real-deformacin real a valores respectivos de
ref
. La Figura 2.2.10 representa la ecuacin (2.2.6) en funcin de L
r
, empleando un
diagrama tensin-deformacin experimental para un acero inoxidable.
Figura 2.2.10 f(L
r
) para un acero inoxidable. Cortesa de ITEA.
Aunque la ecuacin 2.2.6 es la opcin preferida para R6 Rev. 3, exige un conocimiento
profundo del diagrama tensin-deformacin del material, sobre todo en torno a su lmite de
plastificacin. En algunos casos no se dispone de ese conocimiento, especialmente en el
caso de plantas de fijacin (hold plant). Para esas circunstancias se han desarrollado otras
opciones del FAD.
Metodologas para la seleccin del acero
Las propiedades de tenacidad de los aceros para estructuras se clasifican generalmente en
normas de materiales tales como las EN 10025 y EN 10113, en trminos de rendimiento en
el ensayo Charpy V. Mientras que para diferentes temperaturas de ensayo se pueden definir
niveles de energa absorbida, una caracterstica simple y clsica que se encuentra a
menudo es la temperatura de transicin en el nivel 28J: TK28.
Puede tenerse en cuenta un nivel ligeramente diferente, como 27J, resultado de la
conversin de 2,8 kgm en Julios
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
117
Cualquier metodologa para la seleccin de acero aplicable a los tipos de acero
estandarizados debe comprender las siguientes fases:
1. Una definicin de las condiciones de servicio extremas a las que referir la resistencia
a la rotura de una estructura, es decir, tamao del defecto, modalidad de carga
(esttica o dinmica) y nivel de tensin interna o externa.
2. Un mtodo de anlisis de rotura que d como resultado las exigencias de tenacidad
en funcin de las condiciones anteriores.
3. Una relacin entre las exigencias de tenacidad y una temperatura o energa de
transicin en el ensayo Charpy V.
A continuacin se revisan los diferentes mtodos disponibles.
El mtodo francs
Este procedimiento lo dise Sanz y colaboradores de IRSID a finales de los setenta, fue
elaborado por un grupo de trabajo de ATS y publicado en 1980.
Association Technique de la Siderurgie.
Est basado en una serie de relaciones experimentales entre temperaturas de transicin en
K
lc
y ensayos Charpy V, ilustradas en la Figura 2.2.11, reproduccin de la publicacin
original.
Figura 2.2.11 Ejemplo de relaciones francesas entre K
IC
y TK 28. Cortesa de ITEA.
El anlisis del riesgo de fractura frgil se basa en la mecnica de rotura lineal-elstica, y las
exigencias de tenacidad se deducen de acuerdo con esta teora. En el documento se
subrayan algunas modificaciones que se introdujeron con fines de simplificacin y cuyo
resultado fueron unos supuestos ms conservadores.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
118
Un aspecto peculiar del mtodo radica en el hecho de que los tamaos de los defectos se
definen en relacin con el espesor de chapa, para ajustarse a las condiciones de
deformacin plana y asegurar as la aplicabilidad de un mtodo LEFM.
Par a saber ms
Para profundizar en el mtodo francs se recomienda la lectura de Sanz, G., Essai de
mise au point dune mthode quantitative de choix des aciers vis--vis du risque de rupture
fragile, Revue de Mtallurgie - CIT, Juilet 1980.
El mtodo britnico
Este mtodo, concebido por George en el Reino Unido, se propuso por vez primera al
Instituto Internacional de Soldadura en 1979.
Se basa en un anlisis elasto-plstico de la resistencia a la rotura mediante la curva de
diseo CTOD, para una estructura con un defecto superficial de 0,2 veces el espesor de la
chapa, en un campo con un nivel elevado de tensiones residuales y cargado con 0,67 veces
la tensin de plastificacin. La calidad del acero se define en trminos de energa Charpy V
requerida a la temperatura de servicio, suponiendo una relacin entre esta energa y el valor
CTOD crtico. La frmula as deducida se contrast con los resultados de ensayos de placa
ancha y la experiencia prctica.
Para profundizar en el mtodo britnico se recomienda la lectura de George, M., A method
for steel selection, Document IIW-IXF.
El mtodo belga
Desarrollado a finales de los ochenta, este mtodo une directamente el comportamiento a la
rotura de chapas anchas con defectos en su espesor sometidas a ensayos de traccin a
temperaturas entre 10 y 50C, con las siguientes caractersticas del metal: resistencia a la
traccin o relacin traccin-plastificacin y energa Charpy V a la misma temperatura.
Para expresar, o bien una resistencia a la rotura absoluta, o un valor racionalizado en
trminos de tensin de plastificacin del metal base.
La tensin de rotura neta de la chapa ancha se expresa primero en funcin del tamao del
defecto, en trminos de una funcin lineal descendente cuya ordenada equivale
precisamente al principio a la resistencia a la traccin del metal, y cuya pendiente es
inversamente proporcional a la tenacidad expresada por la energa Charpy V. La Figura
2.2.12 ilustra estas relaciones. La tensin de rotura neta se convierte entonces en tensin de
seccin bruta utilizando el ancho de la probeta como parmetro corrector. En esa fase el
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
119
tamao crtico del defecto, de acuerdo con el criterio de plastificacin total, se calcula como
la raz positiva menor de una ecuacin de segundo orden.
Figura 2.2.11 Cifras bsicas del modelo belga. Cortesa de ITEA.
Par a saber ms
Para profundizar en el mtodo belga se recomienda la lectura de Defourny, J., DHaeyer,
R., Leroy, V., A metallurgical approach of the parameters affecting the fracture behaviour
of base metal and welded components, IIW document IX-1607-90/X-1206-90.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
120
Comparacin de las especificaciones de diversos mtodos
Los mtodos disponibles para seleccionar el acero difieren en varios aspectos: uno de los
ms evidentes es la forma en que la exigencia Charpy puede expresarse, o bien como
temperatura de transicin, o como nivel de energa. Para hacer comparaciones entre estos
mtodos son necesarias frmulas de conversin.
