Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Informe Druida N.01
Cargado por
DanielDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Informe Druida N.01
Cargado por
DanielCopyright:
Formatos disponibles
InformeDruidadeEstadsticayCalidadN2
DruidaSoftware&Quality
ArgentinaCanada
Lima58111D53MarlboroughAve
(1073)Cap.Fed.Toronto,M5R1X5
(54)1143829936(1)4169214360
AQC2004TamaodelamuestraAnlisisdeNormalidad
Temas:
Resumen de las principales presentaciones realizadas en el 58
CongresoAnualdelaASQrealizadoenTorontodurantemayode2004.
Determinacindeltamaodelamuestraenpoblacionesnormales.
Respuesta a inquietudes surgidas a partir del informe anterior
NormalidaddeDatos.
Autor:DanielFirka - Colaboracin:JavierCarrizo
Agradecimientos:JuanCarlosSalas(IndustriadeAlimentosDosenUnoSA Sgo.deChile)
y Gustavo Ferrari (Estirenos SA San Luis) por sus comentarios con problemticas observadas
enlaprcticasobreelchequeodenormalidad.
Fecha:12deJuliode2004.
AQC2004-Introduccin
El AQC (Annual Quality Congress) es un de los dosmayores eventos anuales en el rea
decalidad(elotroeselcongresoanualdelaasociacineuropeaparalacalidad-EOQ)yatraea
cientosdeparticipantesdetodoelmundo.Lostemasquesetratanaqumuestrangeneralmente
cules son los tpicos ms novedosos en el rea de calidad y aplicaciones estadsticas a la
calidad.AcontinuacinsedetallarunareseadealgunasdelaspresentacionesdelAQC.
From I nfancy to Maturity: Rethinking the role of I SO 9000 standards, TQM and
Business Excellence Models T. Conti
TitoContinosvisitelaopasadoparaelseminarioSeisSigmaorganizadoporFundece,
yeneseencuentroexpusoloslineamientosprincipalesdesuanlisisdelarelacinentreISOy
TQM.SupresentacinenlaASQfueunaprofundizacindeesteanlisis.
ContiplanteaqueISO9000sediferencidesdesu origende modelosorientadosaTQM
(Total Quality Management). Uno de los factores principales que dieron origen al modelo de
premioMalcomBaldrige(USA)fueelincrementodelacompetenciaentreproductosjaponesesy
occidentales. Por esa razn, la satisfaccin del cliente estuvo en primer lugar a la hora de
construir este modelo. En contraste, ISO 9000 tiene sus races en la norma de defensa inglesa
BSI5750,dondeelcumplimientodeexpectativasnoesunametaprincipal.
Adems, el modelo ISO fue posicionado errneamente como un modelo de mejora de la
calidad,antesqueunmecanismoqueregulalasrelacionesentreempresasyentreempresasy
gobierno.
Otro problema fue la despareja calificacin de auditores que produjo una variacin
excesiva de la calidad de la certificacin. Esto tiene como consecuencia un decremento de la
confianzaqueproveelaposesindeunacertificacinISO.Enunarticulodondeestoyanalizando
lasituacindeSeisSigma,planteoqueelmismoinconvenienteestasurgiendoenladifusinde
InformeDruidadeEstadsticayCalidadN2
DruidaSoftware&Quality
ArgentinaCanada
Lima58111D53MarlboroughAve
(1073)Cap.Fed.Toronto,M5R1X5
(54)1143829936(1)4169214360
la metodologa Seis Sigma, donde este problema empeora por la ausencia de un ente
centralizadoquepuedaacreditaralosentrenadores.
ContinocreequelanuevaversinISO9000-2000mejorelasperspectivas;ensuspropias
palabras: un estndar ms exigente no implica un estndar mejor aplicado. Por esta razn,
destacalacriticidaddereestablecerlaconfianzaenlasnormasISO.
