Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Pipeline
Pipeline
Cargado por
Juan Carlos CastroDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Pipeline
Pipeline
Cargado por
Juan Carlos CastroCopyright:
Formatos disponibles
www.boehler-welding.
com
CONSUMIBLES DE SOLDEO
PARA LA CONSTRUCCIN DE LNEAS DE TUBERAS
www.boehler-welding.com
Editorial
BHLER WELDING es uno de los fabricantes pioneros de
consumibles para soldeo por arco, y que adems ha destacado
desde sus inicios por su dedicacin a sofisticadas aplicaciones.
electrodos celulsicos, como bsicos e hilos. Se toma como
prioridad la obtencin de altos valores de resiliencia del metal de
soldadura depositado para garantizar una mayor seguridad.
De esta forma, cuando el transporte de petrleo y gas cobr
importancia, BHLER WELDING se interes y tom partido en
este sector.
Los consumibles BHLER WELDING son mundialmente
conocidos debido a la experiencia adquirida tanto en proyectos
de lneas de tuberas onshore, como para lneas de tuberas
offshore submarinas tendidas desde plataformas.
Una amplia red mundial de ventas formada por socios con
amplios stocks garantiza suministros rpidos y puntuales en todos
los pases.
Puede encontrar su distribuidor ms cercano en Internet en
www.boehler-welding.com
Los consumibles de BHLER WELDING estn disponibles en
embalajes resistentes a la humedad y cerrados hermticamente.
BSGA
La construccin de tuberas en diferentes zonas climticas as
como las variadas caractersticas de los terrenos en los que se
trabaja exige una gran inventiva por parte de los ingenieros.
BHLER WELDING ha hecho frente a este reto al lado de las
ms importantes empresas constructoras de lneas de tuberas
alcanzando una posicin lder en este sector empleando tanto
www.boehler-welding.com
Gua de seleccin
Electrodos
Hilo
Steel grades
API
EN
CEL
BVD
Pipe
A, B
FOX CEL
FOX BVD RP
FOX BVD 85
FOX EV Pipe
X42 - X52
FOX CEL
FOX BVD RP
FOX BVD 85
FOX EV Pipe
FOX EV 60 Pipe
SG 3-P
SG 8-P
X56 - X60
FOX CEL
FOX CEL Mo
FOX CEL 70-P
FOX CEL 75
FOX CEL 80-P
FOX CEL 85
FOX BVD RP
FOX BVD 85
FOX EV Pipe
FOX EV 60 Pipe
SG 3-P
SG 8-P
FCAW
Aceros para tuberas de
baja resistencia
API
EN
L210
FOX CEL
FOX BVD RP
FOX BVD 85
FOX EV Pipe
L290MB-L360MB
FOX CEL
FOX BVD RP
FOX BVD 85
FOX EV Pipe
FOX EV 60 Pipe
SG 3-P
SG 8-P
L385M-L415MB
FOX CEL
FOX CEL Mo
FOX CEL 70-P
FOX CEL 75
FOX CEL 80-P
FOX CEL 85
FOX BVD RP
FOX BVD 85
FOX EV Pipe
FOX EV 60 Pipe
SG 3-P
SG 8-P
Aceros para tuberas de
alta resistencia
API
X65
FOX CEL
FOX CEL 80-P
FOX CEL 85
FOX BVD RP
FOX BVD 85
FOX EV 60 Pipe
SG 3-P
SG 8-P
X70
FOX CEL
FOX CEL 80-P
FOX CEL 85
FOX CEL 90
FOX BVD RP
FOX BVD 90
FOX EV 70 Pipe
SG 8-P
NiMo 1-IG
Ti 70 Pipe-FD
X80
FOX CEL
FOX CEL 90
FOX BVD RP
FOX BVD 90
FOX BVD 100
FOX EV 70 Pipe
NiMo 1-IG
Ti 80 Pipe-FD
X100-X110
EN
FOX BVD RP
FOX BVD 110
FOX BVD 120
L450MB
FOX CEL
FOX CEL 80-P
FOX CEL 85
FOX BVD RP
FOX BVD 85
FOX EV 60 Pipe
SG 3-P
SG 8-P
L485MB
FOX CEL
FOX CEL 80-P
FOX CEL 85
FOX CEL 90
FOX BVD RP
FOX BVD 90
FOX EV 70 Pipe
SG 8-P
NiMo 1-IG
L555MB
FOX CEL
FOX CEL 90
FOX BVD RP
FOX BVD 90
FOX BVD 100
FOX EV 70 Pipe
NiMo 1-IG
22Cr
FOX CN 22/9 N
FOX CN 22/9 N-B
Aceros dplex
CN 22/9 N-IG
CN 22/9 PW-FD
La seleccin depende de la tecnologa de soldeo, vase la recomendacin detallada para la pasada de raz, pasada en caliente y las pasadas de
relleno en las pginas siguientes.
CEL
BVD
= electrodos celulsicos
= electrodos bsicos para soldeo en vertical descendente
Pipe
= electrodos bsicos para soldeo en vertical ascendente
FCAW = hilo tubular
BHLER WELDING Consumibles para la construccin de lneas de tuberas
www.boehler-welding.com
Descripcin
Page
Electrodos celulsicos para soldeo en
vertical descendente
Tabla comparativa de aceros para tuberas
Recomendaciones para electrodos celulsicos
BHLER
BHLER
BHLER
BHLER
BHLER
BHLER
BHLER
BHLER
BHLER
BHLER
8
8
8
9
9
29
9
10
29
10
FOX
FOX
FOX
FOX
FOX
FOX
FOX
FOX
FOX
FOX
CEL
CEL+
CEL Mo
CEL 70-P
CEL 75
CEL 75 G
CEL 80-P
CEL 85
CEL 85 G
CEL 90
(AWS
(AWS
(AWS
(AWS
(AWS
(AWS
(AWS
(AWS
(AWS
(AWS
E6010)
E6010)
E7010-A1)
E7010-P1)
E7010-P1)
E7010-G)
E8010-P1)
E8010-P1)
E8010-G)
E9010-P1)
Tecnologa de soldeo
Electrodos bsicos para soldeo en
vertical descendente
11 - 14
Recomendaciones para electrodos bsicos
15
BHLER
BHLER
BHLER
BHLER
BHLER
BHLER
16
16
16
17
17
17
FOX
FOX
FOX
FOX
FOX
FOX
BVD
BVD
BVD
BVD
BVD
BVD
RP
85
90
100
110
120
(AWS
(AWS
(AWS
(AWS
(AWS
(AWS
E8045-P2)
E8045-P2)
E9018-G)
E10018-G)
E11018-G)
E12018-G)
Tecnologa de soldeo
18 - 22
Electrodos bsicos para soldeo en
vertical ascendente
Recomendaciones para electrodos bsicos para soldeo en vertical ascendente
24
BHLER FOX EV PIPE
BHLER FOX EV 60 PIPE
BHLER FOX EV 70 PIPE
25
25
25
Hilo macizo e hilo tubular para
soldadura automatica y
semiautomatica de tuberas
Recomendaciones para soldadura automatica con hilo macizo
26
BHLER
BHLER
BHLER
BHLER
BHLER
SG 3-P
SG 8-P
NiMo 1-IG
Ti 70 Pipe-FD
Ti 80 Pipe-FD
27
27
28
28
28
Otros consumibles para
soldadura de tuberas
BHLER
BHLER
BHLER
BHLER
FOX
FOX
FOX
FOX
29
29
29
29
Para acero duplex
FOX CN 22/9 N
FOX CN 22/9 N-B
CN 22/9 N-IG
CN 22/9 PW-FD
CEL S
CEL 75 G
CEL 85 G
EV 50-W
(AWS E7016-1)
(AWS E8016-G)
(AWS E9016-G)
29
29
29
29
www.boehler-welding.com
Tabla comparativa de aceros para tuberas
Lmite elstico mnimo
Clasificaciones de acero
API 5 L-92
EN 10208-2
Resistencia a la traccin mnima
2
Alargamiento mnimo
ksi
N/mm
ksi
StE 210.7
30.0
30.4
30.4
207
210
210
48.0
46.4
46.4
331
320
320
28
26
26
StE 240.7
35.0
35.5
34.8
241
245
240
60.0
60.2
53.7
413
415
370
23
22
24
42.0
42.0
42.0
289
290
290
60.0
60.2
60.9
313
415
420
23
21
23
46.0
46.4
46.4
317
320
320
63.0
66.7
66.7
434
460
460
22
21
21
52.0
52.2
52.2
358
360
360
66.0
66.7
74.0
455
460
510
21
20
20
56.0
55.8
55.8
386
385
385
71.0
76.9
76.9
489
530
530
20
19
19
60.0
60.2
60.2
413
415
415
75.0
75.4
79.8
517
520
550
19
18
18
StE 445.7 TM
65.0
65.3
64.6
448
450
445
77.0
77.6
81.2
530
535
560
18
18
18
StE 480.7 TM
70.0
70.3
69.6
482
485
480
82.0
82.7
87.0
565
570
600
18
18
18
StE 550.7 TM
80.0
80.5
79.8
550
555
550
90.0
90.6
100.1
620
625
690
18
18
18
DIN 17172
A
L210
B
L245MB
X 42
L290MB
StE 290.7
StE 290.7 TM
X 46
L320M
StE 320.7
StE 320.7 TM
X 52
L360MB
StE 360.7
StE 360.7 TM
X 56
L385M
StE 385.7
StE 385.7 TM
X 60
L415MB
StE 415.7
StE 415.7 TM
X 65
L450MB
X 70
L485MB
X 80
L555MB
BHLER WELDING Consumibles para la construccin de lneas de tuberas
N/mm
www.boehler-welding.com
Tubera de agua en Arabia Saud
a.hak
Soldeo en vertical descendente con electrodos celulsicos, Emiratos rabes Unidos
www.boehler-welding.com
Recomendaciones para electrodos celulsicos
Electrodos celulsicos
Clases de acero
API
FOX CEL
FOX CEL S
E 6010
FOX CEL Mo
E 7010-A1
FOX CEL 70-P
FOX CEL 75
E 7010-P1
FOX CEL 80-P
FOX CEL 85
E 8010-P1
FOX CEL 90
E 9010-G
A
B
X 42
X 46
X 52
X 56
X 60
X 65
X 70
X 80
Clases de acero
EN
L210
L245MB
L290MB
L320M
L360MB
L385M
L415MB
L450MB
L485MB
L555MB
slo para soldeo de pasada de raz
para pasada de raz, pasada en caliente, pasada de relleno y cordn final.
La aplicacin de FOX CEL FOX CEL S para la pasada de raz de aceros de alta resistencia
X 60 / L415MB y superiores es muy comn, pero su uso depende de las especificaciones y de las
condiciones individuales. Tenga tambin en cuenta el apartado Tcnica combinada y soldeo con
un nico tipo de electrodo en las pginas 8 y 9.
Debido su la gran rentabilidad, se estn usando electrodos
celulsicos desde hace dcadas para aceros para tuberas hasta
API 5 L X 80. Se obtiene un gran rendimiento desde la pasada
de raz como las de relleno y peinado. Dimetros mayores de
electrodos en la posicin vertical descendente con alta intensidad y altas velocidades de avance.
Aunque los electrodos celulsicos de BHLER WELDING
estn diseados para producir soldaduras de unin de gran
integridad y resiliencia, el alto contenido de hidrgeno del
depsito de soldadura puede limitar la aplicacin segn las
propiedades requeridas de grosor de la pared del tubo y de
resiliencia.
BHLER WELDING Consumibles para la construccin de lneas de tuberas
www.boehler-welding.com
Electrodos celulsicos para soldeo en vertical descendente
BHLER
Proceso
de soldeo
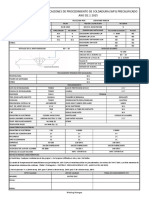
Anlisis Propiedades mecnicas tpicas
tpico
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base
Clasificacin por
normas
Norma
Parmetros de soldeo
%
mm
A
EN
API
FOX CEL
SMAW
EN ISO 2560-A:2005:
E 38 3 C 2 1
C 0.12 Re
Si 0.14 Rm
Mn 0.5 A5
Secado: no permitido
SMAW
EN ISO 2560-A:2005:
E 38 2 C 2 1
C 0.17 Re
Si 0.15 Rm
Mn 0.6 A5
450 ( 390) N/mm2
520 ( 470-540) N/mm2
26 ( 22) %
AWS A5.1-04: E6010
AWS A5.1M-04: E4310
Av
+20C: 105 ( 70) J
0C: 95 J
-20C: 65 ( 47) J
-30C:
( 27) J
Secado: no permitido
YS 65000 ( 57000) PSI
TS 75000 ( 68000-78000) PSI
Alargamiento en 4d 26 ( 22) %
Consulte nuestras recomendaciones de las pginas
11 y 12 referidas al precalentamiento, temperatura
entre pasada y procedimiento de soldeo.
Energa de impacto
+68F: 77 ( 52) ft-lb
+32F: 70 ft-lb
-4F: 48 ( 35) ft-lb
-22F:
( 20) ft-lb
AWS A5.5-06: E7010-A1
Polaridad negativa para
pasada de raz.
Secado: no permitido
Consulte nuestras recomendaciones de las pginas
11 y 12 referidas al precalentamiento, temperatura
entre pasada y procedimiento de soldeo.
TV-D,
TV-A,
DNV, GdF,
Statoil,
SEPROZ,
PDO,
VNIIST, CE
Energa de impacto
+68F: 81 ( 52) ft-lb
+32F: 77 ft-lb
-4F: 70 ( 35) ft-lb
-22F: 48 ft-lb
-40F: 34 ft-lb
Consulte nuestras recomendaciones de las pginas
11 y 12 referidas al precalentamiento, temperatura
entre pasada y procedimiento de soldeo.
EN ISO 2560-A:2005:
E 42 3 Mo C 2 5
50-90
80-130
120-180
160-210
YS 65000 ( 57000) PSI
TS 75000 ( 68000-78000) PSI
Alargamiento en 4d 26 %
Polaridad negativa para
pasada de raz.
FOX CEL Mo
2.5
3.2
4.0
5.0
Av
+20C: 110 ( 70) J
0C: 105 J
-20C: 95 J
-30C: 65 ( 47)
-40C: 45 J
AWS A5.1-04: E6010
AWS 5.1M-04: E4310
FOX CEL+
450 ( 390) N/mm2
520 ( 470-540) N/mm2
26 ( 22) %
SMAW
C
Si
Mn
Mo
0.1 Re
480 ( 420) N/mm2
0.14 Rm
550 ( 510-590) N/mm2
0.4 A5
23 ( 22) %
0.5
Av
+20C: 100 ( 70) J
0C: 95 J
-20C: 85 J
-30C: 50 ( 47) J
-40C: 42 J
YS 70000 ( 61000) PSI
TS 80000 ( 74000-85500) PSI
Alargamiento en 4d 23 ( 22) %
Energa de impacto
+68F: 74 ( 52) ft-lb
+32F: 70 ft-lb
-4F: 63 ft-lb
-22F: 37 ( 35) ft-lb
-40F: 31 ft-lb
Electrodo celulsico para el soldeo
vertical descendente de lneas de
tuberas de dimetro grande, adecuado para pasadas de raz, pasadas
en caliente y capas de relleno y de
recubrimiento. Recomendado especialmente para la soldadura de pasadas de raz. Muy rentable en comparacin con el soldeo en vertical
ascendente. Adems de sus excelentes caractersticas de soldadura y de
unin entre separacin de raz,
FOX CEL ofrece un depsito de soldadura con excepcionales valores de
resiliencia, con la mayor seguridad
consiguiente en soldaduras in situ
de lneas de tuberas. Se puede usar
con aplicaciones de gas sulfurado
(test HIC (fisura inducida por hidrgeno) segn NACE TM-02-84).