Otro factor de divergencia es la definicin del tamao del defecto en funcin del espesor de
la chapa. Cuando se intenta comparar las diversas exigencias se han de tener en cuenta
estas diferencias.
Sin embargo, la mayor diferencia entre los diferentes mtodos puede surgir de los supuestos
concernientes a la definicin del modelo de rotura. Mientras que el mtodo francs se basa
en un anlisis puramente lineal-elstico, el britnico y el belga suponen un comportamiento
de la estructura elasto-plstico y totalmente plstico, respectivamente. Otra fuente de
discrepancia podra surgir del hecho de que los mtodos disponibles se crearon en
diferentes momentos y por lo tanto se regularon segn poblaciones de aceros que podran
diferir mucho en trminos de composicin qumica y mtodo de procesamiento.
Una consecuencia importante que podra emanar de los ejercicios comparativos es pues la
verificacin de si los distintos conceptos que rigen los mtodos existentes son capaces de
generar conclusiones coherentes o si, por el contrario, dan lugar a resultados
contradictorios. Est claro que si se diera esta ltima situacin no se podra confiar
demasiado en esos modelos. Su importancia estara restringida al limitado conjunto de
condiciones y a la generacin de aceros que se emplearon durante su formulacin.
Si de los diversos modelos se pueden deducir especificaciones coherentes se otorgara una
nueva dimensin al problema, ya que no solo se incrementara la fiabilidad global de las
especificaciones sino que se podran documentar mejor las fuentes de desviaciones
menores.
Un paso significativo para subrayar la posible coherencia de las especificaciones basadas
en Charpy V lo dio de Meester, quien en 1986 present comparaciones valiosas entre los
mtodos francs y britnico. La Figura 2.2.13 reproduce una ilustracin de ese trabajo.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
121
Figura 2.2.13 Comparaciones entre modelos franceses y britnicos por B. de Meester. Cortesa
de ITEA.
Se puede utilizar un mtodo similar para ampliar esta evaluacin a otras metodologas. Se
recordar que algunos procedimientos expresan la tenacidad necesaria en trminos de
temperatura de transicin, mientras que otros requieren un nivel de energa a la temperatura
de servicio. En estos casos son necesarios por tanto medios de conversin.
Para hacer comparaciones con el mtodo belga es necesaria ms informacin, pues este
procedimiento exige como parmetro de entrada la relacin de la tensin de traccin
respecto de la tensin de plastificacin del acero pertinente. Este parmetro depende, entre
otras cosas, del mtodo de procesamiento sufrido por el material. No puede, por tanto,
definirse un valor caracterstico para un tipo de acero dado. Sin embargo, pueden tenerse en
cuenta valores tpicos sobre una base estadstica, en funcin de la tensin de plastificacin
garantizada, como los que ilustra la Figura 2.2.14 propuestos por Dahl y sus colaboradores.
Una relacin as es la utilizada en el presente anlisis para establecer las comparaciones
necesarias. Teniendo en cuenta que las chapas ms gruesas presentan generalmente una
relacin R
m
/R
e
ms elevada que los productos ms delgados, los datos correspondientes al
lmite inferior o aqullos ms prximos a la parte superior de la relacin de la Figura 2.2.14
se seleccionan dependiendo del espesor.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
122
Figura 2.2.14 Relacin entre R
m
/R
e
y Re segn Dahl. Cortesa de ITEA.
En la Figura 2.2.15 se comparan las temperaturas de transicin TK28 exigidas por ambos
mtodos, subrayndose la coherencia de las especificaciones respectivas sobre todo en el
importante campo de las temperaturas de transicin negativas, que representan las
condiciones ms severas que ha de satisfacer el material.
Figura 2.2.15 Comparacin entre los modelos belga y francs. Cortesa de ITEA.
En la Figura 2.2.16 se ofrece una comparacin de los mtodos francs y britnico. De nuevo
las especificaciones de ambos modelos son coherentes. Se observar sin embargo que el
procedimiento francs toma en consideracin menores tamaos del defecto (en funcin del
espesor) que el mtodo britnico, por ejemplo 8 mm frente a 12 mm para un elemento de 30
mm de espesor. Esto significa que, para el mismo tamao del defecto, el anlisis de rotura
elasto-plstico desarrollado por George sobre la base de la curva de diseo y las relaciones
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
123
Charpy COD dara unas exigencias de tenacidad del acero que de algn modo seran
menos rigurosas que las definidas por el mtodo lineal-elstico de Sanz y las relaciones
TKIC-TK28.
Figura 2.2.16 Comparacin entre los modelos francs y britnico. Cortesa de ITEA.
Se llega a una conclusin similar cuando se comparan genricamente, sobre la base de un
mismo tamao del defecto, las reglas britnicas con el procedimiento belga. Teniendo en
cuenta, sin embargo, que el modelo de George supone una tensin prevista de slo 2/3 de
la tensin de plastificacin, y aplicando este nivel de tensin en el modelo CRM, se
obtendran unas exigencias muy coherentes entre ambos mtodos. Esto se pone de
manifiesto en la Figura 2.2.17.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
124
Figura 2.2.17 Comparacin entre los modelos britnico y belga. Cortesa de ITEA.
Conc l usi ones
Los ejercicios comparativos de los que se ha hablado anteriormente han demostrado que,
aunque se derivaron de supuestos bsicos y conceptos de rotura muy diferentes, y se
validaron en diferentes perodos sobre diferentes calidades y generaciones de acero, los
modelos francs, britnico y belga dan como resultado exigencias Charpy coherentes.