Relacionado con los modelos de premios, coment la euforia que durante los 90 se
gener respecto al proceso de autoevaluacin o self-assessment, y el riesgo que esto implica
cuando la evaluacin se realiza solo con el objetivo de obtener un nmero. Esta tergiversacin
del sentido de la autoevaluacin va totalmente en contra de uno de los 14 puntos de Deming
(Punto 11: no basar la administracin en nmeros). Es mucho mejor cuando la autoevaluacin
soloimplicaundiagnstico,yelnmeronoseconvierteensurazndeser.
Propone el uso de un ciclo PDCA (Plan-Do-Check-Act) corporativo, donde la
autoevaluacindelmodelodelpremioserafundamentalparalaetapaCdechequeo.
Otra propuesta interesante planteada por Conti es establecer grados de cumplimiento
para armonizar los resultados obtenibles con ISO conjuntamente con aquellos que se pueden
obtener en los premios. Estos grados podran ser Insuficiente-suficiente-bueno-sobresaliente
(sufficient-insufficient-good-outstanding)ydeberanserreconocidospblicamente.
Un proceso de planeamiento de calidad requiere un balance entre estandarizacin y
diferenciacin. Los ncleos ms internos de la empresa son aquellos que la definen
competitivamente, posesionndola y brindando ventajas estratgicas. Este ncleo est
fundamentalmenteunidoaladiferenciacin,yporlotantosucontenidoprincipalserelacionacon
conceptos de TQM. A medida que nos alejamos de este ncleo hacia reas mas cercanas al
medioambienteexterno,comoclientes,proveedores,etc.,elgradodediferenciacindisminuye,
mientrasqueelgradodeestandarizacinseincrementa.LasnormasISOaparecenenlasfases
masexternasdeestemodelo.
The impact of Corporate Governance in the Quality of Management an approach
to the evaluation of a Board of Director H. Strachan and M. Bertin.
Nuestropastambinestuvopresenteenelcongreso,atravsdelapresentacindeHugo
Strachan y Marcos Bertin. Los autores presentaron un sistema de evaluacin cuantitativa de
consejos directivos. Este sistema consiste en una matriz donde se vuelcan numericamente una
seriedeatributosquereflejaneldesempeodelconsejodirectivo.Estaevaluacinserealizacon
criterios de buenas prcticas de gobierno corporativo de varias instituciones, como el programa
del premio nacional Malcom Baldrige, los principios de gobierno de OECD, etc. El objetivo es
brindar un marco evaluativo cuantitativo que permita ubicar un consejo dentro del espectro de
buenasprcticas,paradiagnosticarpuntosdbileseidentificarfortalezas.
Promote Global Peace and Understanding: Build Bridges among Quality
Organizations - Miraflora Gatchalian
En la misma sesin, Miraflora Gatchalian de Filipinas abog por crear ms puentes de
comunicacin entre organizaciones de calidad. Uno de los factores que impide salir de la
pobreza y el subdesarrollo es la baja productividad, que a su vez es un efecto de muchos
factores: baja calidad de materiales, baja calidad en la educacin, malas condiciones
laborales,etc. Miraflora expuso su creencia de que la colaboracin entre organizaciones de
calidaddepasesdesarrollados,especialmentelaASQ(asociacinamericanaparalacalidad)y
EOQ (organizacin europea para la calidad), con una actuacin de soporte de la academia
internacionaldelacalidadIAQ,podraayudaratravsdeasesoraysoporteasubsanarmuchos
deestosfactoresinhibidoresdeldesarrollo.
InformeDruidadeEstadsticayCalidadN2
DruidaSoftware&Quality
ArgentinaCanada
Lima58111D53MarlboroughAve
(1073)Cap.Fed.Toronto,M5R1X5
(54)1143829936(1)4169214360
FMEA as a Gap Analysis / Transition Tool (I SO 9001:2000/TS16949:2002) M.