Tambin estn disponibles los resultados del test SSC (corrosin localizada del cordn de soldadura).
S235JR,
S275JR,
S235J2G3,
S275J2G3,
S355J2G3,
P235GH,
P265GH,
P355T1,
P235T2-P355T2,
L210NB-L415NB,
L290MB-L415MB,
P235G1TH,
P255G1TH.
Pasada de raz hasta
L555NB, L555MB
API espec. 5 L:
A, B, X 42, X 46,
X 52, X 56.
Pasada de raz hasta
X 80.
S235JR, S275JR,
S235J2G3,
S275J2G3,
S355J2G3,
P235GH,
Recomendado especialmente para
soldeos de pasada de raz con polari- P265GH,
P355T1,
dad positiva CC en las posiciones
P235T2-P355T2,
vertical descendente y vertical
L210NB-L415NB,
ascendente. Adems de sus buenas
L290MB-L415MB,
caractersticas de soldeo y unin
P235G1TH,
entre separacin de raz, Bhler
FOX CEL+ ofrece un potente arco P255G1TH.
Pasada de raz hasta
que deposita pasadas de raz de
buena penetracin y suaves con altas L555NB, L555MB
velocidades de avance y una alta
API espec. 5 L:
seguridad contra la formacin de
A, B, X 42, X 46,
huecos en el cordn y contra las
X 52, X 56.
mordeduras.
Pasada de raz hasta
X 80.
2.5
3.2
4.0
50-90
80-130
120-180
Electrodo celulsico para el soldeo
en vertical descendente de lneas de
tuberas de dimetro grande.
3.2
4.0
5.0
80-130
120-180
160-210
TV-D,
TV-A,
ABS,
SEPROZ,
VNIST, CE
Electrodo celulsico para el soldeo
en vertical descendente de lneas de
tuberas grandes de alta resistencia.
Muy econmico comparado con el
soldeo en vertical ascendente.
S235JR,
S275JR,
S235J2G3,
S275J2G3,
S355J2G3,
P235GH,
P265GH,
Recomendado especialmente para
pasadas en caliente, capas de relleno L210-L415NB,
L290MB-L415MB,
y de recubrimiento. Adems de la
buena resiliencia del metal de solda- P355T1,
P235T2-P355T2,
dura depositado, ofrece un soldeo
sencillo y un arco intensivo concen- P235G1TH,
trado con caractersticas de penetra- P255G1TH
cin profunda para garantizar solda- Pasada de raz hasta
L555MB.
duras de unin de primera calidad
radiogrfica. Se puede usar con aplicaciones de gas sulfurado (test HIC API espec. 5 L:
Grade A, B, X 42,
(fisura inducida por hidrgeno)
X 46, X 52, X 56,
segn NACE TM-02-84). Tambin
estn disponibles los resultados del X 60.
Pasada de raz hasta
test SSC (corrosin localizada del
X 80.
cordn de soldadura).
www.boehler-welding.com
Electrodos celulsicos para soldeo en vertical descendente
BHLER
Proceso
de soldeo
Anlisis Propiedades mecnicas tpicas
tpico
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base
Clasificacin por
normas
Norma
Parmetros de soldeo
%
mm
A
EN
API
FOX CEL 70-P
SMAW
EN ISO 2560-A:2005:
E 42 3 C 25
C
Si
Mn
Ni
AWS A5.5-06: E7010-P1
0.17 Re
475 ( 420) N/mm2
0.11 Rm
550 (510-610) N/mm2
0.6 A5
23 ( 22) %
0.17
Av
+20C: 90 J
-20C: 70 J
-30C: 55 ( 47) J
-40C: 45 J
Secado: no permitido
YS 69000 ( 61000) PSI
TS 80000 ( 73000-93000) PSI
Alargamiento en 4d 23 ( 22) %
Consulte nuestras recomendaciones de las pginas
10 y 11 referidas al precalentamiento, temperatura
entre pasada y procedimiento de soldeo.
Energa de impacto
+68F: 66 ft-lb
-4F: 51 ft-lb
-22F: 40 ( 34) ft-lb
-40F: 33 ft-lb
FOX CEL 75
SMAW
EN ISO 2560-A:2005:
E 42 3 C 2 5
C 0.14 Re
Si 0.14 Rm
Mn 0.7 A5
Consulte nuestras recomendaciones de las pginas
11 y 12 referidas al precalentamiento, temperatura
entre pasada y procedimiento de soldeo.
AWS A5.5-06: E8010-P1
3.2
4.0
5.0
80-130
120-180
160-210
TV-A
Energa de impacto
+68F: 74 ( 63) ft-lb
+32F: 70 ft-lb
-4F: 63 ft-lb
-22F: 41 ( 35) ft-lb
-40F: 33 ( 20) ft-lb
SMAW
C
Si
Mn
Ni
0.15 Re
490 ( 460) N/mm2
0.15 Rm
570 (550-650) N/mm2
0.75 A5
23 ( 20) %
0.8
Av
+20C: 90 J
-20C: 80 J
-30C: 60 ( 47) J
-40C: 45 J
Secado: no permitido
YS 71000 ( 67000) PSI
TS 83000 ( 80000-94000) PSI
Alargamiento en 4d 23 ( 20) %
Consulte nuestras recomendaciones de las pginas
10 y 11 referidas al precalentamiento, temperatura
entre pasada y procedimiento de soldeo.
Energa de impacto
+68F: 66 ft-lb
-4F: 59 ft-lb
-22F: 44 ( 34) ft-lb
-40F: 33 ft-lb
Electrodo celulsico para el
soldeo en vertical descendente de
lneas de tuberas de dimetro
grande de alta resistencia.
Recomendado especialmente para
pasadas en caliente, capas de
relleno y de recubrimiento.
Muy rentable en comparacin con
el soldeo en vertical ascendente
convencional.
BHLER FOX CEL 70-P genera
un arco ms intenso y ms metal
de soldadura depositado fluido en
comparacin con el conocido
BHLER FOX CEL 75.
YS 70000 ( 61000) PSI
TS 80000 ( 74000-89000) PSI
Alargamiento en 4d 23 ( 22) %
Secado: no permitido
EN ISO 2560-A:2005
E 46 3 1Ni C 25
140-210
Av
+20C: 100 ( 85) J
0C: 95 J
-20C: 85 J
-30C: 55 ( 47) J
-40C: 45 ( 27) J
AWS A5.5-06: E7010-P1
FOX CEL 80-P
480 ( 420) N/mm2
550 (510-610) N/mm2
23 ( 22) %
5.0
5.0
140-210
BHLER WELDING Consumibles para la construccin de lneas de tuberas
S235JR,
S275JR,
S235J2G3,
S275J2G3,
S355J2G3,
P235GH, P265GH,
L210 - L415NB,
L290MB - L415MB,
P355T1,
P235T2 - P355T2,
P235G1TH,
255G1TH
API espec. 5 L:
Grade A, B, X42,
X 46, X 52,
X 56, X 60
Electrodo celulsico para el soldeo en vertical descendente de
lneas de tuberas de dimetro
grande de alta resistencia.
Recomendado especialmente para
pasadas en caliente, capas de
relleno y de recubrimiento. Muy
rentable en comparacin con el
soldeo en vertical ascendente
convencional. Las caractersticas
del arco de penetracin y la baja
formacin de escoria permiten un
buen control del cordn y garantizan el mejor rendimiento en
todas las posiciones, incluso con
electrodos de dimetros mayores
y alta intensidad. Se puede usar
con aplicaciones de gas sulfurado
(test HIC (fisura inducida por
hidrgeno) segn NACE TM-0284). Tambin estn disponibles
los resultados del test SSC
(corrosin localizada del cordn
de soldadura).
S235JR,
S275JR,
S235J2G3,
S275J2G3,
S355J2G3,
P235GH,
P265GH,
L210-L415NB,
L290MB-L415MB,
P355T1,
P235T2-P355T2,
P235G1TH,
P255G1TH.
Pasada de raz hasta
L480MB.
Electrodo celulsico para el
soldeo en vertical descendente de
lneas de tuberas de dimetro
grande de alta resistencia. Muy
rentable en comparacin con el
soldeo en vertical ascendente
convencional. Recomendado
especialmente para pasadas en
caliente, capas de relleno y de
recubrimiento.
L415NB - L485NB,
L415MB - L485MB
API espec. 5 L:
Grade A, B, X 42,
X 46, X 52, X 56,
X 60.
Pasada de raz hasta
X 70.
API espec. 5 L:
X 56,
X 60, X 65, X 70
BHLER FOX CEL 80-P genera
un arco ms intenso y ms metal
de soldadura depositado fluido en
comparacin con el conocido
BHLER FOX CEL 85.
www.boehler-welding.com
Electrodos celulsicos para soldeo en vertical descendente
BHLER
Proceso
de soldeo
Anlisis Propiedades mecnicas tpicas
tpico
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base
Clasificacin por
normas
Norma
Parmetros de soldeo
%
mm
A
EN
API
FOX CEL 85
SMAW
EN ISO 2560-A:2005:
E 46 4 1Ni C 2 5
C
Si
Mn
Ni
AWS A5.5-06: E8010-P1
0.14 Re
0.15 Rm
0.75 A5
0.7
Av
+20C:
0C:
-20C:
-40C:
490 ( 460) N/mm2
570 (550-650) N/mm2
23 ( 20) %
110
105
100
70
Secado: no permitido
Consulte nuestras recomendaciones de las pginas
11 y 12 referidas al precalentamiento, temperatura
entre pasada y procedimiento de soldeo.
Energa de impacto
+68F: 81 ( 59) ft-lb
+32F: 77 ft-lb
-4F: 74 ft-lb
-40F: 52 ( 35) ft-lb
EN ISO 2560-A:2005:
E 50 3 1Ni C 2 5
AWS A5.5-06: E9010-P1
Secado: no permitido
Consulte nuestras recomendaciones de las pginas
11 y 12 referidas al precalentamiento, temperatura
entre pasada y procedimiento de soldeo..
10
SMAW
C
Si
Mn
Ni
80-130
120-180
160-210
( 80) J
J
J
( 47) J
YS 71000 ( 67000) PSI
TS 82000 ( 80000-94000) PSI
Alargamiento en 4d 23 ( 20) %
FOX CEL 90
3.2
4.0
5.0
0.17 Re
610 ( 530) N/mm2
0.15 Rm
650 (620-720) N/mm2
0.9 A5
21 ( 18) %
0.8
Av
+20C: 100 ( 80) J
0C: 90 J
-20C: 75 J
-30C: 65 ( 47) J
-40C: 40 ( 27) J
YS 89000 ( 77000) PSI
TS 94000 ( 90000-104400) PSI
Alargamiento en 4d 21 ( 18) %
Energa de impacto
+68F: 74 ( 59) ft-lb
+32F: 66 ft-lb
-4F: 55 ft-lb
-22F: 48 ( 35) ft-lb
-40F: 30 ( 35) ft-lb
TV-D,
TV-A,
ABS, GdF,
SEPROZ,
PDO, CE
Electrodo celulsico para el soldeo en vertical descendente de
lneas de tuberas de dimetro
grande de alta resistencia. Muy
rentable en comparacin con el
soldeo en vertical ascendente
convencional.
L415NB-L485NB,
L415MB-L485MB.
API eespec. 5 L:
X 56, X 60,
X 65, X 70
Recomendado especialmente para
pasadas en caliente, capas de
relleno y de recubrimiento.
No cabe duda que
BHLER FOX CEL 85 es el electrodo celulsico ms conocido
que cubre de forma ptima las
demandas exactas de la soldadura
in situ de lneas de tuberas
campo a travs. La ms alta calidad
de soldaduras de unin est garantizada a temperaturas hasta 40 C. Se puede usar con aplicaciones de gas sulfurado (test HIC
(fisura inducida por hidrgeno)
segn NACE TM-02-84). Tambin
estn disponibles los resultados
del test SSC (corrosin localizada
del cordn de soldadura).
4.0
5.0
120-180
160-210
TV-D,
TV-A,
GdF,
Statoil,
SEPROZ,
VNIIST, CE
Electrodo celulsico para el soldeo en vertical descendente de
lneas de tuberas de dimetro
grande de alta resistencia. Muy
rentable en comparacin con el
soldeo en vertical ascendente
convencional.
Recomendado especialmente para
pasadas en caliente, capas de
relleno y de recubrimiento.
El diseo especial del revestimiento y del alma garantiza la ms alta
calidad metalrgica y la calidad del
metal de soldadura depositado
con propiedades mecnicas excelentes. El electrodo permite una
buena visibilidad del bao de
fusin, se suelda fcilmente en
todas las posiciones y tiene
amplios mrgenes de seguridad
contra imperfecciones por porosidad e inclusiones de escoria.
L450MB,
L485MB,
L555MB.
API eespec. 5 L:
X 65, X 70,
X 80
www.boehler-welding.com
Tecnologa de soldeo
Temperaturas de precalentamiento y
entre pasada
Preparacin de la junta de unin
recomendada
Para prevenir que el hidrgeno provoque fisuras, es necesario precalentar los tubos antes de empezar a soldar y mantener una temperatura de entrepasada al soldar cada uno de
los cordones.
Grosores de la pared
20 mm ( 3/4 pulgadas)
Se recomienda generalmente un precalentamiento a 150 C
(300 F) teniendo en cuenta las condiciones de campo, por lo
general muy complicadas. Esto cubre un grosor de la pared
de hasta 25 mm (1") y metales de soldadura depositado hasta
la clase E9010 (FOX CEL 90). Cuando se sueldan tubos de
paredes delgadas, se debe tener en cuenta aplicar temperaturas de precalentamiento y de entre pasada ms bajas.
Grosores de la pared
> 20 mm (> 3/4 pulgadas)
En el siguiente diagrama figuran las temperaturas ms bajas
posibles dependiendo del grosor de la pared y del tipo de
electrodo.
minimum
F
mnimo enin F
356
minimum
in C
C
mnimo en
180
160
320
140
284
120
248
100
212
E9010
E8010
E7010
E6010
80
60
176
140
40
104
20
68
32
5 wall thickness in mm 10
grosor de la pared en mm
15
20
25
Mquinas de soldeo
Los electrodos celulsicos slo se pueden soldar con
corriente directa. Las mquinas de soldeo deben tener
autorregulador y un circuito abierto de alto voltaje.
En la soldadura de arco manual es difcil mantener constante la
distancia entre el electrodo y el bao de fusin o superficies
de soldeo, es decir, la longitud del arco vara y, con ella, la
intensidad. El uso de mquinas de soldeo con autorregulador
minimiza estas variaciones. El voltaje en vaco debe superar los 70 V para generar la alta energa de ionizacin requerida para la disociacin de los componentes que cubren el
revestimiento del electrodo. Los generadores usados para soldar con electrodos celulsicos para tubos suelen tener un circuito abierto de un voltaje entre 80 y 100 V.