Este acuerdo se alcanza cuando los procedimientos se comparan entre s sobre una base
cuidadosamente equilibrada, es decir, adoptando el mismo tamao del defecto en funcin
del espesor de la chapa y el mismo nivel de tensin. El grado de deformacin es un factor
importante, parmetro explcito en el mtodo francs pero no en ninguno de los otros. Sin
embargo, el mtodo belga s que tiene en cierto modo en cuenta este efecto a travs de la
relacin traccin-plastificacin, que est influenciada por la sensibilidad del material al
grado de deformacin. Todas las comparaciones con el modelo francs se llevaron a cabo
con un grado de deformacin lento de 0,1s
-1
, con vistas a una mayor coherencia. Sin
embargo, est claro que la sensibilidad al grado de deformacin puede variar, no solo en
funcin del tipo de acero, sino tambin de acuerdo con el mtodo de procesamiento
aplicado o la composicin qumica. Este parmetro merecera ciertamente documentarse
mejor para optimizar las reglas de seleccin del acero en ciertas aplicaciones que implican
efectos dinmicos.
Se han identificado las fuentes principales de una posible divergencia entre las reglas
existentes. Muchas especificaciones estn basadas en sus principios relativos a la
evolucin del defecto admisible en funcin del espesor del elemento y el estado y nivel
dominantes de la tensin. El resultado es la definicin de exigencias ms o menos
rigurosas. Esta situacin perturba y confunde cuando el procedimiento que ha de seguir el
fabricante no est adecuadamente documentado en esos trminos, o cuando las fases de
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
125
clculo son complicadas y difcilmente ofrecen la posibilidad de llevar a cabo un anlisis
paramtrico siquiera limitado.
Unas reglas simples que comprendan modelos claramente definidos y basados en
tratamientos matemticos rigurosos, desarrollados idealmente en frmulas analticas,
deberan ser la eleccin preferida para establecer criterios de seleccin del acero. Por otro
lado, las metodologas complejas que implican conceptos avanzados de anlisis de rotura
pueden ser engaosas, pues o bien su aplicacin prctica sera demasiado difcil, o la
simplificacin del procedimiento resultara en un incumplimiento de reglas bsicas de la
mecnica de rotura.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
126
N PASO TTULO
3 Soldabilidad del acero para estructuras
Introduccin
Breve descripcin del proceso de soldadura
La soldadura es un proceso de unin en el que sta se puede producir mediante
temperaturas elevadas, presiones elevadas o ambas. En esta unidad slo se explica el
empleo de elevadas temperaturas para producir la unin, pues es con mucho el mtodo ms
comn para la soldadura de aceros para estructuras. Bsicamente es un proceso en el que
una fuente de calor intenso se aplica a las superficies que se han de unir para obtener una
fusin localizada. Es habitual aadir metal de aportacin adicional al bao de fusin de la
soldadura para salvar la distancia entre las superficies y producir la forma y dimensiones de
soldadura requeridas durante el enfriamiento. Los procesos de soldadura ms comunes
para la construccin metlica de estructuras utilizan como fuente de calor intenso un arco
elctrico que se mantiene entre la varilla de metal de aportacin y la pieza de trabajo.
Si est desprotegido, el bao de soldadura puede fcilmente absorber oxgeno y nitrgeno
de la atmsfera. Esta absorcin causara porosidad y fragilidad en el metal de soldadura
solidificado. Las tcnicas destinadas a evitar la absorcin de gas en el bao de soldadura
varan de acuerdo con los procesos de soldadura. A continuacin se exponen con ms
detalle los principales procesos de soldadura empleados en la unin de aceros para
estructuras.
Diseo y preparacin de la unin soldada
Existen dos tipos bsicos de unin soldada, conocidos como soldadura a tope y soldadura
de ngulo, de las que en la figura 2.3.1 se muestra una visin esquemtica. La forma real de
una soldadura se determina por la preparacin de la zona que se ha de unir. El tipo de
preparacin de la soldadura depende del proceso y del procedimiento de fabricacin de la
misma. La unin soldada ha de situarse y conformarse de tal manera que sea de fcil
acceso en trminos de proceso y posicin de la soldadura. La forma detallada de la
soldadura se disea de modo que el calor disponible se distribuya adecuadamente y que se
facilite el control de la penetracin del metal de aportacin, y por tanto de manera que se
produzca una unin correcta. Los defectos inducidos por el operario, como falta de
penetracin o de fusin, pueden ser difciles de evitar si la preparacin y el diseo de la
unin impiden un buen acceso para soldar.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
127
Figura 2.3.1 Tipos bsicos de soldadura. Cortesa de ITEA
Efectos del ciclo trmico de la soldadura sobre la microestructura
El intenso calor que implica el proceso de soldadura influye sobre la microestructura tanto
del metal de aportacin como del metal de base cercano a la frontera de fusin (la frontera
entre el metal slido y el metal lquido) denominada lnea de fusin. As pues, el ciclo de
soldadura afecta a las propiedades mecnicas de la unin.
El bao de fusin de la soldadura se enfra rpidamente al actuar los metales que se estn
uniendo como un eficaz disipador de calor. Este enfriamiento hace que el metal de
aportacin tenga una microestructura de colada en coquilla. En la soldadura de aceros para
estructuras, el metal de aportacin no suele tener la misma composicin que el metal de
base. Si as fuera, el enfriamiento rpido podra dar lugar a fases duras y frgiles, por
ejemplo martensita, en la microestructura del metal de aportacin. Este problema se evita
utilizando metales de aportacin con un menor contenido en carbono que el acero de base.
El metal de base prximo al bao de fusin de la soldadura se calienta rpidamente a una
temperatura que depende de la distancia a la lnea de fusin. Cerca de sta se alcanzan
temperaturas mximas prximas al punto de fusin, mientras que el material alejado solo
unos milmetros nicamente puede llegar a unos pocos grados centgrados. El material de
base cercano a la lnea de fusin se calienta hasta el campo de fase austentica. Al
enfriarse, esta zona se transforma en una microestructura diferente al resto del material de
base. La velocidad de enfriamiento en esta zona es normalmente rpido, y por eso existe
una tendencia a la formacin de estructuras de transformacin de baja temperatura, como
bainita y martensita, que son ms duras y frgiles que el grueso del metal de base. Esta
zona es conocida como la Zona de Afectacin Trmica (HAZ, heat affected zone).