Ellis
ParaempresasqueestnevaluandolatransicinentreISO9000-1994aISO9000-2000,
MichelleEllispresentunmtododeevaluacindeladiscrepanciaactualdelacompaa(gap-
analysis)utilizandoAMFE(anlisisdelmododefallasysusefectos).Suargumentogiraentorno
al nuevo nfasis de ISO 9000-2000 en procesos antes que en los elementos individuales. Hay
cuatroaspectosdeAMFEquelatransformanenunaherramientaadecuadaparaesteanlisisde
Gap:
1- Es naturalmente una herramienta centrada en procesos, que trata de hallar
posiblesfallas(gaps)enunproceso.
2- Aunque la responsabilidad se asigna a un individuo, AMFE debe ser encarada
porunequipo.
3- ElprocesodearmadodeAMFEllevaautomticamenteaestablecerprioridades.
La asignacin de RPN (nmeros de priorizacin de riesgo o risk priorization numbers)
permiteidentificarlospuntosquedebenserconsideradosenprimerlugar.
4- Proveemecanismosparadocumentarlasaccionestomadasysusresponsables.
Batch Average Control Chart J . Sun and L. Xu
ElprofesorJinSun,delauniversidaddeBeijing,presentun grficodecontroladaptado
especialmente para procesos autocorrelacionados, llamado BACC (Batch Average Control
Chart).LaventajadeestegrficoessusimilitudalfamiliargrficoShewhart.Ladesventajaessu
pocasensibilidadapequeoscambiosenlamediadelproceso.Respectodeesteltimopunto,
un grfico que resulta de ms utilidad es el grfico EWMA (exponentially weighted moving
average)quehasidorecomendadoparaprocesosautocorrelacionados.
On the path to Six Sigma through DOE C. Vivacqua and A. Santos de Pinho
Carla Almeida Vivacqua y Andr Lus Santos de Pinho, de la Universidad de Rio Grande
do Norte presentaron una aplicacin del modelo DMAIC de Seis Sigma a un problema de
produccindebateras.
Dospuntosdestacaronensupresentacin:
1- Para determinar las variables que ms influyen en el problema, se realiz
primero un proceso de tormenta de ideas (brainstorming). Este proceso arroj 29
variables candidatas, pero esta cantidad impide aplicar econmicamente mtodos de
diseo de experimentos. Entonces se utiliz un mtodo para reducir el nmero de
variables,asignando$100acadaintegrantedelequipodemejora,yhaciendoquecada
unoapuesteestos$100enlas29variablesdeacuerdoalaimportanciaqueleasigna.
De esta manera se pudo realizar una subasta de variables, y reducir el nmero de
variablesa6.
2- Las condiciones prcticashacan imposible correr las 64 (2
6
) combinaciones en
formaaleatoria.Entoncesserecurriaundiseollamadodebloqueparticionado(split
block)querecuerdaaldiseodevectoresinternosyexternosdeTaguchi.
InformeDruidadeEstadsticayCalidadN2
DruidaSoftware&Quality
ArgentinaCanada
Lima58111D53MarlboroughAve
(1073)Cap.Fed.Toronto,M5R1X5
(54)1143829936(1)4169214360
A Fast-track to Performance Excellence: Creating World-class Organizations
through a Benchmarking initiative N. Grigg and R. Mann
R. Mann y N. Grigg del Centro de investigacin sobre la Excelencia Organizacional de
NuevaZelanda,presentaronunainiciativallamadaNewZelandBenchmarkingClub.
Para queuna empresapueda avanzar en elterreno delacompetenciadeclasemundial,
esprecisoprimeroposeerunadefinicinoperativaquepermitacuantificarlasituacinactualyel
gradodeavance.EnlainiciativallevadaacaboenNuevaZelandaladefinicindecompetitividad
de clase mundial es lograr un mnimo de 700 puntos contra los criterios de excelencia del
MalcomBaldrige(CPE:CriteriaforPerformanceExcellence).Setomandosejesprincipalespara
avanzarenelprocesodemejora:
- Autoevaluacinque:
-
- establecemtricasobjetivasquepermitenevaluarlosavances.