Los electrodos de dimetros mayores requieren una
intensidad alta, as como un alto voltaje que el generador debe proporcionar durante el soldeo.
Tcnica de soldeo
Pasada de raz
Se suelda la pasada de raz con los tubos colocados y sujetos
en su posicin real con bridas. Para dimetros de tubo de ms
de 200 mm (8"), se ha generalizado la costumbre de que trabajen dos soldadores, cada uno a un lado del tubo. Incluso
trabajan tres o cuatros soldadores a la vez para reducir la
deformacin y mantener una anchura de raz uniforme.
Trabajan tres o cuatro soldadores para realizar la pasada de
raz en tubos de dimetros mayores a 700 mm (28") o en una
base complicada. Para esta parte del soldeo, la ms
importante, que requiere una penetracin perfecta,
se debe seleccionar un dimetro de electrodo, una
velocidad de avance y una intensidad conformes al
dimetro del tubo y al grosor de la pared. Para dimetros del tubo de hasta 250 mm (10") aproximadamente y grosores de la pared de hasta 8 mm (5/16"),
recomendamos usar electrodos de 3,2 mm (1/8") de
dimetro; para dimensiones mayores, electrodos
4 mm (5/32") de dimetro. Se suelda en vertical descendente sujetando el electrodo para mantener un buen contacto con las caras de bisel. Se recomienda el procedimiento
con electrodo negativo.
Dimetro del electrodo:
2,5 mm (3/32")
3,2 mm (1/8")
4 mm
(5/32")
50 - 180 A
80 - 100 A
120 - 150 A
Las bridas slo se deben quitar cuando se haya finalizado la
pasada de raz en todo el permetro y, al soldar tubos de dimetro ms grande, cuando se haya finalizado la pasada en
caliente. Cuando se est realizando esta pasada, no mueva los
tubos para evitar la formacin de fisuras.
80-90
Las mquinas de soldeo deben cumplir estos requisitos en
general; otros detalles, tales como el tipo y el modo de soldeo, pueden variar para los diferentes modelos y sern proporcionados por el fabricante.
soldeo de pasada de raz
(cordn sin oscilacin)
pasada de raz
cordn sin oscilacin
BHLER WELDING Consumibles para la construccin de lneas de tuberas
2,5, 3,2 4,0 mm
80-90
80-90
11
www.boehler-welding.com
Electrodos celulsicos
Pasada en caliente
Un ligero esmerilado de la superficie del cordn sin oscilacin
con cepillos circulares de hilo de acero previene las inclusiones laterales de escoria (que aparecen como lneas de escoria en las radiografas de soldaduras). Para soldar la pasada
en caliente, se sujeta el electrodo casi vertical, con alta intensidad usando el electrodo conectado a la terminal positiva.
Las dimensiones de electrodos que se usan normalmente son:
4 mm
(5/32")
con 150 - 180 A
5 mm
(3/16")
con 170 - 210 A
La alta corriente genera una penetracin profunda, que hace
que las inclusiones de escoria que pudiesen quedar salgan a la
superficie para garantizar que la pasada de raz se recueza del
todo. La pasada en caliente se debe soldar inmediatamente despus de depositar el cordn sin oscilacin y
nunca ms de 10 minutos ms tarde.
Esto es especialmente importante en lneas de tuberas de
alta resistencia para evitar fisuraciones debajo del cordn en
el material base.
80-90
soldeo de pasada en
caliente
pasadas en caliente
2,5, 3,2 4,0 mm
40-50
80-90
Capas de relleno
Los cordones son lo suficientemente planos y libres de imperfecciones por mordeduras e inclusiones de escoria si se usa el
electrodo con un ligero movimiento circular o escalonado, especialmente en las posiciones con los ngulos equivalentes a los
que forman las manillas de un reloj de 12 a 2, de 12 a 10, de 4 a 6
y de 8 a 6. Se recomienda un movimiento oscilante para el resto
de las posiciones. Los cepillos circulares de hilo de acero se usan
para eliminar con cuidado la escoria despus de cada pasada.
La seleccin del dimetro del electrodo depende del dimetro del tubo y del grosor de la pared.
Las dimensiones e intensidades de electrodo recomendadas
para el soldeo de pasada de relleno con polaridad positiva (+):
4 mm
(5/32")
120 - 150 A
5 mm
(3/16")
160 - 210 A
5,5 mm
(7/32")
200 - 260 A
El soldeo vertical descendente genera un grosor del cordn
que depende de las diferentes posiciones de soldeo de tubos.
Por esa razn, antes de soldar la pasada de recubrimiento
normalmente es necesario aplicar pasadas de peinado en las
partes del permetro del tubo en los que se debe corregir el
grosor. Las pasadas de peinado se aplican con un movimiento
relativamente rpido en las posiciones de los ngulos que forman las manillas de reloj de 2 y 4 y de 10 a 8.
Pasada de recubrimiento
(cordn de peinado)
La pasada de recubrimiento se ejecuta con un ligero movimiento oscilante del electrodo. La soldadura no debe solaparse con
la esquina de la abertura ms de 1,5 mm (1/16"). Si se aplica
correctamente la pasada de recubrimiento, se refuerza la soldadura aproximadamente de 1 a 2 mm (1/16"). Para esta
pasada se utilizan normalmente electrodos de 5 mm
(3/16") de dimetro con valores de amperaje ligera12
mente inferiores que las pasadas de relleno (150-200 A)
para evitar porosidad. En la pasada de recubrimiento la
porosidad se debe casi siempre al sobrecalentamiento del
depsito de soldadura o a un movimiento oscilante excesivo.
80-90
pasadas de relleno
4,0, 5,0 5,5 mm
soldeo de pasadas de relleno y recubrimiento
60-70
pasada de recubrimiento
(cordn de peinado) 4,0, 5,0 mm
80-90
Tcnica combinada y soldeo con un
nico tipo de electrodo
El depsito de soldadura de la pasada de raz que no se ha
revenido aplicando la pasada en caliente debe tener una resistencia superior a la de la unin acabada, entre 100 y
150 N/mm2 (~18000 psi). Esto, junto a la forma sensible a la
entalladura del cordn de raz, puede causar la formacin de
fisuras mecnicas antes de depositar la pasada en caliente si se
mueve el tubo de forma no controlada durante el soldeo. La
tcnica de soldeo combinada que se ha recomendado y que se
usa con xito desde hace aos es un mtodo excelente para
evitar este riesgo. La tcnica combinada implica la soldadura de pasada en raz en aceros de alto carbono y
alta resistencia, con un electrodo de menor resistencia
comparada con la del metal base pero proporcionando
una mejor ductilidad (FOX CEL). Un cordn sin oscilacin comparativamente suave y tenaz absorbe mejor los
esfuerzos mecnicos cuando se est soldando o antes de aplicar la pasada en caliente.
La tcnica combinada se ha comprobando dando
resultados altamente satisfactorios con aceros con
mayor contenido en carbono. A pesar de su menor nivel
de resistencia, el electrodo usado para el cordn de raz es
compensado en su resistencia por la dilucin que sufre de
50 % con el metal base. Sin embargo, al soldar aceros con bajo
contenido en carbono, con menos perlita, la alta dilucin de la
pasada de raz reduce la resistencia de esa parte de la unin.
En tubos con paredes delgadas, la seccin transversal del cordn sin oscilacin es, en proporcin a la seccin transversal
total, mayor que en tubos de pared gruesa. Esto reduce adicionalmente la resistencia de toda la seccin transversal. Por esa
razn, recomendamos usar un tipo de electrodo para
todas las pasadas, desde el cordn sin oscilacin al cordn de peinado, en la lnea de tuberas de aceros con
menor contenido en perlita, menos de 0,10 % de carbono, con grosor de la pared por debajo de 10 mm
(13/32"). Las propiedades mecnicas de este tipo de electrodo
deben ser las mismas que las del metal base.
Almacenamiento
El revestimiento de los electrodos celulsicos tiene un contenido en humedad relativamente alto que es necesario para las
caractersticas de soldeo y las propiedades metalrgicas del
depsito. Si se almacena abierto y desprotegido, la humedad
y/o temperatura del aire pueden reducir o aumentar considerablemente este contenido en humedad. De esta forma, los
electrodos celulsicos BHLER estn envasados en latas. Los
electrodos se deben mantener en el envase cerrado en
lugares donde se evite exponerlos a la radiacin solar
prolongada y a grandes cambios de temperatura.
Cuando la lata se ha abierto, se deben usar los electrodos lo antes posible. No est permitido secar los electrodos celulsicos.
www.boehler-welding.com
Tecnologa de soldeo
Resolucin de problemas
Defectos
Causas
Porosidad
se ve en la superficie
Poros internos
no se ven en la superficie
Huecos o cordn hueco
prcticamente slo en el refuerzo del cordn
sin oscilacin, por esta razn, apenas se
reduce la seccin transversal
Inclusiones de escoria
que ocurren por lo general en las caras de la
junta de soldeo y en el rea del cordn sin
oscilacin (lneas de escoria)
Falta de fusin
(uniones fras)
Fisuras debajo del cordn
prcticamente slo en la zona afectada por el
calor endurecida
Cmo evitar defectos
movimiento oscilante excesivo e incontrolado
metal base sobrecalentado (en tubos de
pared delgada aumenta el riesgo)
contenido de humedad en el revestimiento
del electrodo demasiado bajo
proceso de desoxidacin del depsito de
soldadura retrasado
contenido de humedad del revestimiento
del electrodo demasiado bajo o demasiado
alto
hueco de la raz demasiado estrecho: una
dilucin excesiva impide la desgasificacin
composicin qumica del metal base:
altos niveles de Al favorecen la formacin
de huecos
no se ha limpiado lo suficiente entre pasadas
el cordn sin oscilacin no est bien esmerilado
manipulacin incorrecta del electrodo
la intensidad es demasiado baja
falta de fusin en las caras de la junta de
soldeo
la intensidad es demasiado baja
las caras de la junta de soldeo estn contaminadas y/o oxidadas
accin combinada del hidrgeno, esfuerzos
y la estructura endurecida
el movimiento oscilante no debe ser mayor
que el doble del dimetro del electrodo
elija un dimetro del electrodo y una intensidad en funcin del grosor de la pared del
tubo
guarde los electrodos en envases cerrados,
vase captulo almacenamiento de la
pgina 13
evite recalcar excesivamente el metal
depositado
vase captulo almacenamiento de la
pgina 13
anchura del hueco de la raz no menor a
1 mm
el hueco de la raz ptimo de 1,5 mm se
debe cumplir especialmente para aceros
0,040 % Al. Si no se resuelve el problema,
use un electrodo de dimetro menor
limpie todas las capas con un cepillo circular de hilo
rebaje el cordn sin oscilacin lo suficiente
antes de realizar la pasada en caliente
mejore la manipulacin del electrodo
aumente la intensidad
elija una intensidad adecuada al dimetro
del electrodo y a la posicin de soldeo
limpie bien las caras de la junta de soldeo
precaliente el material para tubos para
favorecer la formacin de hidrgeno,
aumentar el aporte trmico suele ser
beneficioso
evite mover el tubo
es de esperar un endurecimiento notable al
soldar el cordn sin oscilacin, de manera
que la pasada se debe aplicar inmediatamente despus
haber movido el tubo al soldar el cordn
sin oscilacin y/o antes de realizar la pasada en caliente
el desvo angular es demasiado grande, causando una seccin transversal de la raz
reducida y aumentando el riesgo de formacin de fisuras
Mordedura
en el rea del cordn sin oscilacin
y de las pasadas de recubrimiento
la intensidad es demasiado alta
manipulacin incorrecta
seleccin de la intensidad adecuada a la
dimensin del electrodo
Exceso de refuerzo
manipulacin incorrecta
seleccione una intensidad adecuada a la
anchura de la junta
se tiene que tener en cuenta el refuerzo de
pasada de recubrimiento cuando se est
realizando la ltima pasada de relleno (por
ejemplo, en capas adicionales o esmerilado
de capas de relleno demasiado altas)
Fisuras causadas por esfuerzos
mecnicos
por lo general, en el rea del cordn sin oscilacin
evite mover el tubo sobre todo cuando
est soldando el cordn sin oscilacin
consulte en las normas y especificaciones
correspondientes el desvo mximo que,
sin embargo, se debe mantener al mnimo
Cordn sin oscilacin curvado
la intensidad es demasiado alta
preparacin de la junta de unin pobre, el
hueco de la raz es demasiado grande
seleccione la intensidad adecuada a la preparacin de la junta de unin para el cordn de pasada de raz
Marcas de encendido
un encendido a la derecha o izquierda de la
junta causa endurecimiento local; riesgo de
fisuras por endurecimiento
encienda el arco en la junta de soldeo
BHLER WELDING Consumibles para la construccin de lneas de tuberas
13
www.boehler-welding.com
Tasa de consumo
Grosor de la pared
[pulgadas, mm]
del tubo
10 3/4"
273 mm
12 3/4"
323,8 mm
14"
355,6 mm
16"
406,4 mm
18"
457,2 mm
20"
508 mm
22"
558,8 mm
24"
609,6 mm
26"
660,9 mm
28"
711,2 mm
30"
762 mm
32"
812,8 mm
34"
863,6 mm
36"
914,4 mm
38"
965,2 mm
40"
1016 mm
42"
1066,8 mm
44"
1117,6 mm
46"
1168,4 mm
48"
1219,2 mm
50"
1270 mm
56"
1422,4 mm
60"
1524 mm
0,25"
6,35 mm
0,432"
10,97 mm
0,5"
0,562"
12,7 mm 14,27 mm
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
Pasada de raz
Pasada caliente
Relleno+peinado
4,0
4,0
5,0
40
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
4,0
4,0
5,0
Consumo de electrodos en kg
Peso de los electrodos celulsicos.
Clculo para 100 uniones sin desperdicio. Prdida por el extremo (colilla) de
50 mm (2 pulgadas).