Tres factores influyen sobre la microestructura de la HAZ:
La composicin qumica del metal de base
La composicin qumica del metal de base es importante, pues ella determina la
templabilidad de la HAZ.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
128
La velocidad de aportacin de calor
La aportacin calorfica es significativa porque afecta directamente al tamao de grano de la
HAZ. Cuanto ms tiempo se invierte por encima de la temperatura de engrosamiento de
grano del metal de base durante la soldadura, ms gruesa es la estructura en la HAZ. Por lo
general, un ndice elevado del aporte trmico conduce a un ciclo trmico ms prolongado y
por tanto a una estructura ms gruesa de la HAZ. Ha de tenerse en cuenta que el ndice de
aportacin calorfica afecta tambin al ritmo de enfriamiento en la HAZ.
La velocidad de enfriamiento de la HAZ tras la soldadura
El valor del ndice de consumo calorfico est en funcin de los parmetros del proceso de
soldadura: voltaje del arco, corriente del arco y velocidad de soldadura. Adems del ndice
de consumo calorfico, otros dos factores influyen sobre el ritmo de enfriamiento de la HAZ.
Primero, el diseo y espesor de la unin son importantes pues determinan el flujo calorfico
que se aleja de la soldadura durante el enfriamiento. Segundo, la temperatura de las piezas
que se unen, es decir, que cualquier precalentamiento es importante al determinar el
gradiente de temperatura que existe entre el metal de aportacin y el de base.
Tensiones residuales y distorsin de soldadura
El intenso calor asociado a la soldadura hace que la zona en cuestin se dilate. Durante el
enfriamiento se produce una contraccin. El material fro circundante soporta esta dilatacin
y posterior contraccin, ocasionndose la formacin un campo de tensin residual en las
proximidades de la soldadura. En el material de aportacin la tensin residual tiende a ser
de naturaleza predominantemente traccional. Esta tensin residual de traccin est
compensada por la tensin de compresin inducida en el metal de base.
La figura 2.3.2 muestra una vista esquemtica del campo de tensin residual
correspondiente a la retraccin longitudinal de soldadura. La magnitud de las tensiones
residuales de traccin en el metal de aportacin y de la HAZ llegan al punto de fluencia. Es
importante anotar que las tensiones residuales aumentan debido a que el material sufre una
deformacin plstica local. El resultado de esta deformacin puede ser la fisuracin del
metal de aportacin y la HAZ durante la soldadura, la distorsin de las piezas que se han de
unir o el favorecimiento de la fractura frgil durante el servicio.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
129
Figura 2.3.2 Campo de tensin residual longitudinal para una soldadura a tope. Cortesa de
ITEA
Las contracciones transversales y longitudinales derivadas de la soldadura pueden dar lugar
a una distorsin si el metal de aportacin caliente no es simtrico en torno al eje neutro de
un conjunto estructural soldado.
La figura 2.3.3a muestra una rotacin angular tpica en una soldadura a tope en V simple. La
rotacin tiene lugar debido a que la mayor parte de la soldadura est hecha a un lado del eje
neutro de la chapa, generando as mayores tensiones de contraccin en ese lado. Ello da
lugar, en un conjunto estructural de chapas soldado, a una distorsin con cspide
(cusping), tal y como muestra la figura 2.3.3b. La distorsin de soldadura se puede
controlar efectuando un ajuste o una flexin contraria previa del montaje de unin para
compensar la distorsin, o restringiendo la soldadura para que resista esa distorsin.
La figura 2.3.4 muestra ejemplos de ambos mtodos. Los problemas de distorsin se evitan
ms fcilmente mediante una correcta preparacin de la soldadura. Son convenientes en
este sentido las soldaduras asimtricas de dos lados. La distorsin procedente del lado
pequeo de la soldadura (efectuado antes) es eliminada al aplicarse la soldadura grande en
el otro lado. Esta tcnica se conoce como soldadura compensada.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
130
Figura 2.3.3 Distorsin de soldadura. Cortesa de ITEA.
No es posible predecir de manera exacta la distorsin en un conjunto estructural soldado
geomtricamente complejo, pero se ha de seguir una regla bsica: debe efectuarse la
soldadura preferiblemente en el centro del conjunto estructural y realizarse todas las
soldaduras subsiguientes a partir de l, favorecindose as la formacin de las contracciones
en estado libre.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
131
Figura 2.3.4 Dos enfoques de control de distorsin en soldadura. Cortesa de ITEA.
Si no se controla la distorsin, existen dos mtodos para corregirla: por fuerza y por calor. La
distorsin de perfiles ligeros puede suprimirse simplemente por medio de la fuerza, por
ejemplo mediante gatos y prensas hidrulicas. En perfiles ms pesados son necesarios el
calentamiento y enfriamiento locales para generar tensiones trmicas que contrarresten las
ya existentes.
Atenuacin de tensiones residuales
El modo ms comn y eficaz de atenuar las tensiones residuales es el calentamiento. La
elevacin de la temperatura da lugar a una menor tensin de fluencia y permite la aparicin
de termofluencia. sta atena las tensiones residuales mediante deformacin plstica.
Durante los tratamientos de atenuacin de tensiones los elementos de acero soldados
suelen calentarse a un calor rojo reducido (600C). Las velocidades de calentamiento y
enfriamiento durante esta atenuacin trmica de tensiones deben controlarse
cuidadosamente, de lo contrario pueden originarse en el elemento patrones adicionales de
tensin residual. Existe un lmite de tamao para las estructuras cuyas tensiones pueden
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
132
atenuarse trmicamente, debido tanto a las dimensiones de los hornos necesarios como a la
posibilidad de distorsin de la estructura bajo su propio peso. Sin embargo, es posible tratar
trmicamente uniones individuales de una estructura grande, colocando hornos pequeos
en torno a esas uniones o empleando elementos calentadores elctricos.