- se realiza siguiendo un criterio numrico (basado en Malcom
BaldridgeoEFQM).
- permitepriorizarreasconoportunidadesdemejora.
- Benchmarkinginternoyexternoquepermitedesarrollarmejoresprcticas.
Enelao2001,conelobjetivodepromoverlacompetitividaddeindustriasenN.Zelanda,
se creo el COER: Centre for Organisational Excellence Research. Su objetivo es integrar
distintas iniciativas para ayudar a organizaciones en la mejora de la performance de sus
negocios.
UnadelosresultadosdelCOERfuelacreacindelclubdebenchmarkingdeN.Zelanda,
que agrupa 15 compaas lderes y cuyo objetivo es ayudar a sus miembros a trabajar para
lograrmsde700puntosenelcriterioBaldridge.
Lasprincipalesrazonesporlascualesseorganizcomounclubson:
o Creasinergiaatravsdelesfuerzocomn.
o Aceleramejorasenlosprocesoscomunes.
o Creaconfianzaentrelosmiembros.
o Permiterespetarsensibilidadescomerciales
o Losmiembrosdecidenenladireccin,velocidad,prioridades,etc.
Elclubintentalograrunincrementode50puntosenlaautoevaluacindeacuerdoalCPE
cada ao. Para ello se organizan reuniones regulares, soporte para la implantacin de buenas
prcticas, identifican socios de benchmarking fuera del club, visitas de aprendizaje a las
compaasconexcelenciaenciertasprcticas,etc.
TransactionalKaizen:ProcessImprovementEventsinanOfficeEnviromentM.
Upton
Malcom Upton, del George Group, sugiri una modificacin al esquema DMAIC de Six
Sigma, que llama Kaizen transaccional. En lneas generales, los principales cambios que
proponeson:
1- Unificar las etapas M/A, Medir y Analizar: dice que generalmente hay mucha
superposicin entre las actividades de estas dos etapas, lo que hace difcil evaluar las
puertasdepasajeentreambas.
InformeDruidadeEstadsticayCalidadN2
DruidaSoftware&Quality
ArgentinaCanada
Lima58111D53MarlboroughAve
(1073)Cap.Fed.Toronto,M5R1X5
(54)1143829936(1)4169214360
2- SubdividirlaetapaI(Mejora)endossubetapas;
i. Diseo del nuevo proceso o plan de implementacin, y ejecucin piloto
delamejora.
ii. Implementacindelamejora
3- Asignar al lder de proyecto mayor responsabilidad durantes las ltimas etapas
del proyecto (a partir de la etapa Improve), liberando los recursos de black belts que
puedentomarotrosproyectos.
Determinacindeltamaodelamuestraenpoblacionesnormales
Acontinuacinpresentamosunmtodoparaestimareltamaodelamuestraparaunlote
deciertacantidaddeunidades,suponiendoquelacaractersticaquemedimosesunavariabley
se distribuye normalmente. El mtodo que aqu describimos no es aplicable a cualquier lote, y
rogamosevaluarbienlaspresuposiciones,enloposibleconayuda de unapersonaconslidos
conocimientosenestadstica.
Supongamos que nos hallamos frente a un lote de producto, compuesto por unas 1000
unidades,yqueremosverificarlahiptesisdequeelpesopromediocorrespondealobjetivoque
fijamos(valortargetuobjetivodePeso).
La primera pregunta que surge es cuntas unidades debo pesar? Es obvio que para
tener total certeza necesito medir las 1000 unidades, pero esto es muy costoso en tiempo y
dinero. Por lo tanto debemos recurrir a analizar un grupo de unidades tomadas al azar, pero...
cuantas?.
Vamosasuponerlosiguiente:
1- Enbase aloshistogramas,grficodeprobabilidadytestdenormalidad
que vemos en SPAC, podemos decir que la caracterstica peso tiene una
distribucinnormal.