0,625"
0,719"
0,812"
0,938"
15,88 mm 18,26 mm 20,62 mm 23,83 mm
1,0"
1,062"
1,188"
25,4 mm 26,97 mm 30,15 mm
Peso [kg]
de electr. [mm]
* Excepcin: Pasada de raz
3,2
Pasada en caliente 4,0
Relleno + cordn
de peinado
4,0
14
0,312"
7,92 mm
9,5*
8,9*
25*
11*
10,6*
28,3*
12,5*
11,7*
31,3*
14,3*
13,4*
36,3*
16,2*
15,1*
39,8*
18*
16,9*
44,8*
19,9*
18,6*
49,9*
21,7*
20,3*
53,3*
23,6*
22,1*
58,3*
25,4*
23,8*
61,7*
27,3*
25,5*
68,6*
29,1*
27,2*
71,9*
31*
29*
75,2*
32,8*
30,7*
80,3*
9,1
8,8
42,6
11
10,5
51,2
12,1
11,6
55,8
13,9
13,3
62,6
15,7
15
71,2
17,5
16,8
78,1
19,3
18,5
86,6
21,1
20,2
95,1
22,9
22
102
24,7
23,7
110,5
26,5
25,4
117,3
28,3
27,1
125,9
30,1
28,9
134,5
32
30,6
141,3
33,8
32,3
149,9
35,6
34
156,7
37,4
35,8
165,2
39,2
37,5
172
41
39,2
180,6
42,8
41
189,1
44,6
42,7
196
50
47,9
219,9
53,6
51,3
221,4
8,9
8,5
86,3
10,7
10,3
103,6
11,9
11,4
113,5
13,7
13,1
129
15,5
14,8
146,3
17,3
16,5
161,7
19,1
18,3
179
20,9
20
194,4
22,7
21,8
211,7
24,5
23,5
227,2
26,3
25,2
242,7
29,1
26,9
259,9
29,9
28,7
275,4
31,7
30,4
292,6
33,5
32,1
308,1
35,3
33,8
325,4
37,2
35,6
340,8
39
37,3
356,3
40,8
39
372,6
42,6
40,8
389,1
44,4
42,5
406,3
49,8
47,7
454,5
53,4
51,1
471,7
8,8
8,4
114,4
10,6
10,2
138,5
11,7
11,2
153,6
13,5
13
174,3
15,4
14,7
196,8
17,2
16,4
219,2
19
18,2
241,7
20,8
19,9
264,1
22,6
21,6
284,8
24,4
23,3
307,2
26,2
25,1
329,7
28
26,8
352,1
29,8
28,5
374,6
31,6
30,3
395,3
33,4
32
417,7
35,2
33,7
440,1
37
35,5
462,6
38,8
37,2
483,3
40,6
38,9
505,7
42,4
40,6
528,1
44,3
42,4
550,6
49,7
47,6
616,1
53,3
51
643,7
8,7
8,3
147,6
10,5
10,1
175,2
11,6
11,1
193,8
13,4
12,9
221,4
15,2
14,6
249
17
16,3
276,7
18,9
18,1
306,1
20,7
19,8
333,7
22,5
21,5
361,3
24,3
23,2
388,9
26,1
25
418,3
27,9
26,7
446
29,7
28,4
473,7
31,5
30,2
501,3
33,3
31,9
527,2
35,1
33,6
558,3
36,9
35,3
585,9
38,7
37,1
613,6
40,5
38,8
641,2
42,3
40,5
670,6
44,1
42,3
698,3
49,6
47,5
781,1
53,2
50,9
817,4
8,6
8,2
182,5
10,4
9,9
217,1
11,5
11
239,1
13,3
12,8
273,6
15,1
14,5
308,3
16,9
16,2
342,8
18,7
17,9
377,4
20,5
19,7
412
22,4
21,4
448,2
24,2
23,1
482
26
24,9
517,5
27,8
26,6
552,1
29,6
28,3
586,6
31,4
30
621,2
33,2
31,8
655,8
35
33,5
690,4
36,8
35,2
725
38,6
37
759,5
40,4
38,7
794,1
42,2
40,4
830,4
44
42,2
865,1
49,4
47,3
968,8
53,1
50,8
1015,3
8,4
8,1
240,1
10,2
9,8
284,7
11,3
10,9
314
13,2
12,6
360,4
15
14,3
405,8
16,8
16,1
452,4
18,6
17,8
497,5
20,4
19,5
544,2
22,2
21,3
589,1
24
23
635,9
25,8
24,7
680,8
27,6
26,4
727,6
29,4
28,2
772,6
31,2
29,9
819,3
33
31,6
864,3
34,8
33,3
911
36,6
35,1
956
38,4
36,8
1002,8
40,2
38,5
1047,7
42,1
40,3
1094,5
43,9
42
1141,1
49,3
47,2
1277,9
52,9
50,6
1341,8
8,3
7,9
171
10,1
9,6
210,8
11,2
10,7
232,8
13
12,5
267,4
14,8
14,2
291,6
16,8
15,9
324,3
18,4
17,6
357,2
20,2
19,4
391,8
22,1
21,1
424,6
23,8
22,8
457,5
25,7
24,6
490,4
27,5
26,3
524,9
29,3
28
557,8
31,1
29,7
590,6
32,9
31,5
623,5
34,7
33,2
656,3
36,5
34,9
690,8
37
35,4
723,2
10,1
38,4
756,6
41,9
40,1
1001,1
43,7
41,9
1042,6
49,1
47
1168,9
52,7
50,5
1229,4
8
7,7
230,5
9,8
9,4
350
10,9
10,5
386
12,8
12,2
443,1
14,6
13,9
500,2
16,4
15,7
557,4
17,6
16,8
594
20
19,1
671,6
21,8
20,9
730,4
23,6
22,6
785,8
25,4
24,3
843
27,2
26
901,9
29
27,8
959
30,8
29,5
1016,1
32,6
31,2
1073,3
34,4
33
1130,4
36,2
34,7
1187,5
38
36,4
1244,7
39,9
38,2
1301,9
41,7
39,9
1359
43,5
41,6
1417,8
48,9
46,8
1589,2
52,5
50,3
1674
7,9
7,6
258,5
9,7
9,3
391,8
10,5
10
418,6
12,2
11,7
480,5
14
13,4
544,1
15,7
15
606,1
17,5
16,7
669,7
19,2
18,4
731,6
21
20,1
795,2
22,7
21,7
857,1
24,4
23,4
919,1
26,2
25,1
981,1
27,9
26,7
1044,7
29,7
28,4
1106,6
31,4
30,1
1170,2
33,2
31,8
1232,1
34,9
33,4
1294
37,9
36,3
1404,5
38,4
36,8
1419,6
41,5
39,8
1532,7
43,4
41,5
1598,4
48,8
46,7
1792,4
52,4
50,2
1887,6
7,8
7,5
289,8
9,6
9,2
438,9
10,7
10,3
483,6
12,5
12
556,3
14,3
13,7
629
16,1
15,5
701,8
18
17,2
774,6
19,9
18,9
847,3
21,6
20,7
919,9
23,4
22,4
991,1
25,2
24,1
1063,8
27
25,8
1136,6
28,8
27,6
1209,3
30,6
29,3
1282
32,4
31
1354,8
34,2
32,8
1427,5
36
34,5
1500,3
37,8
36,2
1572,9
39,6
37,9
1591,8
41,4
39,7
1718,5
43,2
41,4
1789,5
48,7
46,6
2007,8
52,3
50
2115,1
7,6
7,2
354,5
9,4
9
538,3
10,2
9,7
586,9
11,9
11,4
675,6
13,6
13,1
747,6
15,4
14,7
834,8
17,1
16,4
921,9
18,9
18,1
1003,3
20,6
19,8
1096,1
22,4
21,4
1181,5
24,1
23,1
1269,9
25,9
24,8
1347,9
27,6
26,4
1434,4
29,4
28,1
1519,8
31,1
29,8
1606,8
32,8
31,5
1692,3
34,6
33,1
1779,3
37,6
36
1939,5
38,1
36,5
1962
41,2
39,5
2119,7
43
41,2
2209,8
48,4
46,4
2478,4
52
49,8
2613,5
www.boehler-welding.com
Recomendaciones para electrodos bsicos
Electrodos bsicos
Clases de acero
API
FOX BVD
E 8018-G
FOX BVD 85
E 8018-G
FOX BVD 90
E 9018-G
FOX BVD 100
E 10018-G
FOX BVD 110
E 11018-G
A
B
X 42
X 46
X 52
X 56
X 60
X 65
X 70
X 80
X 100
Clases de acero
EN
L210
L245MB
L290MB
L320M
L360MB
L385M
L415MB
L450MB
L485MB
L555MB
slo para soldadura de pasada de raz
para pasadas de relleno y cordn de peinado
Los electrodos bsicos para vertical descendente se caracterizan por sus propiedades mecnicas y tecnolgicas y por su
bajo contenido en hidrgeno. El tiempo de soldeo es el mismo
con pasadas de relleno y de recubrimiento que al soldar con
electrodos celulsicos. Sin embargo, se producen prdidas
econmicas cuando se sueldan pasadas de raz. Por esta razn,
se recomienda que las pasadas de raz y en caliente se suelden
con electrodos celulsicos y las pasadas de relleno y de recubrimiento con electrodos bsicos para vertical descendente.
Los electrodos para vertical descendente de bajo contenido en
hidrgeno se usan para soldar juntas de soldeo de paredes
gruesas de aceros como API X 80 X 100, as como para soldar juntas que tienen que cumplir requisitos de alta resiliencia.
Otro campo de aplicacin adicional es la instalacin sobre el
suelo y los drenajes donde el uso de electrodos celulsicos
est prohibido.
BHLER WELDING Consumibles para la construccin de lneas de tuberas
15
www.boehler-welding.com
Electrodos bsicos para soldeo en vertical descendente
BHLER
Proceso
de soldeo
Anlisis Propiedades mecnicas tpicas
tpico
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base
Clasificacin por
normas
Norma
Parmetros de soldeo
%
mm
A
EN
API
FOX BVD RP
SMAW
EN ISO 2560-A:2005:
E 46 3 B 4 1
C 0.05 Re
Si 0.3 Rm
Mn 1.0 A5
SMAW
C
Si
Mn
Ni
AWS A5.5-06: E8045-P2
Secado si es necesario:
300-350 C, mn. 2 h.
Observe nuestras recomendaciones en las pginas
18 y 22.
16
0.05 Re
0.4 Rm
1.1 A5
0.9
Av
+20C:
0C:
-20C:
-40C:
-50C:
510 ( 460) N/mm2
560 (550-650) N/mm2
27 ( 22) %
170
150
120
85
65
3.2
4.0
4.5
110-160
180-210
200-240
TV-D,
GdF,
SEPROZ,
CE
( 130) J
J
J
( 60) J
( 47) J
Energa de impacto
+68F: 125 ( 96) ft-lb
+32F: 111 ft-lb
-4F: 89 ft-lb
-40F: 63 ( 45) ft-lb
-58F: 48 ( 35) ft-lb
SMAW
C
Si
Mn
Ni
0.05 Re
0.3 Rm
1.2 A5
2.2
Av
+20C:
0C:
-20C:
-40C:
-50C:
600 ( 550) N/mm2
650 (620-720) N/mm2
27 ( 20) %
170
145
130
110
80
( 120) J
J
J
J
( 47) J
YS 87000 ( 80000) PSI
TS 94000 ( 90000-104000) PSI
Alargamiento en 4d 27 ( 20) %
Energa de impacto
+68F: 127 ( 89) ft-lb
+32F: 107 ft-lb
-4F: 96 ft-lb
-40F: 82 ft-lb
-58F: 60 ( 35) ft-lb
Electrodo bsico para el soldeo en
vertical descendente de pasadas de
raz en la construccin de lneas de
tuberas y el trabajo en estructuras.
Tambin adecuado para el soldeo en
vertical ascendente de pasadas de
raz. El depsito es muy resistente a
la fisura y posee una alta resiliencia y
un contenido en hidrgeno muy
bajo. Es muy rentable en comparacin con el soldeo en vertical ascendente convencional.
Se puede usar con aplicaciones de
gas sulfurado (test HIC (fisura inducida por hidrgeno) segn NACE
TM-02-84). Tambin estn disponibles los resultados del test SSC
(corrosin localizada del cordn de
soldadura).
YS 74000 ( 67000) PSI
TS 81200 ( 80000-94000) PSI
Alargamiento en 4d 27 ( 22) %
Secado si es necesario:
300-350 C, mn. 2 h.
Observe nuestras recomendaciones en las pginas
18 y 22.
AWS A5.5-06: E9018-G
TV-D,
SEPROZ,
CE
Energa de impacto
+68F: 125 ( 96) ft-lb
+32F: 111 ft-lb
-4F: 89 ft-lb
-22F: 44 ( 35) ft-lb
EN ISO 2560-A:2005:
E 46 5 1Ni B 45
EN 757:1997
E 55 5 Z2Ni B 45
80-110
100-160
YS 74000 ( 67000) PSI
TS 81200 ( 80000-94000) PSI
Alargamiento en 4d 26 ( 22) %
Secado si es necesario:
300-350 C, mn. 2 h.
Observe nuestras recomendaciones en las pginas
18 y 22.
FOX BVD 90
2.5
3.2
Av
+20C: 170 ( 130) J
0C: 150 J
-20C: 120 J
-30C: 60 ( 47) J
AWS A5.5-06: E8045-P2
FOX BVD 85
510 ( 460) N/mm2
560 (550-650) N/mm2
26 ( 22) %
3.2
4.0
4.5
110-160
180-210
200-240
TV-D,
Statoil, GdF,
SEPROZ,
NAKS, CE
Root passes for
following steels:
S235J2G3 hasta
S355J2G3,
L290NB hasta
L415NB,
L290MB hasta
L555MB,
P235GH hasta
P310GH
API espec. 5 L:
Root passes for
following steels:
X 42, X 46, X 52,
X 56, X 60, X 70,
X 80
Electrodos bsicos para el soldeo en
vertical descendente para tubos de
dimetros grandes y para trabajo en
estructuras. Adecuado para pasadas
de relleno y de recubrimiento en la
construccin de lneas de tuberas. El
depsito es muy resistente a la fisura
y posee una alta resiliencia y un contenido en hidrgeno muy bajo. La
tasa de deposicin es un 80-100 %
ms alta que para el soldeo en vertical ascendente. El depsito de soldadura de BHLER FOX BVD 85 presenta una combinacin ideal de alta
resistencia y resiliencia criognica
hasta -50 C (-58 F). El diseo
especial y el trabajo de desarrollo
hacen que este electrodo ofrezca
caractersticas de encendido excepcionales y evita la formacin de
porosidad al principio del soldeo de
las pasadas de recubrimiento (cordn de peinado). Debido a esto y a
sus buenas caractersticas de soldeo,
este electrodo bsico especial permite un soldeo sencillo incluso trabajando en campo. Se puede usar
con aplicaciones de gas sulfurado
(test HIC (fisura inducida por hidrgeno) segn NACE TM-02-84).
Tambin estn disponibles los resultados del test SSC (corrosin localizada del cordn de soldadura).
S235J2G3 hasta
S355J2G3,
L290NB hasta
L450NB,
L290MB hasta
L450MB,
P235GH hasta
P295GH
Electrodos bsicos para el soldeo
vertical descendente para tubos de
dimetros grandes y para trabajo en
estructuras. Adecuado para pasadas
de relleno y de recubrimiento en la
construccin de lneas de tuberas. El
depsito es muy resistente a la fisura
y posee una alta resiliencia y un contenido en hidrgeno muy bajo. El
diseo especial y el trabajo de desarrollo hacen que este electrodo
ofrezca caractersticas de encendido
excepcionales y evita la formacin
de porosidad al principio del soldeo
de las pasadas de recubrimiento
(cordn de peinado). Debido a esto
y a sus buenas caractersticas de soldeo, este electrodo bsico especial
permite un soldeo sencillo incluso
trabajando en campo. La tasa de
deposicin es un 80-100 % ms alta
que para el soldeo en vertical
ascendente.
