También podría gustarte
- Matriz de ConsistenciaDocumento1 páginaMatriz de Consistenciapinillos20Aún no hay calificaciones
- Nociones Generales Sobre El Estado PDFDocumento24 páginasNociones Generales Sobre El Estado PDFpinillos20Aún no hay calificaciones
- Adm3115 BibasDocumento2 páginasAdm3115 Bibaspinillos20Aún no hay calificaciones
- Int4125 BibasDocumento1 páginaInt4125 Bibaspinillos20Aún no hay calificaciones
- Forma 135 Enes Cuestionarix 1Documento40 páginasForma 135 Enes Cuestionarix 1Jeison GrefaAún no hay calificaciones
- Laboratorio N°8 - Ram JetDocumento36 páginasLaboratorio N°8 - Ram JetVictor Angel Fuertes SaboyaAún no hay calificaciones
- Formato 17 Plan de Acción-Control Simultáneo-SaneamientoDocumento1 páginaFormato 17 Plan de Acción-Control Simultáneo-SaneamientoJ Smithk UCAún no hay calificaciones
- LPI06Documento371 páginasLPI06Viktor Gonzales ArriagaAún no hay calificaciones
- Nlisdatcolcom 2022-03 17196012Documento1 páginaNlisdatcolcom 2022-03 17196012Luis Baños GutierrezAún no hay calificaciones
- Separadores de Contaminantes de Primeras LluviasDocumento9 páginasSeparadores de Contaminantes de Primeras LluviasJoelAún no hay calificaciones
- Gastos AnquiseDocumento15 páginasGastos AnquiseBrandon FloresAún no hay calificaciones
- Proyecto Final - Area 51Documento1 páginaProyecto Final - Area 51valeria leonAún no hay calificaciones
- Tema1 - LA MEDIDA EN LOS ENSAYOS FISICOQUÍMICOSDocumento12 páginasTema1 - LA MEDIDA EN LOS ENSAYOS FISICOQUÍMICOSFrancisco Manuel Martinez GimenezAún no hay calificaciones
- Pasos para Comprar El Ipad en GOLDENMACDocumento34 páginasPasos para Comprar El Ipad en GOLDENMACAUSIAS MARCH100% (1)
- Localización de Averías en Máquinas de Corriente AlternaDocumento14 páginasLocalización de Averías en Máquinas de Corriente AlternadiegoAún no hay calificaciones
- 01 I3.1 Aplicaciones Topograficas OPERACIONDocumento22 páginas01 I3.1 Aplicaciones Topograficas OPERACIONtopotecnicaAún no hay calificaciones
- Nesitelco Ltda: Mantenimiento Correctivo Y Preventivo BtsDocumento0 páginasNesitelco Ltda: Mantenimiento Correctivo Y Preventivo BtsPabloAún no hay calificaciones
- Seguridad Integral ConceptoDocumento17 páginasSeguridad Integral ConceptoRobinson Dominguez Reyes100% (1)
- Solicitud de Reinscripción Enero 2022Documento1 páginaSolicitud de Reinscripción Enero 2022Jhônny AlônsôAún no hay calificaciones
- Ficha Tecnica Herraje Inicio Fin Ai PDFDocumento1 páginaFicha Tecnica Herraje Inicio Fin Ai PDFAmericaInnovaAún no hay calificaciones
- Costos ExpoDocumento13 páginasCostos ExpoFABIAN LUIGI MENDOZA GUARDAPUCLLAAún no hay calificaciones
- Subestacion Electrica Partes PrincipalesDocumento17 páginasSubestacion Electrica Partes PrincipalesAnt ZptAún no hay calificaciones
- Lean Manufacturing InformesDocumento12 páginasLean Manufacturing InformesTati RodríguezAún no hay calificaciones
- Ficha Técnica IndustrialDocumento14 páginasFicha Técnica IndustrialRed koichi TYAún no hay calificaciones
- Graficos en MatlabDocumento2 páginasGraficos en MatlabLopez Mercado IvanAún no hay calificaciones
- Bajo Rendimiento Academico, Motivo Deserción Escolar.Documento14 páginasBajo Rendimiento Academico, Motivo Deserción Escolar.Maria Jose Caroca GonzalezAún no hay calificaciones
- PIP Canal Carahuanga ObsDocumento96 páginasPIP Canal Carahuanga ObsMelissa Alva Lazaro100% (1)
- MecanismoDocumento9 páginasMecanismoFabiana QuinteroAún no hay calificaciones
- Proyecto de CanalesDocumento11 páginasProyecto de CanalesMarco Henry Castillo ChavezAún no hay calificaciones
- Aciii - Guia TrofeosDocumento11 páginasAciii - Guia TrofeosxdeckAún no hay calificaciones
- Deep Learning Aplicado - BrochureDocumento5 páginasDeep Learning Aplicado - BrochureGerman Doza Ramirez0% (1)
- Bases Concurso Diseño y Planeamiento MinaDocumento7 páginasBases Concurso Diseño y Planeamiento MinaDenis HallasiAún no hay calificaciones
- Dispositivos de Proteccion y Maniobra en BTDocumento65 páginasDispositivos de Proteccion y Maniobra en BTAmerico GuerreroAún no hay calificaciones
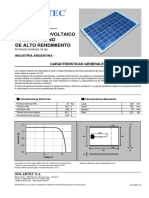
- SolartecDocumento1 páginaSolartecSyd BarrettAún no hay calificaciones