2- Podemos hacer una estimacin de los limites de variacin del proceso.
QuizasapartirdeldesvoestndarquevemosenSPAC,oatravsdeunlmite
mximoymnimoparaelproceso
1
.
Siempre que tomamos una muestra, estamos aceptando un riesgo de equivocarnos en
las conclusiones. Entonces, antes de decidir cul es el tamao de la muestra, debemos decidir
cuantaincertidumbreaceptamosennuestradecisin,yculeselmximoerroradmisibleparael
promedio estimado. Si no queremos aceptar un margen de incertidumbre, tendremos que
inspeccionartodalapoblacin.
Haytrescantidadesquedebemosdefinirantesdecalculareltamaodelamuestra:
1- El mximo error admisible E es la mxima diferencia entre el valor del
promedio hallado y el promedio real de la poblacin (). Muchas veces podemos arreglarnos
estableciendoqueelmximoerrorseaundeterminadoporcentajedeladispersin,porejemplo
E=0.5(comoveremos,sielegimosestaformadelerroradmisible,nonecesitaremoselvalorde
enlafrmula).
1
Porejemplo,sidecimosqueelpesovariaentre100gy140g,unaaproximacinprcticaesconsiderareldesvo
estndarcomoRangodividido4,osea40g/4=10g.
InformeDruidadeEstadsticayCalidadN2
DruidaSoftware&Quality
ArgentinaCanada
Lima58111D53MarlboroughAve
(1073)Cap.Fed.Toronto,M5R1X5
(54)1143829936(1)4169214360
2-Cuandotomemosladecisin,podemoscometerdostiposdeerrores:
2.1:DecirqueelpesoesigualalTarget,aunqueenrealidadelpesoes
distinto (riesgo beta). Este riesgo se llama generalmente Riesgo del Consumidor, porque nos
haceaceptarellote,aunqueestadefectuoso.
2.2: Decir que el peso es distinto del Target, aunque realmente el peso
promedio es igual al target (riesgo alfa). Este riesgo se llama riesgo del Productor, porque le
rechazamosellote,siendoqueenrealidaddeberamosaceptarlo.
Valoresquegeneralmenteseasumenenlapracticason 10 . 0 05 . 0 = = | o y ,perocada
situacin requiere evaluar el riesgo que uno aceptara. Cuanto mayor riesgo, ms pequea la
muestra.
Siguiendoconnuestroejemplo,supongamosqueeldesvoestndarobtenidoobservando
losdatosenSPACesde 4.00g,yelmximoerroradmisibleparaelpromedioobtenidoseade
2g,esdecirE=2g.
Lafrmulaparahallarelnmerodeunidadesenlamuestrasiconocemos o es
2
:
2
2 /
) (
|
|
.
|
\
|
+
=
E
z z
n
o
| o
Donde:
2 / o
z : El valor de Z para un intervalo de confianza % 100 ). 2 / 1 ( o Este valor
esde1.96paraunintervalodel95%.EnExcellafrmulaqueproveeestevalor
es NORMINV( 2 / o ,0,1); en nuestro ejemplo, usando 0.05 para o tendremos
NORMINV(0.025,0,1)=-1.959961082
|
z :ElvalordeZparaunintervalodeconfianza % 100 ). 1 ( | Estevaloresde
1.64 para un intervalo del 95%. En Excel, usando 0.10 para | tendremos
NORMINV(0.05,0,1)=-1.644853
o :Eldesvoestndarestimado.
E:Elsemi-anchodelintervalo.