L485MB,
L555MB
API espec. 5 L:
A, B, X 42, X46,
X 52, X 56, X 60,
X 65
API espec. 5 L:
X 70, X 80
www.boehler-welding.com
Electrodos bsicos para soldeo en vertical descendente
BHLER
Proceso
de soldeo
Anlisis Propiedades mecnicas tpicas
tpico
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base
Clasificacin por
normas
Norma
Parmetros de soldeo
%
mm
A
EN
API
FOX BVD 100
SMAW
EN 757:1997
E 62 5 Z2Ni B 45
C
Si
Mn
Ni
AWS A5.5-06: E10018-G
0.07 Re
0.4 Rm
1.2 A5
2.3
Av
+20C:
0C:
-20C:
-50C:
670 ( 620) N/mm2
730 (690-810) N/mm2
24 ( 18) %
150
125
120
70
YS 97000 ( 90000) PSI
TS 105800 (100000-117000) PSI
Alargamiento en 4d 24 ( 18) %
Temperatura entre pasada
recomendada > 100 C.
Observe nuestras recomendaciones en las pginas
18 y 22.
Energa de impacto
+68F: 111 ( 81) ft-lb
32F: 92 ft-lb
-4F: 89 ft-lb
-58F: 52 ( 35) ft-lb
SMAW
EN 757:1997
E 69 3 Mn2NiMo B 45
C
Si
Mn
Ni
Mo
0.07
0.4
1.5
2.2
0.4
AWS A5.5-06: E11018-G
AWS A5.5-06: E12018-G
Secado si es necesario:
300-350 C, mn. 2 h.
Temperatura entre pasada
recomendada > 120 C.
Observe nuestras recomendaciones en las pginas
18 y 22.
Electrodos bsicos para el soldeo
L555MB
vertical descendente para tubos de
dimetros grandes y para trabajo en API espec. 5 L:
estructuras. Adecuado para pasadas X 80
de relleno y de recubrimiento en la
construccin de lneas de tuberas. El
depsito es muy resistente a la fisura
y posee una alta resiliencia y un contenido en hidrgeno muy bajo. El
diseo especial y el trabajo de desarrollo hacen que este electrodo
ofrezca caractersticas de encendido
excepcionales y evita la formacin
de porosidad al principio del soldeo
de las pasadas de recubrimiento
(cordn de peinado). Debido a esto
y a sus buenas caractersticas de soldeo, este electrodo bsico especial
permite un soldeo sencillo incluso
trabajando en campo. La tasa de
deposicin es un 80-100 % ms alta
que para el soldeo en vertical
ascendente.
720 ( 690) N/mm2
810 ( 760) N/mm2
20 ( 17) %
4.0
4.5
180-210
200-240
SEPROZ
L6901)
Electrodos bsicos para el soldeo
vertical descendente para tubos de
dimetros grandes y para trabajo en API espec. 5 L:
estructuras. Adecuado para pasadas X1001)
de relleno y de recubrimiento en la
construccin de lneas de tuberas. El 1) an sin normalizar
depsito es muy resistente a la fisura
y posee una alta resiliencia y un contenido en hidrgeno muy bajo. El
diseo especial y el trabajo de desarrollo hacen que este electrodo
ofrezca caractersticas de encendido
excepcionales y evitar la formacin
de porosidad al principio del soldeo
de las pasadas de recubrimiento
(cordn de peinado). Debido a esto
y a sus buenas caractersticas de soldeo, este electrodo bsico especial
permite un soldeo sencillo incluso
trabajando en campo. La tasa de
deposicin es un 80-100 % ms alta
que para el soldeo en vertical
ascendente.
3.2
4.0
110-160
180-220
90 ( 80) J
70 ( 50) J
50 ( 40) J
Energa de impacto
+68F: 66 ( 60) ft-lb
-4F: 52 ( 37) ft-lb
-40F: 37 ( 30) ft-lb
Temperatura entre pasada
recomendada > 110 C.
Observe nuestras recomendaciones en las pginas
18 y 22.
EN 757:1997
E 69 3 Mn2NiMo B 45
Av
+20C:
-20C:
-40C:
TV-D,
SEPROZ,
CE
YS 104000 ( 100000) PSI
TS 117000 ( 110000) PSI
Alargamiento en 4d 20 ( 17) %
Secado si es necesario:
300-350 C, mn. 2 h.
FOX BVD 120
Re
Rm
A5
180-210
200-240
( 110) J
J
J
( 47) J
Secado si es necesario:
300-350 C, mn. 2 h.
FOX BVD 110
4.0
4.5
SMAW
C
Si
Mn
Ni
Mo
0.07
0.4
1.85
2.25
0.35
Re
Rm
A5
Av
+20C:
-20C:
-40C:
815 ( 740) N/mm2
870 ( 830) N/mm2
18 ( 17) %
80 ( 80) J
60 ( 50) J
50 ( 40) J
YS 118000 ( 107300) PSI
TS 126000 ( 120300) PSI
Alargamiento en 4d 18 ( 17) %
Energa de impacto
+68F: 60 ( 60) ft-lb
-4F: 44 ( 37) ft-lb
-40F: 37 ( 30) ft-lb
BHLER WELDING Consumibles para la construccin de lneas de tuberas
Electrodos bsicos para las soldadu- L6901)
ras verticales descendentes para
tubos de dimetros grandes y para
API espec. 5 L:
trabajo en estructuras. Adecuado
X1001), X1101)
para pasadas de relleno y de recubrimiento en la construccin de tubos. 1) an sin normalizar
El depsito es muy resistente a la
fisura y posee una alta resiliencia y
un contenido en hidrgeno muy
bajo. La tasa de deposicin es
80-100 % ms alta que para el soldeo
en vertical ascendente.
Este electrodo revestido est optimizado para mejores propiedades de
encendido y para evitar la formacin
de porosidad al principio del soldeo
de la capa del cordn de peinado.
Con sus excelentes propiedades de
soldeo, el electrodo se suelda con
facilidad incluso en condiciones
difciles.
17
www.boehler-welding.com
Tecnologa de soldeo
Temperatura entre pasada
Mquinas de soldeo
La temperatura entre pasada influye en los procesos metalrgicos que tienen lugar en el depsito durante la solidificacin
y enfriamiento y, desde un punto de vista ms amplio, en las
propiedades mecnicas del metal de soldadura depositado.
Para soldar las juntas de los tubos en la contruccin de lneas
de tuberas, los electrodos para vertical descendente slo se
pueden soldar con corriente directa y polaridad positiva. La
experiencia ha demostrado que las mquinas de soldeo que
se usan generalmente para soldar electrodos celulsicos en la
construccin de lneas de tuberas tambin son adecuadas
para soldar electrodos bsicos para vertical descendente. Las
mquinas de soldeo deben tener autorregulador y un circuito
abierto de alto voltaje.
Por lo general, se recomienda que la temperatura entre
pasada se mantenga a 100 C 30 C (210 F 86 F)
aprox. durante todo el soldeo.
Preparacin de la junta de unin
recomendada
Grosores de la pared
20 mm ( 3/4 pulgadas)
Grosores de la pared
20 mm ( 3/4 pulgadas)
Precalentamiento
Se recomienda precalentarlo a una temperatura
de 100 C aprox. (210 F), especialmente para soldar tubos de pared gruesa de aceros susceptibles
de endurecimiento. El diagrama ilustra los casos en los
que se recomienda el precalentamiento.
0.20
Contenido en carbono (%)
Soldar con electrodos bsicos con su contenido en hidrgeno relativamente bajo implica menos riesgo de fisuras
debajo del cordn causadas por el hidrgeno que al usar
electrodos celulsicos.
Precalentamiento
0.10
No lo precaliente, a
no ser que desee eliminar
agua de condensacin
(mm)
5
(pulgadas) 3/16
10
3/8
15
19/32
20
25/32
25
1
Grosor de la pared
Precalentamiento dependiendo del grosor de la
pared y del contenido de carbono.
18
www.boehler-welding.com
Electrodos bsicos
En los casos en los que se requiere una resiliencia muy alta, en condiciones climticas extremas, tubos de
paredes gruesas ( 25 mm / 1 pulgadas) o con los aceros para tubos ms resistentes StE 550.7 TM/X 80,
X 100 se demandan electrodos de bajo contenido en hidrgeno para vertical descendente.
BHLER WELDING ofrece cuatro clases diferentes que cubren los requisitos ms importantes, incluyendo
las necesidades prcticas y econmicas al soldar in situ lneas de tuberas de dimetros grandes.
Comparacin de la resiliencia
El diagrama n 1 indica las propiedades de resiliencia de uniones soldadas en vertical descendente y muestra que el depsito bsico es claramente ms resiliente. Con el ejemplo
de FOX CEL 85 (E8010-P1) se demuestra que la resiliencia del metal de soldadura depositado de electrodos celulsicos se ha mejorado notablemente.
El diagrama n 2 ofrece un resumen de la excelente
rentabilidad al soldar pasadas de relleno y de recubrimiento con electrodos bsicos para vertical
descendente.
Tcnica combinada con electrodos
bsicos y celulsicos
los electrodos celulsicos de 5,5 mm (7/32") de dimetro. De esta forma, el tiempo requerido para soldar las pasadas de relleno y de recubrimiento es similar usando electrodos celulsicos o electrodos bsicos
en vertical descendente.
Sin embargo, se producen prdidas econmicas cuando se
sueldan pasadas de raz con electrodos bsicos para vertical
descendente.
Por esta razn, se recomienda, como se hace comnmente,
que las pasadas de raz y en caliente se suelden con
electrodos celulsicos y las pasadas de relleno y de
recubrimiento, con electrodos bsicos para vertical
descendente.
Esto hace posible combinar una alta rentabilidad con
buenas caractersticas mecnicas-tecnolgicas de la
soldadura de unin.
Debido al alto contenido de polvo de hierro del revestimiento bsico y a su capacidad de soldar con corrientes altas, los
electrodos de 4 mm (5/32") de dimetro con bajo contenido en hidrgeno para vertical descendente tienen
aproximadamente la misma tasa de deposicin que
Ya se ha obtenido una amplia experiencia usando esta tecnologa con resultados muy positivos. Si necesita ms detalles,
pngase en contacto con nuestro Departamento Tcnico.
Diagrama n 1
Diagrama n 2
2,6
160
140
Unin a tope en V simple, API X 60,
20 mm vertical descendente
2,4
Bsico
AWS E8018-G
Celulsico
5G descendente
1,8
Nueva generacin
AWS E8010
1,6
Bsico
1,4 5G ascendente
1,2
80
Tasa de deposicin en kg/h
Energa de impacto Charpy V en julios
4,5 mm
2,0
120
100
Bsico
5G descendente
2,2
60
40
20
0
-60
-40
-20
Temperatura de ensayo en C
+20
5 mm
4 mm
1,0
0,8
0,6
0,4
0,2
0
140
160
Corriente de soldeo en A
BHLER WELDING Consumibles para la construccin de lneas de tuberas
180
200
220
240
19
www.boehler-welding.com
Tecnologa de soldeo
CC positiva
2,5 mm (3/32") 70 - 90 A
En la posicin de soldeo del ngulo formado por la manillas
de un reloj entre las 10 y las 2 60 - 70 A
3,2 mm (1/8") 90 - 150 A
En la posicin de soldeo del ngulo formado por la manillas
de un reloj entre las 10 y las 2 90 - 100 A
Inicio: en el ngulo
formado por la manillas
de un reloj a las 12.
80 - 90
Cordn sin oscilacin o pasada de raz
Todas las clases disponibles de aceros de lneas de
tuberas se pueden soldar con BHLER FOX BVD RP
si no est permitido soldar con electrodos celulsicos.
Se ha generalizado la prctica de que dos o ms soldadores
trabajen a la vez para reducir la deformacin y mantener una
raz uniforme. El dimetro de electrodo recomendado
es de 2,5 mm (3/32") o, en el caso de tubos de paredes gruesas de dimetros grandes, tambin 3,2 mm
(1/8"). Mantenga el contacto ditecto con las caras del bisel.
Se debe esmerilar el crter final.
Para evitar un cambio de la viscosidad de la escoria y mantener un control excelente de la escoria, las caras de la junta
de soldeo deben estar libres de materias extraas tales como
escamas u xido.
Parada: en el ngulo
formado por la manillas
de un reloj a las 7.
Arco corto! Mantenga el contacto directo!
Para prevenir la porosidad es necesario evitar la formacin
de entallas en forma de U durante el soldeo. Esto puede
estar causado por una corriente demasiado alta.
No se deben terminar nunca las pasadas de raz soldadas
desde dos lados en la posicin del ngulo formado por las
agujas del reloj a las 6. Se deben terminar las pasadas slo
aproximadamente en el ngulo que forman las agujas del reloj
a las 7.
Evitar:
formacin de entalla en forma de U
Correcto:
sin entalla en forma de U
Se recomienda soldar el electrodo con un arco corto. Elimine
la escoria de cada cordn esmerilando. Un cordn sin escoria garantiza un control de la escoria excelente al soldar las
capas siguientes con electrodos bsicos.
Pasadas de relleno
Estas pasadas se realizan con electrodos de 3,2 mm, 4 mm y
4,5 mm de dimetro, dependiendo del grosor de la chapa.
Es preferible un dimetro de 4 mm.
Esmerilar los
crteres finales
3,2 mm
4 mm
4,5 mm
(1/8")
(5/32")
(3/16")
110 - 160 A
180 - 210 A
200 - 240 A
La intensidad alta garantiza una penetracin suficiente y una rentabilidad satisfactoria del soldeo.
Esmerilar la pasada de
raz
20
Evite soldar sin movimiento oscilante, ya que puede
provocar que el bao se mueva con ms rapidez que el electrodo, cortocircuitar el arco durante un tiempo prolongado y
que sobresalga el electrodo. Esto tiene un efecto negativo en
el proceso de deoxidacin y favorece la porosidad. Los soldadores con experiencia conocen la anchura del movimiento
oscilante y la velocidad de soldeo apropiadas, tambin teniendo en cuenta el caudal de escoria.
www.boehler-welding.com
Electrodos bsicos
En la posicin por encima de la cabeza, la anchura del movimiento oscilante est limitada por el modo de trabajo.
Para soldar tubos de pared gruesa recomendamos depositar
2 3 cordones de lado a lado, eliminando la escoria antes de
depositar un cordn nuevo. Si los residuos de escoria se
recubren con un cordn nuevo, sobre todo en la posicin
del ngulo que forman las agujas de un reloj a las 3, toda la
escoria saldr del arco.
Mantenga el arco lo ms corto posible.
Para evitar picos de endurecimiento, se recomienda que la
ltima pasada de relleno se nivele con la superficie del tubo
de forma que las esquinas de la preparacin de la junta de
unin se fundan. Esto sirve para garantizar que la pasada de
peinado depositada revenga la zona afectada por el calor.
80 - 90
80 - 90 ngulo formado por la
manillas de un reloj
entre las 11 y la 1
+ ngulo formado por
la manillas de un reloj
entre las 5 y las 7
Inicio: en el ngulo
formado por la manillas
de un reloj a las 12.
Parada: en el ngulo
formado por la manillas
de un reloj a las 6.
Cordn de peinado
60 - 80
para otras posiciones
Mantenga el arco corto!
El cordn de peinado se deposita con una tcnica de
movimiento oscilante ligero, con una anchura del movimiento
oscilante del doble del dimetro del electrodo.
Intensidades recomendadas:
3,2 mm
4 mm
(1/8")
(5/32")
110 - 160 A
180 - 210 A
Anchura de oscilacin mx. 2 x
Reglas para almacenamiento y secado
de electrodos bsicos
No es necesario secar los electrodos que se han almacenado
en latas selladas.