Otros mtodos de atenuacin de tensiones se basan en una dilatacin trmica que
proporciona fuerzas mecnicas capaces de contrarrestar las tensiones residuales originales.
Es una tcnica que puede aplicarse in situ pero que requiere inevitablemente un
conocimiento preciso de la situacin de las tensiones residuales de compresin, pues de lo
contrario, ms que reducirlo, puede aumentarse el nivel de tensin residual. Tambin se
puede aplicar una atenuacin de tensiones puramente mecnica, siempre y cuando se
disponga de la suficiente fuerza para alcanzar la deformacin plstica necesaria.
Soldabilidad de los aceros para estructuras
Si la preparacin de la soldadura es buena y se evitan los defectos inducidos por el operario
(por ejemplo, falta de penetracin o de fusin), todos los aceros para estructuras normales
pueden soldarse correctamente. Sin embargo, algunos de estos aceros quiz requieran
tratamientos especiales para que la unin sea satisfactoria. Estos tratamientos no siempre
son convenientes. La dificultad de obtener en algunos aceros uniones soldadas
satisfactorias surge de los extremos de calentamiento, enfriamiento y estiramiento asociados
al proceso de soldadura, junto con los cambios en la microestructura y las interacciones
ambientales que se producen durante dicho proceso.
Algunos aceros para estructuras no pueden soportar estos efectos sin que aparezca una
fisuracin de la unin. A continuacin se exponen los diferentes tipos de fisura que pueden
aparecer y los remedios que se pueden aplicar.
Fisuracin por solidificacin del metal de aportacin
La solidificacin del bao de fusin de soldadura tiene lugar por el crecimiento de los
cristales en direccin al centro del bao de soldadura, alejndose de la frontera de fusin,
hasta que finalmente no queda lquido. En el proceso de crecimiento de los cristales, los
elementos solutos y de impureza se ven empujados hacia delante de la intercara en
crecimiento. Este proceso no es significativo hasta las etapas finales de la solidificacin,
cuando los cristales crecientes se enclavan en el centro de la soldadura. La elevada
concentracin de elementos solutos y de impureza puede dar lugar entonces en el centro de
la soldadura a un lquido de bajo punto de solidificacin, que acta como una lnea de
debilidad y puede causar la aparicin de fisuras bajo la accin de deformaciones de
contraccin transversales. En este tipo de fisuracin son especialmente importantes
elementos de impureza tales como el azufre y el fsforo, pues provocan la presencia en el
metal de aportacin de siliciuros y fosfuros de bajo punto de fusin. En la figura 2.3.5 se
muestra una vista esquemtica de la fisuracin por solidificacin.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
133
Figura 2.3.5 Fisura de solidificacin. Cortesa de ITEA
Aunque para la mayora de los aceros para estructuras se dispone de metales de aportacin
con una baja susceptibilidad a la fisuracin por solidificacin (bajos contenidos en azufre y
fsforo), la fisuracin aun puede surgir en las siguientes circunstancias:
1. Si se produce movimiento de la unin durante la soldadura, por ejemplo como
resultado de la distorsin. Un ejemplo tpico en este sentido es la soldadura en torno
a un parche o tubuladura. Si la soldadura es continua, la contraccin de la primera
parte impone una deformacin durante la solidificacin del resto de la misma.
2. Si el metal de aportacin se contamina con elementos de impurezas tales como
azufre o fsforo. Un ejemplo tpico es la soldadura de elementos con un contenido
elevado de azufre, como puede ser un elemento en un ambiente con contenido de
azufre.
3. Si el metal de aportacin tiene que salvar una separacin amplia, por ejemplo si el
montaje es defectuoso. En este caso, la relacin profundidad-anchura del metal
depositado puede ser pequea. La contraccin de la soldadura impone una gran
deformacin en el centro de la misma.
4. Si el acero de base no es adecuado, en el sentido de que la difusin de elementos
de impureza desde el acero al metal de aportacin puede hacerlo susceptible a la
fisuracin. La fisurabilidad depende del contenido de elemento de aleacin en el
metal de base, y puede expresarse con la siguiente ecuacin:
Fisuiabiliuau elevaua =
%C|%S +%P +%Si 2S +%Ni 4u ]
S%Nn +%Ci +2(%No +%v)
La fisuracin por solidificacin se puede controlar mediante la seleccin cuidadosa de la
composicin qumica del metal de base, de los parmetros utilizados en el proceso de
soldadura y del diseo de la unin, para evitar as las circunstancias esbozadas
anteriormente.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
134
Fisuracin de la zona afectada por el calor (HAZ)
Fisuracin por licuacin (fusin lquida, quemado)
El material de base de la HAZ no se funde como un todo, pero cerca de la lnea de fusin la
temperatura puede ser tan alta que puede tener lugar la fusin en los contornos de grano,
debido a la presencia de componentes con un punto de fusin ms bajo que la matriz
circundante. Si la tensin residual es elevada se pueden producir en esta zona fisuras finas
que pueden extenderse a causa de tensiones en el conjunto estructural soldado, o durante
el servicio. La figura 2.3.6 muestra una vista esquemtica de la fisuracin por licuacin:
Figura 2.3.6 Fisura por licuacin en la HAZ. Cortesa de ITEA.
En los aceros, las pelculas de contorno del grano con un bajo punto de fusin se pueden
formar a partir de impurezas tales como el azufre, fsforo, boro, arsnico y estao. Como en
la fisuracin por solidificacin, un contenido aumentado de carbono, azufre y fsforo hacen
al acero ms proclive a la fisuracin.