Calculndoloennuestroejemplo:
52 84 . 51
2
00 . 4 ) 64 . 1 96 . 1 (
2
~ =
|
|
.
|
\
| +
=
g
g
n
Es interesante observar que si usamos para el Error E un valor relativo a la desviacin
estndar,comoE=0.5 o ,lafrmulasetransformaen
2
2 /
2
2 /
5 . 0
) (
5 . 0
) (
|
|
.
|
\
|
+
=
|
|
.
|
\
|
+
=
| o | o
o
o z z z z
n
2
FrmulapresentadaenBreyfogle:ImplementingSixSigma,WileyIS,2001,yDiamond,PracticalExperiment
DesignsforEngineersandScientists.VanN.Reinhold,NY1989
InformeDruidadeEstadsticayCalidadN2
DruidaSoftware&Quality
ArgentinaCanada
Lima58111D53MarlboroughAve
(1073)Cap.Fed.Toronto,M5R1X5
(54)1143829936(1)4169214360
Loquenosevitaestimareldesvoestndar.
Es fundamental que las n unidades sean representativas, es decir, que cada unidad del
lotetengaexactamentelamismaprobabilidaddeserincorporadaenlamuestra.
Cuandolamuestraesmuygranderespectodeltamaodelapoblacin,porejemplo,sila
muestra es mayor del 5% de la poblacin, es necesario realizar una correccin para muestras
finitas, usando un factor llamado FPC (Finite Population Correction factor), obteniendo la
siguientefrmulaparaeltamaomuestralcorregido:
|
|
.
|
\
|
+
=
N
n
n
n
1
*
RespuestasenrelacinalboletnanteriorChequeodeNormalidad
Hemos tenido algunas consultas relacionadas con series de datos que parecen muy
"gaussianas" en el histograma, pero que de acuerdo a los test ms comunes de normalidad
(Anderson Darling o Shapiro-Wilks) no son normales. Generalmente estas series de datos eran
muy grandes, produciendo histogramas con muchas clases, que superpuestos a la campana
tericadeGausssevenmuyadecuados.
El problema es que los test de normalidad se hacen cada vez mas sensibles a
medida que el nmero de unidades analizadas se incrementa. Como los test se basan en la
distribucin normal terica, si el conjunto de datos que analizamos es muy grande, es muy
probable que obtengamos como resultado un RECHAZO DE NORMALIDAD, a pesar de que la
formaqueseveenelhistogramaparecetotalmentenormal.
En el otro extremo, tener una exigua cantidad de datos(<10) hace que los test sean muy
poco efectivos, porque no tienen suficiente informacin para evaluar la normalidad. La real
efectividaddelostestapareceenrangosintermedios,cuandotenemosunaspocasdecenasde
datos,quesabemospositivamentequehanvenidodeunprocesoestable,ydudamosalmirarel
histogramasipodemosconsideraralprocesonormal.
EnSPACesfcilelegirungranintervalodetiempo,yanalizarloconcualquieradelostest,
pero seguramente esto generar falla dela normalidad debido a la gran sensibilidad de los test
para muchas observaciones. Los test de Sesgo o de Curtosis, disponibles en las <Opciones
Avanzadas>,son masinsensiblesalnmerodeobservaciones,yporesopuededaruna mejor
indicacindenormalidadparagrandesconjuntosdedatos.Otrotestrecomendadoparamuchos
datoseselJarqueBera.
Enprimerlugar,esfundamentaldefinirparaquestoyverificandolanormalidad.
Porejemplo:
1- Deseo evaluar el comportamiento de una variable, y solo puedo tomar
un dato por vez. Como los grficos de control de valores individuales son muy
sensibles a la normalidad, tengo que asegurarme que la variable siga una
distribucinnormal.
InformeDruidadeEstadsticayCalidadN2
DruidaSoftware&Quality
ArgentinaCanada
Lima58111D53MarlboroughAve
(1073)Cap.Fed.Toronto,M5R1X5
(54)1143829936(1)4169214360
>>Enestecasoloquese debehacer esrealizarunaseriedeensayos
consecutivamente, tratando de mantener el proceso lo mas estable posible, y
estudiar la normalidad de estos datos (es importante que solo acten causas
comunesdevariacin).
2-TengodudassobrelaaplicabilidaddelconceptodePpyPpkenmisdatos.