Cuando la lata se ha abierto, los electrodos se deben guardar
en recipientes cerrados para electrodos hasta que se suelden.
Los electrodos que se han sacado de latas sin sellar, daadas,
y que se han almacenado abiertos durante varias horas, se
deben secar a 300 - 350 C (570 - 660 F) durante un mnimo de 2 horas y un mximo de 10 horas.
del electrodo
Parar el arco
Evitar:
elevar
directamente
el electrodo
Correcto:
mueva hacia abajo y,
a continuacin, eleve
Si la humedad relativa del aire es superior a 70 %, se recomienda usar estufas de taller manteniendo una temperatura
de 100 - 200 C (210 - 400 F) antes de usarlos.
Evitar:
Correcto:
raices estrechas contornos planos del cordn
Genera inclusiones de
escoria
BHLER WELDING Consumibles para la construccin de lneas de tuberas
Esmerilar si es
necesario
21
www.boehler-welding.com
Tecnologa de soldeo Electrodos bsicos
pulgadas
11/64
13/64
1/4
5/16
3/8
1/2
5/8
11/16
3/4
13/16
7/8
15/16
1
mm
14.36
15.16
16.35
17.93
19.52
12.70
15.88
17.46
19.04
20.63
22.22
23.81
25.40
Consumo de electrodos (kg)
2.5 mm
3.2 mm
4 mm
3/32 pulgadas 1/8 pulgadas 5/32 pulgadas
0.30
0.20
0.20
0.20
0.20
0.35
0.65
0.20
0.20
0.20
0.20
0.20
0.20
0.20
0.20
0.20
0.90
1.55
2.45
2.95
3.50
4.00
4.75
5.40
6.00
Grosor de la pared Consumo de electrodos (kg)
Total
pulgadas
0.30
0.40
0.55
0.85
1.10
1.75
2.65
3.15
3.70
4.20
4.95
5.60
6.20
13/16
7/8
15/16
1
mm
3.2 mm
4 mm
1/8 pulgadas 5/32 pulgadas
20.63
22.22
23.81
25.40
60
0.20
0.20
0.20
0.20
2.60
3.00
3.40
3.90
10
30
Defectos
Causas
Porosidad al principio del soldeo
uso de electrodos hmedos
realizar un arco largo despus de la ignicin
uso de electrodos con el encendido daado
soldeo encima de residuos de escoria
no se han esmerilado suficientemente las
mordeduras
la intensidad es demasiado baja
Cordn sin oscilacin curvado
la intensidad es demasiado alta
dimetro del electrodo demasiado grande
preparacin de la junta de unin pobre
hueco de la raz demasiado estrecho
ajuste una intensidad ms baja
uso de electrodos de dimetro ms pequeo
preparacin de la junta de unin segn lo
recomendado
Marcas de encendido
dispersar el arco fuera de la preparacin de
la junta de unin causa endurecimiento local
encienda el arco slo en la junta de soldeo
Inclusiones de escoria
no se ha limpiado lo suficiente entre
pasadas
limpie todas las capas con un cepillo circular de hilo
Porosidad dispersa
uso de electrodos hmedos
cortocircuito prolongado debido al uso de
mquinas de soldeo con caractersticas
pobres
manipulacin pobre del electrodo, por
ejemplo, un arco demasiado largo, un
ngulo incorrecto
use slo electrodos secados (en estufa de
taller)
compruebe la mquina de soldeo (voltaje
del circuito abierto, etc.)
manipule correctamente el electrodo, es
decir, mantenga un arco corto, mantenga
el ngulo de 80 - 90
Falta de fusin
22
2.80
3.20
3.60
4.10
Resolucin de problemas
Total
1/3 2/3
Grosor de la pared
Cmo evitar defectos
use slo electrodos secados (en estufa de
taller)
mantenga el arco corto
use electrodos no daados
use electrodos BHLER de ignicin activa
limpieza cuidadosa entre pasadas esmerilando o cepillando
esmerile suficientemente las mordeduras
aumente la intensidad
www.boehler-welding.com
Lnea de tuberas de gas X-70, Malaysia
BHLER WELDING Consumibles para la construccin de lneas de tuberas
23
www.boehler-welding.com
Recomendaciones para electrodos bsicos
para soldeo en vertical ascendente
Electrodos bsicos
Clases de acero
API
FOX EV Pipe
E 7016-1
FOX EV 60 Pipe
E 8016-G
FOX EV 70 Pipe
E 9016-G
A
B
X 42
X 46
X 52
X 56
X 60
X 65
X 70
X 80
Clases de acero
EN
L210
L245
L290MB
L320M
L360MB
L385M
L415MB
L450MB
L485MB
L555MB
para pasada de raz, pasada en caliente, pasada de relleno y cordn final
slo para soldadura de pasada de raz
En comparacin con el soldeo de pasada de raz con
electrodos celulsicos para vertical descendente, el soldador
debe hacer frente a una reduccin de la velocidad de soldeo
del 60-70 % al soldar la misma pasada de raz con electrodos
bsicos verticales ascendentes.
No obstante, los desarrollos de productos presentan
caractersticas de soldeo que permiten una produccin
rentable de uniones. Los productos BHLER FOX EV
garantizan ventajas notables en el soldeo en posicin:
Se puede usar un dimetro de 4,0 mm para un grosor de la
pared igual o mayor que 12 mm.
24
Propiedades
mejores y ms sencillas en comparacin con el
tipo normalizado E7018.
Ventajas econmicas obvias para las capas de cordn de
peinado.
Menos trabajo de esmerilado en comparacin con los
electrodos E7018.
Adems, estos productos presentan una alta capacidad de
carga mecnica, contenidos en hidrgeno menores en el
depsito, una buena unin entre separacin de raz, los
mejores valores de resiliencia y la ms alta resistencia a la
traccin (si se requiere).
www.boehler-welding.com
Electrodos bsicos para soldeo en vertical ascendente
BHLER
Proceso
de soldeo
Anlisis Propiedades mecnicas tpicas
tpico
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base
Clasificacin por
normas
Norma
Parmetros de soldeo
%
mm
A
EN
API
FOX EV PIPE
SMAW
EN ISO 2560-A:2005:
E 42 4 B 1 2 H5
C 0.06 Re
Si 0.60 Rm
Mn 0.9 A5
470 ( 420) N/mm2
560 ( 520-640) N/mm2
29 ( 22) %
2.0
2.5
3.2
4.0
30-60
40-90
60-130
110-180
Av
+20C: 170 ( 120) J
-20C: 100 J
-40C: 60 ( 47) J
-46C: 55 ( 27) J
AWS A5.1-04: E7016-1 H4 R
AWS A5.1M-04: E4916-1 H4 R
TV-D,
LTSS,
SEPROZ,
VNIIST,
VNIGAZ,
DB, CE
YS 68000 ( 61000) PSI
TS 81200 ( 74000-92800) PSI
Alargamiento en 4d 29 ( 22) %
Polaridad negativa para
pasada de raz.
Energa de impacto
Temperatura de precalentamiento y entre pasada
definida por el material
base. La anchura ptima de
raz de pasadas de raz es
de 2-3 mm, la cara de la
raz debe estar en el rango
de 2-2,5 mm.
Los electrodos estn evasados en latas hermticas listos para usar.
+68F: 125 ( 89) ft-lb
-4F: 74 ft-lb
-40F: 44 ( 35) ft-lb
-51F: 40 ( 20) ft-lb
BHLER FOX EV PIPE es un electrodo bsico con adiciones de rutilo
y silicatos. Es especialmente adecuado para el soldeo en posicin de
pasada de raz con CC negativa, as
como para pasadas de relleno y de
recubrimiento para tubos y chapas
con CC positiva o CA.
BHLER FOX EV PIPE ahorra
mucho tiempo frente a electrodos
del tipo AWS E7018 al soldar pasadas de raz debido a las mayores
velocidades de avance. Tambin se
puede usar un dimetro de 3,2 mm
para pasadas de raz en el caso de
grosores de la pared de 8 mm y
mayores.
Se suelda con facilidad y ofrece una
buena unin entre separacin de raz
junto a una eliminacin de escoria
sencilla para garantizar un esmerilado mnimo. Resiliencia del metal de
soldadura depositado hasta -46 C,
contenido muy bajo en hidrgeno
(HD < 5 ml/100 g).
P235GH, P265GH,
P295GH, P235T1,
P275T1, P235G2TH,
P255G1TH,
S255N-S420N1),
S255NL1 hasta
S420NL1, L290NB
hasta L360NB,
L290MB hasta
L415MB, L450MB2)
hasta L555MB2)
API espec. 5 L:
A, B, X42, X46, X52,
X56, X60, X65-X802)
ASTM:
A53 Gr.A-B,
A106 Gr.A-C, A179,
A192, A210 Gr.A-1
1)
esfuerzo reducido
hasta S380N / S380NL1
2)
slo para pasada de
raz
Secado si es necesario.
300-350 C, mn. 2 h.
FOX EV 60 PIPE
SMAW
EN ISO 2560-A:2005:
E 50 4 1 Ni B 1 2 H5
C
Si
Mn
Ni
AWS A5.5-06:
E8016-G H4 R
0.07 Re
0.60 Rm
1.2 A5
0.9
Av
+20C:
0C:
-20C:
-40C:
-46C:
550 ( 500) N/mm2
590 (560-720) N/mm2
29 ( 22) %
170
150
140
110
60
2.5
3.2
4.0
5.0
40-90
60-130
110-180
180-230
VNIIGAZ
( 130) J
J
J
( 47) J
J
YS 80000 ( 72500) PSI
TS 85600 ( 81200-104400) PSI
Alargamiento en 4d 29 ( 22) %
Polaridad negativa para
pasada de raz.
Temperatura de precalentamiento y entre pasada definida por el material base.
La anchura ptima de raz
de pasadas de raz es de
2-3 mm, la cara de la raz
debe estar en el rango de
2-2,5 mm.
Los electrodos estn evasados en latas hermticas listos para usar.
Energa
+68F:
+32F:
-4F:
-40F:
de impacto
125 ( 96) ft-lb
111 ft-lb
103 ft-lb
81 ( 35) ft-lb
Re
Rm
A5
620 ( 550) N/mm2
680 (630-780) N/mm2
20 ( 18) %
Electrodo bsico especialmente adecuado para el soldeo en posicin de
pasada de raz con CC negativa, as
como para pasadas de relleno y de
recubrimiento para tubos y chapas
con CC positiva o CA.
BHLER FOX EV 60 PIPE ahorra
mucho tiempo frente a electrodos
del tipo AWS E8018 al soldar pasadas de raz debido a las mayores
velocidades de avance. Tambin se
puede usar un dimetro de 3,2 mm
para pasadas de raz en el caso de
grosores de la pared de 8 mm y
mayores.
Buenas propiedades de impacto
hasta -40 C, bajo contenido en
hidrgeno (HD < 5 ml/100 g) y envase en latas cerradas hermticamente
son otras propiedades relevantes
para el usuario.
S235J2G3-S355J2G3,
L210NB-L450NB,
L210MB-L450MB,
P235GH-P295GH,
E295, E335,
S355J2G3,
C35-C45,
P310GH,
S380N-S460N,
P380NH-P460NH,
S380NL-S460NL,
S380NL1-S460NL2,
GE260-GE300
API espec. 5 L:
X42, X46, X52,
X56, X60, X65
ASTM:
A516 Gr.65,
A572 Gr.55,60,65,
A633 Gr.E,
A612, A618 GrI,
A537 Gr.1-3
Secado si es necesario.
300-350 C, mn. 2 h.
FOX EV 70 PIPE
EN 757:1997
E 55 4 Z (Mn2NiMo) B 1 2 H5
AWS A5.5-06:
E9016-G H4 R
Polaridad negativa para
pasada de raz.
Temperatura de precalentamiento y entre pasada
definida por el material
base. La anchura ptima de
raz de pasadas de raz es
de 2-3 mm, la cara de la
raz debe estar en el rango
de 2-2,5 mm. Los electrodos estn evasados en latas
hermticas listos para usar.
SMAW
C
Si
Mn
Ni
Mo
0.06
0.50
1.7
2.2
0.3
2.5
3.2
4.0
40-90
60-130
110-180
Av
+20C: 140 ( 90) J
-20C: 80 J
-40C: 70 ( 47) J
-46C: 55 J
YS 90000 ( 80000) PSI
TS 98600 ( 91300-113100) PSI
Alargamiento en 4d 20 ( 18) %
Energa de impacto
+68F: 103 ( 66) ft-lb
-4F: 59 ft-lb
-40F: 52 ft-lb
Secado si es necesario.
300-350 C, mn. 2 h.
BHLER WELDING Consumibles para la construccin de lneas de tuberas
BHLER FOX EV 70 PIPE es un
electrodo bsico de alta resistencia.
Es especialmente adecuado para el
soldeo en posicin de pasada de raz
con CC negativa, as como para
pasadas de relleno y de recubrimiento para tubos y chapas con CC positiva o CA.
L450MB,
L485MB,
L555MB
API espec. 5 L:
X65,
X70,
X80
BHLER FOX EV 70 PIPE ahorra
mucho tiempo frente a electrodos
del tipo AWS E9018 al soldar pasadas de raz debido a las mayores
velocidades de avance. Tambin se
puede usar un dimetro de 3,2 mm
para pasadas de raz en el caso de
grosores de la pared de 8 mm y
mayores.
Se suelda con facilidad y ofrece una
buena unin entre separacin de raz
junto a una eliminacin de escoria
sencilla para garantizar un esmerilado mnimo. Buenas propiedades de
impacto hasta -40 C, bajo contenido en hidrgeno (HD < 5 ml /
100 g) y envase en latas cerradas
hermticamente son otras propiedades relevantes para el usuario.
25
www.boehler-welding.com
Recomendaciones para el soldeo automtico con hilos macizos
Hilos macizos
Clases de acero
API
SG 3-P
ER 70S-6
SG 8-P
ER 80S-G
Hilos tubulares
NiMo 1-IG
ER 90S-G
Ti 70 Pipe-FD
E91T1-K2MH4
X 42
X 46
X 52
X 56
X 60
X 65
X 70
X 80
Clases de acero
EN
L290MB
L320M
L360MB
L385M
L415MB
L450MB
L485MB
L555MB
para pasada de raz, pasada en caliente, pasada de relleno y cordn final
El hilo BHLER para el soldeo de tuberas est pensado especialmente para las necesidades del soldeo automtico y
semiautomtico de pasadas de raz, calientes, de relleno y de
cordn de peinado en tuberas campo a travs.
Presentan propiedades mecnicas excelentes, un depsito de
soldadura limpio y una forma del cordn uniforme. Los hilos
son adecuados para usar con acero para tuberas API 5L X42
hasta X80.