Existen dos modos principales de evitar la fisuracin por licuacin.
Primero, ha de ponerse cuidado en mantener bajos los niveles de azufre y fsforo en el
metal de base. Por desgracia, muchas especificaciones de acero permiten niveles de azufre
y fsforo lo bastante elevados como para introducir el riesgo de fisuracin por licuacin.
Segundo, sobre este riesgo influye el proceso de soldadura empleado. Procesos que
incorporan una cantidad relativamente elevada de aportacin calorfica, como la soldadura
por arco sumergido o la de electroescoria, implican un mayor riesgo de fisuracin por
licuacin que, por ejemplo, la soldadura manual por arco elctrico. Esto es as porque la
HAZ pasa ms tiempo en la temperatura de licuacin (permitiendo una disgregacin mayor
de elementos de bajo punto de fusin) y porque la soldadura se acompaa de una mayor
cantidad de deformacin trmica.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
135
Fisuracin inducida por hidrgeno
Esta forma de fisuracin (llamada tambin HAZ, bajo cordn, en fro o retardada) tiene lugar
en la HAZ a temperaturas inferiores a 200C. Las fisuras pueden formarse en minutos o con
varios das de retraso. Deben coexistir tres factores para que aparezcan las fisuras. Estos
factores son:
La presencia de hidrgeno
Durante la soldadura se introduce hidrgeno en el bao de fusin como resultado de la
descomposicin de compuestos del arco que contienen hidrgeno, por ejemplo humedad,
pintura, grasa y herrumbre. Una vez el gas se ha disuelto en el metal de aportacin, puede
difundirse rpidamente a la HAZ durante el enfriamiento y a temperaturas ambiente. A su
tiempo, el hidrgeno se difundir saliendo del acero. En un recipiente de paredes gruesas
esta difusin puede durar semanas.
Un metal de aportacin o HAZ susceptibles
La velocidad de enfriamiento que sigue a la mayora de los procesos de soldeo por fusin es
relativamente rpido. Este enfriamiento puede dar lugar a la formacin de martensita u otra
estructura endurecida en la HAZ y posiblemente incluso en el metal de aportacin. Estas
estructuras pueden fragilizarse incluso en presencia de pequeas cantidades de hidrgeno.
Un nivel elevado de tensin residual tras la soldadura
La fisuracin se desarrolla bajo la accin que las tensiones residuales derivadas de la
soldadura ejercen sobre la microestructura susceptible de la HAZ o del metal de aportacin,
donde se ha producido una fragilizacin debido a la presencia de hidrgeno en solucin. En
la figura 2.3.7 se ilustra una vista esquemtica de la fisuracin por absorcin de hidrgeno
en la HAZ de diferentes diseos de soldadura.
Figura 2.3.7 Fisura por HAZ inducido por hidrgeno. Cortesa de ITEA.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
136
Los mtodos para evitar la fisuracin por absorcin de hidrgeno implican la eliminacin o
limitacin de uno de los tres factores necesarios para que se produzca. Puede evitarse
seleccionando un material que no se endurece en la HAZ o el metal de aportacin segn el
particular proceso de soldadura empleado. La probabilidad de endurecimiento en la HAZ
est controlada por la velocidad de enfriamiento tras la soldadura y por la templabilidad del
acero de base. La templabilidad de un acero se rige por su composicin qumica. Un modo
til de describir la templabilidad es estimar la contribucin total a la misma de todos los
elementos de aleacin presentes en el acero. Esta estimacin se lleva a cabo mediante una
frmula emprica que define un valor de equivalente de carbono (CEV, carbon equivalent
value) y que tiene en cuenta los elementos importantes que afectan a la templeabilidad. La
siguiente es una frmula caracterstica para el CEV (aceptada por el Instituto Internacional
de la Soldadura):
CEv = %C +
%Nn
6
+
%Ci +%No +%v
S
+
%Ni +%Cu
1S
Como regla general, el endurecimiento en la HAZ se puede evitar utilizando un acero con un
CEV inferior a 0,42, aunque debe tenerse en cuenta que los parmetros del proceso de
soldadura influyen sobre este valor.
El aumento del ndice de la aportacin calorfica del proceso de soldadura (cuando es
posible) resulta beneficioso, pues da lugar a una velocidad de enfriamiento ms lento tras la
soldadura y, por tanto, a una menor probabilidad de endurecimiento en la HAZ. Por la misma
razn, el riesgo de fisuracin por absorcin de hidrgeno es menor al soldar chapas y
perfiles delgados, pues la velocidad de enfriamiento en la HAZ es ms bajo que en perfiles
gruesos.
Otra medida para impedir la fisuracin es limitar la presencia de este elemento evitando la
humedad, la herrumbre y la grasa, utilizando electrodos de hidrgeno controlado (electrodos
con revestimiento bsico secados correctamente) y procesos de soldadura con bajo
contenido en hidrgeno (MIG o soldadura por arco en atmsfera inerte).
Si estas precauciones no bastan, es necesario el precalentamiento. El precalentamiento y el
mantenimiento de una temperatura mnima entre la aplicacin de cordones durante la
soldadura de varios de ellos, tienen dos efectos. Primero, la HAZ se ablanda al reducirse la
velocidad de enfriamiento. Segundo, se acelera la difusin de hidrgeno desde la zona de
soldadura, de manera que queda menos una vez sta se ha enfriado. La mnima
temperatura de precalentamiento necesaria para evitar la fisuracin por absorcin de
hidrgeno depende de la composicin qumica del acero, de la aportacin calorfica y de los
espesores que se unen.
Esta mnima temperatura de precalentamiento se puede calcular interrelacionando esos
datos en un diagrama de procedimiento de soldadura. La figura 2.3.8 muestra un ejemplo de
uno de esos diagramas, correspondiente a aceros de carbono y manganeso. Este diagrama
se utiliza de la forma siguiente:
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
137
1. En la escala horizontal se selecciona la aportacin adecuada (energa de arco).
2. Verticalmente se intersecta la lnea del espesor combinado pertinente para el diseo
de unin en cuestin.