Quiero establecer si todo un conjunto de datos correspondientes (por ejemplo
duranteunmes)sedistribuyenormalmente.
>>Enestecasosepuedevergrficamenteelajustedelacampanade
Gaussalhistograma,oestudiarlalinealidaddelgrfico deprobabilidadnormal,
adicionando los tests de normalidad ms aplicables cuando hay muchos datos
mencionadosanteriormente.
Nohayunconsensogeneralizadosobrecualeselmejortestdenormalidad.Elprograma
SAS recomienda usar Kolmogorov-Smirnov para ms de 2000 datos, y Shapiro-Wilks cuando
hay menos de 2000. El programa NCSS recomienda Shapiro-Wilks y Anderson-Darling. Sin
embargo, algunos investigadores argumentan que el test de Shapiro fue desarrollado para
gruposdemenosde50observaciones,yrecomiendanqueparamuestrasmayoresseutiliceel
testdeAnderson-DarlingoD'Agostino.
Enresumen,comoparamuestrasmuygrandesexisteunamayorprobabilidaddequelos
tests de normalidad rechacen la hiptesis de Curva Normal, se sugiere investigar
simultneamente el grfico de probabilidad normal, o tambien superponer la campana normal
sobreelhistogramadelosdatos,ydeestaformasipoderasegurarquelosdatoscorresponden
aunadistribucingaussiana.
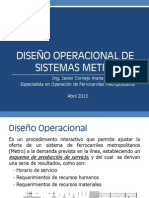
Otro caso interesante se relaciona con la influencia del proceso de medicin.
Observemoselsiguientehistograma:
InformeDruidadeEstadsticayCalidadN2
DruidaSoftware&Quality
ArgentinaCanada
Lima58111D53MarlboroughAve
(1073)Cap.Fed.Toronto,M5R1X5
(54)1143829936(1)4169214360
Vemos que todos los test de normalidad fallan la hiptesis de proceso normal, aunque
aparentementelosdatossiguenalacurvanormalsuperpuesta.Esteproblemasepuedegenerar
porlasiguienteparadoja:
1- La distribucin Normal es una distribucin de variable continua, es decir, no
existensaltosdiscretosentrelosvaloresqueasumelavariable.
2- El sistema de medicin utilizado no puede medir con infinita precisin, es
decir,debecortarelvalormedidoenvaloresdiscretosdeterminadosporsu
resolucin.
Elinstrumentomedir16.2,16.3,etc.cuandosiusramosuninstrumentosuper-precisoel
valor resultante sera 16.23123... , 16.31332... Los test de normalidad reaccionarn a esta
discretizacin,rechazandonormalidad.Estasituacinseagravacuandotenemosmuchosdatos,
porque las observaciones comienzan a acumularse de acuerdo a la escala y resolucin del
sistemademedicin.
3
3
Notarquesloseverificaestovisualmentecuandoaumentamosmucholacantidaddeclasesdelhistograma,y
seempiezanasegregarclasesdeacuerdoalaresolucindelinstrumento.
