También podría gustarte
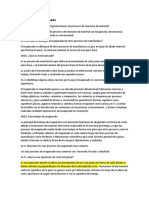
- Qué Motivos Pueden Existir para Que La Operación de Mecanizado Sea Más Costosa Que Otros Procesos de FabricaciónDocumento14 páginasQué Motivos Pueden Existir para Que La Operación de Mecanizado Sea Más Costosa Que Otros Procesos de FabricaciónKevin Gil100% (1)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Montaje y reparación de los sistemas mecánicos. FMEE0208De EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (2)
- Proceso de mecanización por arranque de viruta. FMEH0109De EverandProceso de mecanización por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (1)
- Operaciones de mecanizado manual. FMEE0208De EverandOperaciones de mecanizado manual. FMEE0208Aún no hay calificaciones
- Codigo de Edificacion Lujan de CuyoDocumento71 páginasCodigo de Edificacion Lujan de CuyoJudo Riachuelo60% (5)
- La Administracion de Las Tecnologias de Informacion y ComunicacionDocumento5 páginasLa Administracion de Las Tecnologias de Informacion y Comunicacionfernando valenzuela corralAún no hay calificaciones
- ANEXO 1 - Presupuesto Remodelacion Casa Habitacion VICENTE POZOS HERNANDEZ 13 - FEB - 2013Documento4 páginasANEXO 1 - Presupuesto Remodelacion Casa Habitacion VICENTE POZOS HERNANDEZ 13 - FEB - 2013Ft Felipe Nava FloresAún no hay calificaciones
- Maquinado en Torno ConvencionalDocumento3 páginasMaquinado en Torno ConvencionalJuan GuzmánAún no hay calificaciones
- TornoDocumento20 páginasTornoLuis Francisco Becerril JuradoAún no hay calificaciones
- P2 Maquinado Convencional v5Documento20 páginasP2 Maquinado Convencional v5Hernán RodarteAún no hay calificaciones
- P2 Maquinado Convencioalv 2Documento20 páginasP2 Maquinado Convencioalv 2Alejandro RodriguezAún no hay calificaciones
- Procesos de Manufactura I - Mecanica de CorteDocumento57 páginasProcesos de Manufactura I - Mecanica de CortejuancarlosjuaquinAún no hay calificaciones
- Teoria Del MecanizadoDocumento64 páginasTeoria Del MecanizadoWaly Jacinto MoriAún no hay calificaciones
- Apuntes Tecnologia MecanicaDocumento473 páginasApuntes Tecnologia Mecanicabtillo2607Aún no hay calificaciones
- Toría de Maquinado CII 2023Documento26 páginasToría de Maquinado CII 2023Kevin GaiborAún no hay calificaciones
- Mecanizado de Metales.Documento7 páginasMecanizado de Metales.Jesus SerranoAún no hay calificaciones
- Mecanizado de MetalesDocumento7 páginasMecanizado de MetalesGabriel Omar ViscontiAún no hay calificaciones
- Apuntes Torno CNCDocumento15 páginasApuntes Torno CNCnauj63Aún no hay calificaciones
- P1 Modelo de Corte Ortogonal INFORME PRÁCTICA #1Documento7 páginasP1 Modelo de Corte Ortogonal INFORME PRÁCTICA #1Kevin ElizaldeAún no hay calificaciones
- Apuntes Tecnologia MecanicaDocumento473 páginasApuntes Tecnologia Mecanicacarmelotomas94% (18)
- Teoria de Corte y Sus Aplicaciones en Procesos MecanicosDocumento15 páginasTeoria de Corte y Sus Aplicaciones en Procesos MecanicosLuis SantillanoAún no hay calificaciones
- Tarea 2 Urgiles Lucas Josue EmanuelDocumento4 páginasTarea 2 Urgiles Lucas Josue EmanuelJosué UrgilésAún no hay calificaciones
- Procesos de Mecanizado Por Arranque de VirutaDocumento6 páginasProcesos de Mecanizado Por Arranque de VirutaCesar MendozaAún no hay calificaciones
- FORJADODocumento18 páginasFORJADOAxel Rodriguez AAún no hay calificaciones
- Teoria Del Maquinado. Parte 1 y 2Documento5 páginasTeoria Del Maquinado. Parte 1 y 2Nathali BakerAún no hay calificaciones