3. Horizontalmente, desde el punto de interseccin, se efecta la lectura de la
temperatura de precalentamiento correspondiente al CEV del acero que se est
soldando.
Figura 2.3.8 Diagrama de procedimiento de soldadura para aceros de carbono-manganeso.
Cortesa de ITEA.
Desgarro laminar
Este problema puede surgir si las tensiones residuales derivadas de la soldadura se aplican
a travs del espesor de al menos una de las chapas que se estn uniendo. La fisuracin se
produce si la ductilidad en el espesor de la chapa es muy baja. La figura 2.3.9 muestra una
vista esquemtica de esta modalidad de fisuracin.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
138
Figura 2.3.9 Desgarro laminar. Cortesa de ITEA
La fisuracin tiene lugar normalmente en el metal de base, cerca del lmite exterior de la
HAZ. Las fisuras tienen una caracterstica apariencia escalonada, con los filetes de esos
escalones paralelos a la direccin de laminado de la chapa de acero. Al contrario que la
fisuracin por absorcin de hidrgeno, los desgarros laminares no estn necesariamente
confinados a la HAZ. En algunos casos, la fisuracin se puede producir en medio del
espesor de una chapa si sta est empotrada en ambos lados por una soldadura.
El desgarro laminar surge debido a que la ductilidad en el espesor de la chapa est reducida
por la presencia de inclusiones planares paralelas a su superficie. Todos los aceros para
estructuras ordinarios contienen gran nmero de inclusiones consistentes en sustancias no
metlicas producidas en el proceso de fabricacin del acero, por ejemplo sulfatos y silicatos.
Estas inclusiones se forman como esferas, pelculas de contorno del grano o pequeas
partculas angulares en el lingote de acero, conforme ste se enfra tras la colada. Cuando
el lingote se lamina para hacer chapas de acero, las inclusiones se deforman en discos
paralelos a la superficie de la chapa. Los diferentes tipos de inclusiones se deforman de
diferentes maneras y se rompen durante el laminado. La forma, distribucin y densidad de
las inclusiones de una chapa laminada determinan la ductilidad en el espesor. Solo una
pequea proporcin de chapas de acero tienen una ductilidad en el espesor lo
suficientemente baja como para ser susceptibles al desgarro laminar.
El desgarro laminar se puede evitar fundamentalmente de cuatro formas:
Un diseo de la unin mejorado
El diseo de un conjunto estructural soldado se puede modificar para evitar las tensiones
residuales en la direccin en el espesor de una chapa. La figura 2.3.10 muestra algunos
ejemplos.
Master de Especializacin en Estructuras Metlicas y Mixtas
B1 Principios bsicos en el clculo de estructuras metlicas
T1
Metalurgia aplicada
Zigurat Consultora de Formacin Tcnica S.L.
17/02/2010 (Ed.) 05/03/2010 (Rev. 1)
139
Figura 2.3.10 Detalles de soldadura preferidos. Cortesa de ITEA.
Uso de productos forjados
La distribucin laminar de las inclusiones en una chapa es el resultado de la deformacin
plstica acaecida durante el laminado. La distribucin de inclusiones en los productos
forjados no es tan perjudicial.
Seleccin de la chapa
La utilizacin de chapas de acero con una cantidad relativamente reducida de inclusiones
planares, y por tanto con una adecuada ductilidad en espesor.
Empleo de una capa de metal de aportacin de baja resistencia
Reduce la deformacin transmitida a travs del espesor de las chapas de acero soldadas,
pues el metal de aportacin blando puede deformarse plsticamente. Esta tcnica, conocida
como empaste (buttering), resulta relativamente cara, pero puede utilizarse cuando no
pueden evitarse las uniones susceptibles.
También podría gustarte
- Experiencias en Conexciones en Porticos de AceroDocumento21 páginasExperiencias en Conexciones en Porticos de AcerorafaeljulioAún no hay calificaciones
- Tutorial ETABS EspañolDocumento72 páginasTutorial ETABS EspañolHector Fernando Tune CondoriAún no hay calificaciones
- Análisis y Diseño Automatizado, LRFDDocumento11 páginasAnálisis y Diseño Automatizado, LRFDrafaeljulioAún no hay calificaciones
- Caracteristicas Hidrometerologicas de Los Mega NiñosDocumento10 páginasCaracteristicas Hidrometerologicas de Los Mega NiñosrafaeljulioAún no hay calificaciones
- E StructuralDocumento21 páginasE StructuralGuido MedranoAún no hay calificaciones
- Diseño de Colectores UrbanosDocumento11 páginasDiseño de Colectores UrbanosrafaeljulioAún no hay calificaciones
- Cimentación Sobre RellenosDocumento13 páginasCimentación Sobre RellenosJulio Rafael Terrones Vásquez67% (3)
- Redistribución de Momentos 1Documento42 páginasRedistribución de Momentos 1rafaeljulio33% (3)
- Investigacion 2010Documento86 páginasInvestigacion 2010Ivan Alejandro QuirOzAún no hay calificaciones
- Manual Básico Hec RasDocumento59 páginasManual Básico Hec RasFranciscoHernándezSolorioAún no hay calificaciones
- Manual Etabs CismidDocumento34 páginasManual Etabs CismidAnonymous dVcPCxF4eJAún no hay calificaciones