También podría gustarte
- CVSS calcular severidadDocumento11 páginasCVSS calcular severidadAmilcar BairesAún no hay calificaciones
- Diplomado Especialista Negocios Digitales OnlineDocumento11 páginasDiplomado Especialista Negocios Digitales OnlineÁlvarez AlejandroAún no hay calificaciones
- Capitulo 2 ResumenDocumento9 páginasCapitulo 2 ResumenJOHAN ESTEBAN URBANO GOMEZAún no hay calificaciones
- Definición Ingeniería BásicaDocumento5 páginasDefinición Ingeniería BásicaedwinAún no hay calificaciones
- ActasIVJNAntropologíaFilosófica MdP2013Documento232 páginasActasIVJNAntropologíaFilosófica MdP2013ignacio_arias_15Aún no hay calificaciones
- Edumatica Plan de Aula EdumaticaDocumento8 páginasEdumatica Plan de Aula Edumaticamariangelica7Aún no hay calificaciones
- Capitulo 01 IntroduccionDocumento347 páginasCapitulo 01 IntroduccionMarcelo Leanes CoronilAún no hay calificaciones
- Tarea 4Documento2 páginasTarea 4Wober ShopAún no hay calificaciones
- POQuimicaDocumento25 páginasPOQuimicaPatricia Castro SanchezAún no hay calificaciones
- Inglés ComercialDocumento10 páginasInglés ComercialHelen NietoAún no hay calificaciones
- Planeando El ProyectoDocumento78 páginasPlaneando El Proyectosergio pinchaoAún no hay calificaciones
- Análisis de Objeto Técnico La Cadena de BicicletaDocumento11 páginasAnálisis de Objeto Técnico La Cadena de BicicletaIng. Gerardo Sánchez Nájera100% (4)
- Scada Holcim Ecuador PDFDocumento12 páginasScada Holcim Ecuador PDFAnonymous PDEpTC4Aún no hay calificaciones
- Taller Casa 2 - 4°Documento1 páginaTaller Casa 2 - 4°Laura Daniela Lobo SantanaAún no hay calificaciones
- Procedimiento General de Estimacion de Factores de Emisión de La EpaDocumento1 páginaProcedimiento General de Estimacion de Factores de Emisión de La EpaAndres MorenoAún no hay calificaciones
- Unidad 3 - Tarea 4 - Kevin - RodriguezDocumento8 páginasUnidad 3 - Tarea 4 - Kevin - RodriguezKevin RodriguezAún no hay calificaciones
- Evidencia 1.2 Mapa MentalDocumento5 páginasEvidencia 1.2 Mapa MentalDanyel ZavalaAún no hay calificaciones
- Metro Conceptos BasicosDocumento33 páginasMetro Conceptos BasicosOsmar Adolfo Davila SoriaAún no hay calificaciones
- Catalogo Mudo Miguel Aleman CHPCDocumento5 páginasCatalogo Mudo Miguel Aleman CHPCCeesar ReyesAún no hay calificaciones
- Trabajo Fin de Grado Omar MernissiDocumento88 páginasTrabajo Fin de Grado Omar MernissiJosé Inostroza AlcainoAún no hay calificaciones
- Procedimiento de Lectura de Medidores - v1Documento10 páginasProcedimiento de Lectura de Medidores - v1JOSE PEDRO GUTIERREZAún no hay calificaciones
- Prueba 1-1Documento6 páginasPrueba 1-1StiveenAún no hay calificaciones
- Plan alfabetización digital café Wood StreetDocumento11 páginasPlan alfabetización digital café Wood StreetRonny CamposAún no hay calificaciones
- Crucigrama ComunicacionesDocumento2 páginasCrucigrama ComunicacionesDanielAún no hay calificaciones
- Automatización Industrial: Niveles y ComponentesDocumento29 páginasAutomatización Industrial: Niveles y Componentesisabella Uribe usuga 8.fAún no hay calificaciones
- TP - Unh Civil 0011 PDFDocumento244 páginasTP - Unh Civil 0011 PDFJose PelayoAún no hay calificaciones
- Herramientas de Power PointDocumento3 páginasHerramientas de Power PointManuel Isaac Parra ElkhouriAún no hay calificaciones
- Medidor de Consumo Eléctrico (Wattimetro) SterenDocumento1 páginaMedidor de Consumo Eléctrico (Wattimetro) SterenolgamurciaAún no hay calificaciones
- Leica FlexLine TS09plus BRODocumento6 páginasLeica FlexLine TS09plus BROsdfsdfsAún no hay calificaciones
- Paq 6 - Corte Al 30.11.23 Todo C Filtrado Uat Norma - BajadoDocumento478 páginasPaq 6 - Corte Al 30.11.23 Todo C Filtrado Uat Norma - BajadoPaola Marchan PalaciosAún no hay calificaciones