- Tema 1. INTRODUCCION AL MECANIZADODocumento45 páginasTema 1. INTRODUCCION AL MECANIZADOKelly RamonAún no hay calificaciones
- Practica N°6 Proceso de MaquinadoDocumento14 páginasPractica N°6 Proceso de MaquinadoHolver SivinchaAún no hay calificaciones
- Practica N°6 Proceso de MaquinadoDocumento14 páginasPractica N°6 Proceso de MaquinadoEmerson SivinchaAún no hay calificaciones
- Procesos de Maquinado Utilizados para Producir Formas RedondasDocumento27 páginasProcesos de Maquinado Utilizados para Producir Formas RedondasCarlosSantanaAún no hay calificaciones
- Procesos de Arranque de VirutaDocumento17 páginasProcesos de Arranque de VirutaFernando Arroyo HernandezAún no hay calificaciones
- Unidad 2 MaquinadosDocumento16 páginasUnidad 2 MaquinadosAngel OrtbolAún no hay calificaciones
- MecanizadoDocumento137 páginasMecanizadovictoryanezAún no hay calificaciones
- Herramientas de CorteDocumento10 páginasHerramientas de CorteDarwin FrancisAún no hay calificaciones
- Procesos de Manufactura Por Arranque de VirutaDocumento256 páginasProcesos de Manufactura Por Arranque de VirutaHerzon Gustavo Perez LermaAún no hay calificaciones
- MecanizadoDocumento23 páginasMecanizadoJusto Del Rio MorenoAún no hay calificaciones
- Resumen de MecanizadoDocumento12 páginasResumen de MecanizadoyijauAún no hay calificaciones
- Informe Tornos 2Documento12 páginasInforme Tornos 2egarmc159Aún no hay calificaciones
- Descripción y Tipos de MaquinadoDocumento8 páginasDescripción y Tipos de Maquinadorodrigo136100% (1)
- Procesos de Manufactura - La Termodinamica en El Corte de Los MetalesDocumento12 páginasProcesos de Manufactura - La Termodinamica en El Corte de Los MetalesGerald HernandezAún no hay calificaciones
- Teoría de Corte-1-5Documento6 páginasTeoría de Corte-1-5Luis SantillanoAún no hay calificaciones
- Resume NDocumento271 páginasResume NOrlando AndreAún no hay calificaciones
- FI - Tema 3 - Programación CNCDocumento85 páginasFI - Tema 3 - Programación CNCmrchlAún no hay calificaciones
- 4a. - CORTE ORTOGONAL Y Maquinas HerramientasDocumento41 páginas4a. - CORTE ORTOGONAL Y Maquinas HerramientasOrlando CapristanAún no hay calificaciones
- Herramentales FIME CNC 2019Documento10 páginasHerramentales FIME CNC 2019Luis Fernando Lorenzo HernandezAún no hay calificaciones
- Maquinado Por Arranque de VirutaDocumento8 páginasMaquinado Por Arranque de VirutaNelson MendozaAún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209De EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Calificación: 5 de 5 estrellas5/5 (1)
- Operaciones de mecanizado por medios automáticos. FMEE0208De EverandOperaciones de mecanizado por medios automáticos. FMEE0208Aún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109De EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Aún no hay calificaciones
- Técnicas de mecanizado y metrología. TMVG0409De EverandTécnicas de mecanizado y metrología. TMVG0409Aún no hay calificaciones
- Mecanizado de madera y derivados. MAMD0209De EverandMecanizado de madera y derivados. MAMD0209Aún no hay calificaciones
- Medidas AntropometricasDocumento2 páginasMedidas AntropometricaspatataAún no hay calificaciones
- Actividades de La Hotelería y Del Proceso Contable para El Registro de Sus OperacionesDocumento7 páginasActividades de La Hotelería y Del Proceso Contable para El Registro de Sus OperacionesDiana Burgos100% (1)
- Generalidades de Artrología 2020Documento43 páginasGeneralidades de Artrología 2020Roci ArianatorAún no hay calificaciones