- Conferencia 8Documento50 páginasConferencia 8Gilmar Belito HuamaniAún no hay calificaciones
- Diseño Sismico de Edificios de Muros de Mamposeria PDFDocumento26 páginasDiseño Sismico de Edificios de Muros de Mamposeria PDFSovich82Aún no hay calificaciones
- Coeficiente BalastoDocumento32 páginasCoeficiente BalastoWALTERAún no hay calificaciones
- Coeficiente BalastoDocumento32 páginasCoeficiente BalastoWALTERAún no hay calificaciones
- Manual de Caminos VecinalesDocumento35 páginasManual de Caminos Vecinalesjuliortv100% (1)
- DSI-Sistemas para Rehabilitacion y Refuerzo EsDocumento16 páginasDSI-Sistemas para Rehabilitacion y Refuerzo EsrafaeljulioAún no hay calificaciones
- Manual de Caminos VecinalesDocumento35 páginasManual de Caminos Vecinalesjuliortv100% (1)
- 008Documento10 páginas008Nelson MendozaAún no hay calificaciones
- Algunos Principios de Ingenieria SismicaDocumento47 páginasAlgunos Principios de Ingenieria SismicaMiguel VizcardoAún no hay calificaciones
- SubdrenajeDocumento209 páginasSubdrenajeYorsh MéndezAún no hay calificaciones
- SORITORDocumento105 páginasSORITORDominic FrancoAún no hay calificaciones
- FUNDACIONESDocumento204 páginasFUNDACIONESpedco10Aún no hay calificaciones
- Imagenes de ProyectosDocumento42 páginasImagenes de ProyectosrafaeljulioAún no hay calificaciones
- Análisis y Diseño de Modelos Estructurales para Ensayos en MDocumento176 páginasAnálisis y Diseño de Modelos Estructurales para Ensayos en MrossieniceAún no hay calificaciones
- Fases Diagrama Hierro-CarbonoDocumento9 páginasFases Diagrama Hierro-CarbonoJeferson AnchatuñaAún no hay calificaciones
- 5.-Tratamientos TermicosDocumento20 páginas5.-Tratamientos TermicosCintli Ekaterina Acosta DomínguezAún no hay calificaciones
- Evaluacion Del Curso III SOLDADURADocumento39 páginasEvaluacion Del Curso III SOLDADURAAlinsson Alvarez100% (1)
- EutécticoDocumento3 páginasEutécticocxrloshAún no hay calificaciones
- Ensayo de TraccionDocumento20 páginasEnsayo de TraccionPopo50% (2)
- Tema 41 - Acabados y Tratamientos de Los Metales - OposinetDocumento17 páginasTema 41 - Acabados y Tratamientos de Los Metales - Oposinetalejandro_roldán_61Aún no hay calificaciones
- PatentingDocumento4 páginasPatentingAnonymous KdnOsd9Aún no hay calificaciones
- Acero TrifiladoDocumento6 páginasAcero TrifiladoFlorencio Martínez KenAún no hay calificaciones
- Preguntas Tipo Test Tema 2. Fundiciones 2021-2022Documento3 páginasPreguntas Tipo Test Tema 2. Fundiciones 2021-2022Javi RaposoAún no hay calificaciones
- Metalografia de Un Acero 1020Documento8 páginasMetalografia de Un Acero 1020EDWIN ANDRES RAMOS NIÑOAún no hay calificaciones
- Microestructuras de Los AcerosDocumento9 páginasMicroestructuras de Los AcerosAlejandro ContrerasAún no hay calificaciones
- Constituyentes Del Acero y FundicionesDocumento9 páginasConstituyentes Del Acero y FundicionesFabian ZacipaAún no hay calificaciones
- Unidad 3-Tratamiento Termicos Ingenierica Mecanica - Materiales MetalicosDocumento73 páginasUnidad 3-Tratamiento Termicos Ingenierica Mecanica - Materiales MetalicosNahir BarrosAún no hay calificaciones
- Diagrama de Hierro CarbonoDocumento18 páginasDiagrama de Hierro CarbonoJunior Anderson Tinoco FaleroAún no hay calificaciones
- Diagrama Hierro CarbonoDocumento14 páginasDiagrama Hierro CarbonoDiego RaquiraAún no hay calificaciones
- Cim9 Act3 1Documento13 páginasCim9 Act3 1Angel MartinezAún no hay calificaciones
- Constituyentes de Los AcerosDocumento3 páginasConstituyentes de Los Acerosandresandres83660100% (1)
- Cajetin GTZ ADocumento8 páginasCajetin GTZ ARonaldAún no hay calificaciones
- Diagrama Hierro-CarbonoDocumento18 páginasDiagrama Hierro-CarbonoGUSTAVO TURRUBIARTESAún no hay calificaciones
- Manual MaterialesDocumento47 páginasManual MaterialesLayla79% (14)
- Perlita y BainitaDocumento1 páginaPerlita y Bainitapunchis_electronic5054Aún no hay calificaciones
- Acero Construccion Obras Hidraulicas PDFDocumento13 páginasAcero Construccion Obras Hidraulicas PDFmacroplexxAún no hay calificaciones
- Proyecto 3Documento7 páginasProyecto 3JESUS MERARDO ENRIQUE GONZALEZ CASTAÑEDAAún no hay calificaciones
- Temple 1045 IvanDocumento20 páginasTemple 1045 IvanivanchoperezrodAún no hay calificaciones
- Practica1 A - MDocumento4 páginasPractica1 A - MJeffersonAún no hay calificaciones
- Diagrama Hierro CarbonoDocumento80 páginasDiagrama Hierro CarbonoAIUA92100% (5)
- Ensayo de ChispaDocumento15 páginasEnsayo de ChispaAlbertoquinteros100% (3)
- In175 - Ciencia y Tecnologia de Materiale PDFDocumento3 páginasIn175 - Ciencia y Tecnologia de Materiale PDFcharbel sotoAún no hay calificaciones
- Metalografía Cualitativa - Reconocimiento de MicroestructurasDocumento22 páginasMetalografía Cualitativa - Reconocimiento de MicroestructurasJean ChamorroAún no hay calificaciones
- Ciencia de Los Materiales - 111807Documento35 páginasCiencia de Los Materiales - 111807lino valerio zayasAún no hay calificaciones