También podría gustarte
- Club de Revistas #4 Richard Mejia. Estado Actual Del Disilicato de Litio y ZirconiaDocumento17 páginasClub de Revistas #4 Richard Mejia. Estado Actual Del Disilicato de Litio y ZirconiaBavilonia K PaolaAún no hay calificaciones
- Programación de Fresado 3D Mediante MastercamDocumento15 páginasProgramación de Fresado 3D Mediante MastercamAlex Moreano A100% (1)
- Manual de Programacion en Sinumerik 802sDocumento14 páginasManual de Programacion en Sinumerik 802sMarques RodriguezAún no hay calificaciones
- 000027Documento10 páginas000027Juan Posada GAún no hay calificaciones
- MecAnizado de Un CilindroDocumento5 páginasMecAnizado de Un CilindroSeless JuankAún no hay calificaciones
- Aspirador de Sólidos - AYRFUL 15Documento4 páginasAspirador de Sólidos - AYRFUL 15santiagoAún no hay calificaciones
- Práctica#3 - Interpolación Lineal y CircularDocumento18 páginasPráctica#3 - Interpolación Lineal y CircularRubén Monterde FloresAún no hay calificaciones
- 2b. - Proceso de Corte - 28Documento28 páginas2b. - Proceso de Corte - 28PabloDextreMinayaAún no hay calificaciones
- Examen Resuelto Procesos de Mecanizacion PDFDocumento5 páginasExamen Resuelto Procesos de Mecanizacion PDFDanny Olmedo TorresAún no hay calificaciones
- MaquinariaDocumento190 páginasMaquinariaLessly AvilaAún no hay calificaciones
- Códigos Iso Fagor 8085Documento7 páginasCódigos Iso Fagor 8085Jeans BedoyaAún no hay calificaciones
- Procedimiento de Calculo de Longitud de Rosca Que Se Debe Realizar A Piezas de Acuerdo A Las Caracteristicas Del Tornillo A UtilizarDocumento6 páginasProcedimiento de Calculo de Longitud de Rosca Que Se Debe Realizar A Piezas de Acuerdo A Las Caracteristicas Del Tornillo A UtilizarManuel Cardozo100% (2)
- I.S.G. 9 Maquinas Herramientas: Normas de SeguridadDocumento4 páginasI.S.G. 9 Maquinas Herramientas: Normas de Seguridadjose mario chipana mamaniAún no hay calificaciones
- Acabado SuperficialDocumento21 páginasAcabado SuperficialChristine BrownAún no hay calificaciones
- Centro Mecanizado AlecopDocumento88 páginasCentro Mecanizado AlecopEduardo Sanchez AlcaldeAún no hay calificaciones
- Maquinas ConvensionalesDocumento23 páginasMaquinas ConvensionalesEfrain HernandezAún no hay calificaciones
- Revista Gulda Octubre 2021Documento70 páginasRevista Gulda Octubre 2021Jase SaneqAún no hay calificaciones
- Conos - ConsultaDocumento6 páginasConos - ConsultaJAVIER ANDRES CRUZ ORTIZ100% (1)
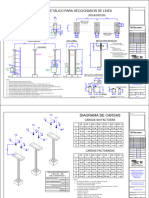
- PL06 - PLANO DE SOPORTE DE SECCIONADOR DE LÍNEA - Rev2Documento2 páginasPL06 - PLANO DE SOPORTE DE SECCIONADOR DE LÍNEA - Rev2Osmar Adolfo Davila SoriaAún no hay calificaciones
- Programa Curricular Mecánica IndustrialDocumento320 páginasPrograma Curricular Mecánica IndustrialomarAún no hay calificaciones
- Seccionador de HerramientasDocumento7 páginasSeccionador de HerramientasPABLONAún no hay calificaciones
- Vida Útil de La HerramientaDocumento17 páginasVida Útil de La Herramientaluisferqm10Aún no hay calificaciones
- 2022 Maquinas y HerramientasDocumento52 páginas2022 Maquinas y HerramientasAquiles BurgosAún no hay calificaciones
- TaladroDocumento6 páginasTaladroElias EspejoAún no hay calificaciones
- RoscadoDocumento23 páginasRoscadoEdgar Cruz SalazarAún no hay calificaciones
- Bitacora U2 V1Documento25 páginasBitacora U2 V1Daniel Barbosa De AchaAún no hay calificaciones
- Fuerzas de Corte PDFDocumento58 páginasFuerzas de Corte PDFHenryJaramilloConstanteAún no hay calificaciones
- Katalog 2 WZH 23 Web EsDocumento120 páginasKatalog 2 WZH 23 Web EsOctavio CIAún no hay calificaciones
- TEMA 21 Procesos de Maquinado para Formas RedondasDocumento43 páginasTEMA 21 Procesos de Maquinado para Formas RedondasLuis Miguel Calvo0% (2)
- Codigos GM FresadoraDocumento14 páginasCodigos GM FresadoraLuis GarciaAún no hay calificaciones