- Actividades 7 Al 11 de Diciembre BiologíaDocumento6 páginasActividades 7 Al 11 de Diciembre BiologíaMarisol Rod CarAún no hay calificaciones
- Naturaleza y Crianza Influencias Hereditaria Del AmbienteDocumento2 páginasNaturaleza y Crianza Influencias Hereditaria Del AmbienteSuleyni Garcia CalcañoAún no hay calificaciones
- Cuadernillo de Tutorias de Matematicas (Tutor) 1 PDFDocumento52 páginasCuadernillo de Tutorias de Matematicas (Tutor) 1 PDFCamila LeGiAún no hay calificaciones
- 90 Fichas Conciencia FonológicaDocumento95 páginas90 Fichas Conciencia FonológicaRosanna GuasumbaAún no hay calificaciones
- Informe de Reprocesamiento 2006 Bloque El Bongo ReprocesoDocumento46 páginasInforme de Reprocesamiento 2006 Bloque El Bongo ReprocesoYenny Marcela CastellanosAún no hay calificaciones
- Análisis de La Película MadeinusaDocumento3 páginasAnálisis de La Película MadeinusaTeo TtoroAún no hay calificaciones
- Crouzet, Maurice. Arte EgipcioDocumento18 páginasCrouzet, Maurice. Arte Egipciopichu55Aún no hay calificaciones
- Reporte Proyecto Final Ecualizador de 5 BandasDocumento22 páginasReporte Proyecto Final Ecualizador de 5 BandasJorge Alberto100% (1)
- Gestalt Mexico Vol III Una Publicacion DDocumento84 páginasGestalt Mexico Vol III Una Publicacion DDIANA FERNANDA ESTRADA SANCHEZAún no hay calificaciones
- BPL 3era ParteDocumento6 páginasBPL 3era Partekatia contreras HAún no hay calificaciones
- Vias Terrestres 1 Trabajo de Investigacion Tema 4 - Ing Civil Utea 2020 - II CivilDocumento184 páginasVias Terrestres 1 Trabajo de Investigacion Tema 4 - Ing Civil Utea 2020 - II CivilCpjeni JenAún no hay calificaciones
- Control Ambiental y RuidosDocumento16 páginasControl Ambiental y RuidosGennevith CruzAún no hay calificaciones
- Frecuencias Organos AcupunturaDocumento20 páginasFrecuencias Organos AcupunturaPedro Chico MartinAún no hay calificaciones
- Et I790119077 0001tub0201 - 0Documento14 páginasEt I790119077 0001tub0201 - 0Xavier AFAún no hay calificaciones
- Nte Inen 363: Norma Técnica EcuatorianaDocumento8 páginasNte Inen 363: Norma Técnica EcuatorianaShirley SandoyaAún no hay calificaciones
- 1° Liquidacion de GastosDocumento20 páginas1° Liquidacion de GastosRuben García GarcíaAún no hay calificaciones
- "Optimización Del Proceso de Desorción, Electrodepositación PDFDocumento99 páginas"Optimización Del Proceso de Desorción, Electrodepositación PDFJoel GuillenAún no hay calificaciones
- HOJA DE RESUMEN - Sika Boom®Documento1 páginaHOJA DE RESUMEN - Sika Boom®YARELIS VILLALBAAún no hay calificaciones
- Tesis de Grado - Raúl Antonio García VillarroelDocumento194 páginasTesis de Grado - Raúl Antonio García VillarroelCelia Gimena Puma VillcaAún no hay calificaciones
- Infografía Sobre La Insuficiencia RenalDocumento1 páginaInfografía Sobre La Insuficiencia RenalirisAún no hay calificaciones
- TABLA - Diferencias Micropavimento Vs Slurry SealDocumento2 páginasTABLA - Diferencias Micropavimento Vs Slurry SealJuan Miguel Orellana Cavero75% (4)
- Conducta Suicida Dr. Alejandro GomezDocumento7 páginasConducta Suicida Dr. Alejandro GomezbraulioAún no hay calificaciones
- Ejercicios para Mejorar La EpicondilitisDocumento11 páginasEjercicios para Mejorar La EpicondilitisDiego SpiAún no hay calificaciones
- Semana 9b Área de Regiones Poligonales y Triangulares TeoríaDocumento28 páginasSemana 9b Área de Regiones Poligonales y Triangulares TeoríaManuel Arevalo VillanuevaAún no hay calificaciones