26
www.boehler-welding.com
Hilos para el soldeo de tuberas automtico
BHLER
Proceso
de soldeo
Anlisis Propiedades mecnicas tpicas
tpico
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base
Clasificacin por
normas
Norma
Parmetros de soldeo
%
mm
A
EN
API
SG 3-P
GMAW
EN ISO 14341-A:2008
G3Si1
G 46 5 M G3Si1
G 42 4 C G3Si1
C
Si
Mn
Ti
0.05 Soldado con Ar +15-25 % CO2
0.75
510 ( 470) N/mm2
1.55 Re
Rm
640 (600-680) N/mm2
+
A5
25 ( 24) %2
0.9
Av
+20C: 120 ( 100) J
-40C: 75 ( 65) J
-50C: 55 ( 47) J
AWS A5.18-05: ER70S-G
AWS A5.18M-05: ER485S-G
YS 74000 ( 68000) PSI
TS 92800 ( 87000-98600) PSI
Alargamiento en 4d 25 ( 24) %
Gases de proteccin:
Ar +15-25 % CO2
100 % CO2
Energa de impacto
+68F: 89 ( 74) ft-lb
-40F: 55 ( 48) ft-lb
-58F: 40 ( 35) ft-lb
Temperatura de precalentamiento y entre pasada
definida por el metal base.
TV-D, CE BHLER SG 3-P es un hilo macizo microaleado para GMAW
desarrollado para el soldeo automtico de gran calidad de lneas
de tuberas.
Un concepto ptimo del equilibrio de la aleacin garantiza buenas propiedades del metal de soldadura depositado que cumple
los requisitos ms exigentes del
sector de lneas de tuberas
on/offshore. El depsito es
excepcionalmente resistente a la
fisura y el metal de soldadura
depositado resiliente hasta
-50 C.
API espec. 5 L:
X42,
X46,
X52,
X56,
X60,
X65
Durante la produccin se tienen
en cuenta aspectos de calidad
esenciales, requisitos previos
para una alimentabilidad ininterrumpida del hilo macizo, por
ejemplo, la hlice del hilo, el
revestimiento de cobre y el
devanado en capas de precisin.
Soldado con 100 % CO2
Re
Rm
A5
L290MB-L485MB
470 ( 440) N/mm2
610 (570-640) N/mm2
26 ( 25) %
Av
+20C: 100 ( 95)
-40C: 60 ( 47)
YS 68000 ( 63800) PSI
TS 88400 ( 82600-92800) PSI
Alargamiento en 4d 26 ( 25) %
Energa de impacto
+68F: 74 ( 70) ft-lb
-40F: 44 ( 35) ft-lb
BHLER SG 8-P
EN ISO: 14341-A:2008
G3Ni1
G 42 5 M G3Ni1
AWS A5.28-05: ER80S-G
Gases de proteccin:
GMAW
C
Si
Mn
Ni
Ti
0.06
0.70
1.50
0.90
+
Soldado con Ar +15-25 % CO2
Re
Rm
A5
Av
+20C:
-50C:
500 ( 420) N/mm2
590 ( 550) N/mm2
24 ( 20) %
0.9
1.0
1.2
DNV
150 ( 47) J
80 J
YS 72000 ( 61000) PSI
TS 85000 ( 80000) PSI
Alargamiento en 4d 24 (20) %
Ar +15-25 % CO2
Ar +0-5 % CO2 + 3-10 % O2
100 % CO2
Energa de impacto
+68F: 110 ft-lb
-58F:
58 ft-lb
Temperatura de precalentamiento y entre pasada
definida por el metal base.
Soldado con 100 % CO2
Re
Rm
A5
470 ( 420) N/mm2
560 ( 500) N/mm2
25 ( 20) %
Av
+20C:
-50C:
110 J
45 J
Hilo microaleado para GMAW
desarrollado para el soldeo automtico de gran calidad de lneas
de tuberas.
Un concepto ptimo del equilibrio de la aleacin garantiza buenas propiedades del metal de soldadura depositado que cumplen
los requisitos ms exigentes del
sector de lneas de tuberas
on/offshore.
El depsito es excepcionalmente
resistente a la fisura y el metal de
soldadura depositado ofrece altos
valores de impacto hasta -50 C.
L290MB-L485MB
API espec. 5 L:
X42,
X46,
X52,
X56,
X60,
X65,
X70
YS 68000 ( 61000) PSI
TS 81000 ( 72500) PSI
Alargamiento en 4d 25 (20) %
Energa de impacto
+68F: 81 ft-lb
-58F: 35 ft-lb
BHLER WELDING Consumibles para la construccin de lneas de tuberas
27
www.boehler-welding.com
Hilo para el soldeo automtico de tuberas
BHLER
Proceso
de soldeo
Anlisis Propiedades mecnicas tpicas
tpico
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base
Clasificacin por
normas
Norma
Parmetros de soldeo
%
mm
A
EN
API
NiMo 1-IG
GMAW
EN ISO 16834-A
G Mn3Ni1Mo (for wire)
C
Si
Mn
Mo
Ni
EN ISO 16834-A
G 55 6 M Mn3Ni1Mo
G 55 4 C Mn3Ni1Mo
0.08
0.6
1.8
0.3
0.9
Soldado con Ar +15-25 % CO2
Re
Rm
A5
620 ( 550) N/mm2
700 (650-800) N/mm2
23 ( 20) %
(0.9)
1.0
1.2
Av
+20C: 140 ( 120) J
-40C: 110 ( 90) J
-60C:
( 47) J
AWS A5.28-05: ER90S-G
YS 89900 ( 80000) PSI
TS 101500 ( 94000-116000) PSI
Alargamiento en 4d 23 ( 20) %
Energa de impacto
+68F: 103 ( 89) ft-lb
-40F: 82 ( 66) ft-lb
-94F:
( 35) ft-lb
Gases de proteccin:
Ar +15-25 % CO2
Ar +0-5 % CO2 +3-10 % O2
100 % CO2
Temperatura de precalentamiento y entre pasada definida
por el metal base.
Hilo de cobre para GMAW para
aceros de construccin de grano
fino de alta resistencia, templados
y revenidos.
Aceros para tuberas
y aceros de grano
fino, aceros de grano
fino templados y
revenidos.
El hilo es adecuado para soldadura de unin en la construccin de
calderas, recipientes a presin,
lneas de tuberas y gras as
como en la tcnica de acero de
estructuras. La composicin tpica
del hilo cumple los requiditos de
la regulacin NORSOK en materia de sistemas de inyeccin de
agua.
S380N-S500N,
S380NL-S500NL,
S500NC-S550NC,
N-A-XTRA 56-70,
BHV 70, PAS 600,
HSM 600,
20MnMoNi5-5
Debido a la adicin precisa de
elementos de microaleacin, el
hilo NiMo 1-IG presenta una
excelente ductilidad y resistencia
a la fisura a pesar de su alta resistencia. Buena energa de impacto
criognica hasta -60 C, bajo contenido en hidrgeno en el depsito, la mejor alimentabilidad y bajo
contenido en cobre son las otras
caractersticas de este hilo.
Soldado con 100 % CO2
Re
Rm
A5
DB,
BB, GL,
SEPROZ,
CE
590 ( 550) N/mm2
680 (620-770) N/mm2
22 ( 20) %
Av
+20C: 120 ( 100)
-40C:
( 47)
ASTM:
A517 Gr.A,B,C,E,F,
H,J,K,M,P;
A225 Gr.C,
A633 Gr.E,
A572 Gr.65
API espec. 5 L:
X70,
X80
YS 85500 ( 63800) PSI
TS 98600 ( 89900) PSI
Alargamiento en 4d 22 ( 25) %
Energa de impacto
+68F: 89 ( 74) ft-lb
-40F:
( 35) ft-lb
Ti 70 Pipe-FD
FCAW
EN ISO 18276-A:2006:
T 55 4 Mn1Ni P M 1 H5
C
Si
Mn
Ni
AWS A5.29-05:
E91T1-K2MH4
0.07 Re
550 N/mm2
0.4 Rm 640-820 N/mm2
1.5 A5
18 %
1.0
Av
-40C: 47 J
1.2
180-280
YS 80000 PSI
TS 93000-119000 PSI
Alargamiento en 4d 18 %
Energa de impacto
-40F: 34 ft-lb
Secado: posible a 150 C/24h,
pero generalmente no
necesario
TV-D, CE Hilo tubular con fundente de rutilo microaleado para soldeo simple o en varias pasadas de aceros
de carbono-manganesio y aceros
de alta resistencia con gas de
proteccin Ar-CO2.
Caractersticas principales: excelente soldabilidad en todas las
posiciones, cordones de buena
calidad, sin salpicaduras, escoria
de solidificacin rpida y fcilmente eliminable. Las excelentes propiedades mecnicas de este hilo
incluso a baja temperatura
(-40 C) y su bajo contenido en
hidrgeno difusible lo hacen
especialmente adecuado para la
construccin de tuberas.
Aceros para tuberas
y aceros de grano
fino
S460 S500N,
S460NL S500NL,
S500NC S550NC,
L450MB L485MB
(L555MB)
Espec. API 5L:
X65, X70, (X80)
Tiene aplicaciones tambin en
la industria off-shore, la construccin naviera y las estructuras
construidas con aceros de alta
resistencia.
Ti 80 Pipe-FD
EN ISO 18276-A:2006
T 69 4 Z P M 1 H5
AWS A5.29-05:
E111T1-GMH4
FCAW
C
Si
Mn
Ni
0.07 Re
( 690) N/mm2
0.3 Rm 770-940 N/mm2
1.7 A5
(17) %
2.5
ISO V
-40C: ( 47) J
YS 80000 PSI
TS 111700-136000 PSI
Alargamiento en 4d 17 %
Energa de impacto
-40F: 34 ft-lb
28
1.2
180-280
TV-D, CE Hilo tubular rutilo Ni-Mo para
pasada nica o multipasada de
aceros de alto lmite elstico con
gas Ar-CO2.
Aceros para tuberas
y aceros de grano
fino
L485MB, L555MB
Caractersticas: excelente soldabilidad en toda posicin, excelente
acabado superficial del cordn,
sin proyecciones; escoria de solidificacin rpida y fcil de retirar.
Las excelentes propiedades mecnicas del hilo incluso a -40C as
como el bajo contenido en hidrgeno difusible lo hacen adecuado
para aplicaciones de pipeline.
Otras aplicaciones son en la industria offshore, astilleros y estructuras de alto lmite elstico.
API Spec: 5L:
X70, X80
www.boehler-welding.com
Otros consumibles para el soldeo de tuberas
BHLER
Proceso
de soldeo
Propiedades mecnicas
tpicas
N/mm2 (KSI)
mm A
SMAW
C 0.10
Si 0.20
Mn 0.50
Re
Rm
A5
Av
480
550
23
110
(70)
(80)
%
J
2.5
3.2
4.0
SMAW
C 0.14
Si 0.10
Mn 0.7
Ni 0.6
Re
Rm
A5
Av
-40C
460 (68)
550 (80)
24 %
110 J
65 J
3.2
4.0
5.0
SMAW
C
Si
Mn
Ni
Re
Rm
A5
Av
-40C
490
570
23
105
70
(71)
(82)
%
J
J
3.2
4.0
5.0
SMAW
C 0.07
Si 0.5
Mn 1.1
Re
Rm
A5
Av
460
560
28
200
(67)
(81)
%
J
2.5
3.2
4.0
40-60
55-85
80-140
110-180
180-230
TV-D,
GL, LTSS,
PDO,
SEPROZ
Electrodo de bajo contenido en hidrgeno para la construccin de estaciones de compresor o de reductores de presin.
Excelente para pasadas de raz en posicin vertical ascendente.
Tiene un arco de penetracin muy estable y genera soldaduras
de gran calidad radiogrfica.
Las mejores caractersticas de soldeo de raz con CC negativa.
HD < 5 ml/100 g.
SMAW
C 0.03
Si 0.8
Mn 0.9
Cr 22.6
Ni 9.0
Mo 3.1
N 0.17
PREN 35
Re
650
Rm
820
A5
25
Av
55
-20C 32
(94)
(118)
%
J
J
2.5
3.2
4.0
5.0
40-75
70-120
110-150
150-200
TV-D,
TV-A,
ABS, DNV,
GL, LR,
RINA,
Statoli,
SEPROZ,
CE
Electrodo rutilo-bsico aleado para soldar aceros dplex ferrtico-austenticos, por ejemplo, 1.4462, UNS 31803. Muy recomendado para el soldeo en vertical ascendente de tuberas y
tubos (dimetro del electrodo 2,5 mm; CC, electrodo
negativo).
Buena soldabilidad con CA.
SMAW
C 0.03
Si 0.3
Mn 1.1
Cr 22.6
Ni 8.8
Mo 3.1
N 0.16
PREN 35
Re
Rm
A5
Av
-60C
(92)
(121)
%
J
J
2.5
3.2
4.0
5.0
50-75
80-110
100-145
140-180
TV-D, CE Electrodo bsico DUPLEX para UNS S31803.
El depsito de soldadura presenta excelentes propiedades de
impacto hasta -60 C y garantiza el soldeo seguro de paredes
gruesas con requisitos exigentes.
El equivalente de resistencia a la picadura es 35
(PREN = % Cr + 3,3 x % Mo + 16 x % N); el contenido de
ferrita del depsito de soldadura es 30 FN.
GTAW
GMAW
C 0.015
Si 0.4
Mn 1.7
Cr 22.5
Mo 3.2
Ni 8.8
N 0.15
AWS
EN
FOX CEL S
E6010
FOX CEL 75 G
E7010-G
FOX CEL 85 G
E8010-G
FOX EV 50-W
E7016-1 H4 R
E 42 5 B 1 2 H5
FOX CN 22/9 N
E2209-17
E 22 9 3 N L R 3 2
FOX CN 22/9 N-B
E2209-15
E 22 9 3 N L B 2 2
CN 22/9 N-IG
ER2209
W 22 9 3 N L
G 22 9 3 N L
0.16
0.4
0.7
0.7
630
830
27
110
40
GTAW:
600 (87) N/mm2 1.6
800 (116) N/mm2 2.0
2.4
33 %
3.2
Av
150 J
-60C 32 J
Re
Rm
A5
PREN 35
Re
Rm
A5
GMAW:
660 (95) N/mm2 1.0
830 (120) N/mm2 1.2
28 %
Intensidad
E2209T1-4
E2209T1-1
T 22 9 3 N L P M 1
T 22 9 3 N L P C 1
FCAW
C 0.03
Si 0.8
Mn 0.9
Cr 22.7
Mo 3.2
Ni 9.0
N 0.13
Re
Rm
A5
600 (87) N/mm2
800 (116) N/mm2
27 %
Av
80 J
-46C 45 J
1.2
Electrodo celulsico desarrollado especialmente para el soldeo
en vertical ascendente de pasadas de raz con CC positiva.
Tambin se puede usar para vertical descendente negativo.
Adecuado especialmente para la tcnica Dolly Mix. Presenta
un arco potente y buenas caractersticas de soldeo.
TV-D, CE Bhler FOX CEL 75 G es un electrodo celulsico
AWS E7010-G para soldar las calidades de tuberas X 56, X 60
y X 65 o los aceros EN L385M, L415MB y L450MB.
El electrodo ofrece una alta calidad uniforme y excepcionales
valores de resiliencia a bajas temperaturas junto a las mejores
caractersticas de soldeo.
TV-D,
TV-A,
ABS,
DNV, GL,
LR, Statoil,
CE
TV-D,
TV-A,
DNV, GL,
Statoil, DB,
SEPROZ,
CE
100-220
TV-D,
DNV, ABS,
LR, GL,
RINA,
CWB,
SEPROZ,
CE
Av
85 J
-40C 32 J
CN 22/9 PW-FD
Homologaciones
Caractersticas y aplicaciones
Anlisis
tpico
PREN 35
BHLER WELDING Consumibles para la construccin de lneas de tuberas
Bhler FOX CEL 85 G es un electrodo celulsico
AWS E8010-G para soldar tuberas de las calidades X 60 hasta
X 70 o los aceros EN L415MB, L450MB y L485MB.
El electrodo ofrece una alta calidad uniforme, as como excepcionales valores de resiliencia a bajas temperaturas junto a las
mejores caractersticas de soldeo.
Varilla para soldar con TIG e hilo para GMAW muy adecuado
para soldar aceros dplex ferrttico-austenticos, por ejemplo,
1.4462, UNS 31803.
El diseo metalrgico de CN 22/9 N-IG con una composicin
ptima de la aleacin y los lmites de tolerancia ms ajustados
garantiza propiedades del metal de soldadura depositado
especialmente buenas y fisuracin debido a la combinacin de
esfuerzo y corrosin y a la picadura. Es especialmente adecuado para el soldeo de gran calidad de tuberas.
Se pueden obtener los mejores resultados con nuestro hilo
para SAW CN 22/9 N-UP y el fundente BB 202.
Hilo tubular para el soldeo en posicin. Fcil de soldar en
todas las posiciones de soldeo con configuracin de un solo
parmetro usando mezclas de argn o CO2.
Arco de penetracin potente, transferencia spray, formacin
de salpicaduras mnima, escoria autoeliminable, humectacin
excelente, perfil del cordn plano y suave.
Velocidades de avance rpidas y un amplio rango de parmetros de soldeo ofrecen el ms alto rendimiento. Adecuado
para temperaturas de trabajo desde -46 C a 250 C.
29
www.boehler-welding.com
www.boehler-welding.com
Folleto de consumibles de soldadura de BHLER WELDING
para reas industriales seleccionadas disponibles en varios
idiomas.
WELDING CONSUMABLES
FOR HYDRO POWER STATIONS
WELDING CONSUMABLES
FOR PIPELINE CONSTRUCTION
METAL POWDER AND CASTING RODS
Puede solicitar ms informacin a los representantes
comerciales de BHLER WELDING o en el sitio Web
www.boehler-welding.com/english/brochures.htm
WELDING CONSUMABLES
FOR THERMAL POWER STATIONS
WELDING CONSUMABLES
FOR PIPELINE CONSTRUCTION
FLUX CORED WELDING WIRES
FOR STAINLESS STEELS
BHLER DRY SYSTEM
GUARANTEED DRY ELECTRODES
WELDING CONSUMABLES
WELDING CONSUMABLES
FOR STEEL CONSTRUCTION
FOR THE OFFSHORE INDUSTRY
Los detalles referentes a la naturaleza y los objetivos de aplicacin de nuestros
productos estn pensados para informar al usuario. Los detalles referentes a las
propiedades mecnicas siempre se refieren al metal de soldadura depositado
segn las normas aplicables. En el rea de la unin soldada, las propiedades del
metal de soldadura depositado estn influidas por el metal base, la posicin de
soldeo y los parmetros de soldeo.
La garanta de la adecuacin de un tipo de aplicacin especial requiere en cada
uno de los casos individuales un acuerdo escrito.
Reservado el derecho a modificaciones sin previo aviso.
Publicado por BHLER WELDING
Su socio:
www.boehler-welding.com
BSGA 04/2009 SPA1500 Foto de portada: HAK
Bhler Schweitechnik Austria GmbH
Bhler-Welding-St. 1
8605 Kapfenberg / AUSTRIA
+43 (0) 3862-301-0
+43 (0) 3862-301-95193
postmaster.bsga@bsga.at
www.boehler-welding.com
También podría gustarte
- CATALOGO EDIFICACIÓN DefinitivoDocumento57 páginasCATALOGO EDIFICACIÓN DefinitivoDanielaTorres100% (1)
- Logistica en La Construccion (Paper)Documento11 páginasLogistica en La Construccion (Paper)Tulio Jose Martinez Lara80% (15)
- Diseño Teórico de Laboratorio de Una Mezcla Asfáltica en Caliente Con El Standard Marshall para Mezclas Semi DensasDocumento28 páginasDiseño Teórico de Laboratorio de Una Mezcla Asfáltica en Caliente Con El Standard Marshall para Mezclas Semi DensasjhulisakhaterinAún no hay calificaciones
- Transformación MartensíticaDocumento15 páginasTransformación MartensíticaHarry100% (3)
- Jet 70 MP Ral 6019 PDFDocumento1 páginaJet 70 MP Ral 6019 PDFEmmanuel LoayzaAún no hay calificaciones
- Arco Parabolico MUNI.Documento1 páginaArco Parabolico MUNI.Gustavo Iván Troya JimenezAún no hay calificaciones
- 2.2. Fcaw-09Documento34 páginas2.2. Fcaw-09samyfr454Aún no hay calificaciones
- Documeto de Liberacion Tintes PenetrantesDocumento1 páginaDocumeto de Liberacion Tintes PenetrantesPEDROAún no hay calificaciones
- Catalogo Linde ReguladorasDocumento19 páginasCatalogo Linde ReguladorasCristian Mariani100% (1)
- Tenacito 110plusDocumento1 páginaTenacito 110plusYonathan Ricardo Leo KxAún no hay calificaciones
- Spool 292100 06 Is 013 Inspeccion VisualDocumento8 páginasSpool 292100 06 Is 013 Inspeccion VisualJosé Luis TolaAún no hay calificaciones
- Procedimiento de Inspección Visual de Uniones SoldadasDocumento10 páginasProcedimiento de Inspección Visual de Uniones SoldadasDavid Ninaquispe BardalesAún no hay calificaciones
- Wps 01 170731150243Documento1 páginaWps 01 170731150243Ahmed HasanAún no hay calificaciones
- MEC-P-05 - Rev.2Documento14 páginasMEC-P-05 - Rev.2Aracely Anai MartinezAún no hay calificaciones
- BONN ENAPOL 650 HG VERDE RAL 6032 Lote 51200 PDFDocumento1 páginaBONN ENAPOL 650 HG VERDE RAL 6032 Lote 51200 PDFJorge Luis Raygada AzpilcuetaAún no hay calificaciones
- Formato Control T&M - M3Documento1 páginaFormato Control T&M - M3FREDY RONALD TACO MARAZAAún no hay calificaciones
- Abg-Wps-001 Precalificado (T & F) D1.1 2015Documento2 páginasAbg-Wps-001 Precalificado (T & F) D1.1 2015leonardo rincon100% (1)
- Curso Awsd1.1 2010Documento70 páginasCurso Awsd1.1 2010Paul MateoAún no hay calificaciones
- Calificacion de Procedimiento Asme Secc. IxDocumento36 páginasCalificacion de Procedimiento Asme Secc. IxCarlos Antonio Jimenez MoralesAún no hay calificaciones
- Plan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Documento24 páginasPlan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Alfonso LeonardoAún no hay calificaciones
- Aceros ArequipaDocumento17 páginasAceros ArequipaEnmadelaVegaAún no hay calificaciones
- PDF Dossier de Calidad CompressDocumento12 páginasPDF Dossier de Calidad CompressAngel arenasAún no hay calificaciones
- Plan de Trabajo Gcsg-E003.4 (Aprobado Por Caasa)Documento16 páginasPlan de Trabajo Gcsg-E003.4 (Aprobado Por Caasa)Edwin Cuchuñaupa Noa100% (1)
- Wps PQR API 1104Documento18 páginasWps PQR API 1104Manuel FARIAS IMANAún no hay calificaciones
- JM032-Insp. de Tuberías y Válvulas (Nuevo Formato)Documento9 páginasJM032-Insp. de Tuberías y Válvulas (Nuevo Formato)ivanovAún no hay calificaciones
- Especificación Del WPSDocumento4 páginasEspecificación Del WPSJuan ChapacaAún no hay calificaciones
- PETS FABRICACION, SOLDADURA, TERMOFUSION Y MONTAJE DE TUBERIA Y SOPORTES DE TUBERIA Rev - 1Documento63 páginasPETS FABRICACION, SOLDADURA, TERMOFUSION Y MONTAJE DE TUBERIA Y SOPORTES DE TUBERIA Rev - 1Jorge Flores puescasAún no hay calificaciones
- Maquimetals Sac Brochure 2019Documento7 páginasMaquimetals Sac Brochure 2019Jorge A. Chuman CorneteroAún no hay calificaciones
- Fabricacion 001 Inspeccion VisualDocumento20 páginasFabricacion 001 Inspeccion Visualsam.blanco.j100% (1)
- PQR UnimetDocumento7 páginasPQR UnimetCarlos Lluen AquinoAún no hay calificaciones
- Rcce01 Registro de Recepción de MaterialesDocumento1 páginaRcce01 Registro de Recepción de MaterialesLuis Lino0% (1)
- Wps de Calificacion de SoldadoresDocumento41 páginasWps de Calificacion de SoldadorespatricioAún no hay calificaciones
- 5 P-SP-180210 - Preparacion de Superficies (Arenado)Documento7 páginas5 P-SP-180210 - Preparacion de Superficies (Arenado)LeydiLopezAún no hay calificaciones
- Procedimiento Aplicación de Soldadura GMAW PeruDocumento4 páginasProcedimiento Aplicación de Soldadura GMAW PeruCarlo LaraAún no hay calificaciones
- 6.1.9 - PL. ESTRUCTURAL A36 de 12mmx1200mmx2400mmDocumento1 página6.1.9 - PL. ESTRUCTURAL A36 de 12mmx1200mmx2400mmBrenda Yomira Mija CarrionAún no hay calificaciones
- Punto Azul SoldexaDocumento1 páginaPunto Azul SoldexaKenny RamirezAún no hay calificaciones
- WPS - 01-16Documento2 páginasWPS - 01-16denys.castanedatAún no hay calificaciones
- Modelo de Reporte Fotografico BitelDocumento6 páginasModelo de Reporte Fotografico BitelChristian Joseph Mayo EspinozaAún no hay calificaciones
- Procedimiento de Fabricacion y Soldadura de CañeriasDocumento5 páginasProcedimiento de Fabricacion y Soldadura de CañeriasCornejo Shel100% (1)
- Sistema de Acoplamiento Mecánico Conectores para Varilla CMH RollerDocumento9 páginasSistema de Acoplamiento Mecánico Conectores para Varilla CMH RollerEverardo GómezAún no hay calificaciones
- 1.1 Gp-Ppi Smeb Rev4Documento8 páginas1.1 Gp-Ppi Smeb Rev4Osama San FariAún no hay calificaciones
- PDT ByV 002Documento36 páginasPDT ByV 002DanyEhAún no hay calificaciones
- INFORME de Tintes PenetrantesDocumento9 páginasINFORME de Tintes PenetrantesDeyssi ChavezAún no hay calificaciones
- WPS Juntas en TDocumento1 páginaWPS Juntas en TCARLOS NAVARRETEAún no hay calificaciones
- Procedimiento de Pintura PDFDocumento6 páginasProcedimiento de Pintura PDFJhony MendozaAún no hay calificaciones
- Lista de SoldadoresDocumento1 páginaLista de SoldadoresFernando Alex Romero GomezAún no hay calificaciones
- Simbolización de Las Soldaduras (OCR)Documento22 páginasSimbolización de Las Soldaduras (OCR)Virgilio Tellez ReyesAún no hay calificaciones
- Procedimiento de FabricacionDocumento5 páginasProcedimiento de FabricacionAriel Omar Morales VieyraAún no hay calificaciones
- Protocolo Liquidos PenetrantesDocumento2 páginasProtocolo Liquidos PenetrantesGerardoYanezAún no hay calificaciones
- Registro de OperacionesDocumento1 páginaRegistro de OperacionesAnonymous 5JDy895zAún no hay calificaciones
- Anexo 2 - Procedimiento de MontajeDocumento12 páginasAnexo 2 - Procedimiento de MontajeGermánZapataNahuelAún no hay calificaciones
- DMZ 70 RGT 01 01 Instalacion InstrDocumento13 páginasDMZ 70 RGT 01 01 Instalacion InstrDaniel Lara100% (1)
- Ficha Técnica: GMW19-4GR-06DDocumento1 páginaFicha Técnica: GMW19-4GR-06DMaintenanceAún no hay calificaciones
- Fabricacion de Tanque CisternaDocumento4 páginasFabricacion de Tanque CisternaElvis Mamani OsnayoAún no hay calificaciones
- Soldadura WPS Electiva - AnthonyDocumento1 páginaSoldadura WPS Electiva - AnthonyAnthonyCardenasAún no hay calificaciones
- Comparativo 410S Vs 430Documento2 páginasComparativo 410S Vs 430Hans Sarmiento100% (1)
- Dmm-020219-M-Po-002 Prueba Diesel en Caliente Rev1Documento12 páginasDmm-020219-M-Po-002 Prueba Diesel en Caliente Rev1BryanAún no hay calificaciones
- Procedimiento de Instalación - HTLP-60Documento5 páginasProcedimiento de Instalación - HTLP-60BarahonaBarahonaMauricio100% (1)
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDocumento9 páginas29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosAún no hay calificaciones
- FOGP-V20 Liberación de Anclajes Activos v02Documento6 páginasFOGP-V20 Liberación de Anclajes Activos v02Lorena GomezAún no hay calificaciones
- LP13692S-0132-F700-PRO-00037-PETS TIE IN 002 y 003 - TIE OUT 001 y 002 CorregidoDocumento23 páginasLP13692S-0132-F700-PRO-00037-PETS TIE IN 002 y 003 - TIE OUT 001 y 002 CorregidoSergio Anthony Llontop ValdiviesoAún no hay calificaciones
- Soldabilidad y Secuencia de Soldeo en Fabricacion y MantenimientoDocumento8 páginasSoldabilidad y Secuencia de Soldeo en Fabricacion y MantenimientoAxel RoseAún no hay calificaciones
- Steelconstr SPADocumento32 páginasSteelconstr SPAMijail Vereau SánchezAún no hay calificaciones
- HidroelectricasDocumento16 páginasHidroelectricasadriano_viruzAún no hay calificaciones
- Algoritmo para La Optimización de Costo y TiempoDocumento6 páginasAlgoritmo para La Optimización de Costo y TiempoTulio Jose Martinez LaraAún no hay calificaciones
- Administración Del Tiempo - Los 4 Cuadrantes de Stephen Covey - ZetasoftwareDocumento5 páginasAdministración Del Tiempo - Los 4 Cuadrantes de Stephen Covey - ZetasoftwareTulio Jose Martinez LaraAún no hay calificaciones
- Manaual de Programacion y Control de Obralock PDFDocumento135 páginasManaual de Programacion y Control de Obralock PDFJuanAlfredoCasablancaChoccariAún no hay calificaciones
- Plan de Calidad Fase Ingenieria - GasoductoDocumento66 páginasPlan de Calidad Fase Ingenieria - GasoductoTulio Jose Martinez LaraAún no hay calificaciones
- 316 00Documento18 páginas316 00Lobo C Nuvia100% (1)
- Lider de ProyectoDocumento6 páginasLider de ProyectoChandrika Astrik ContrerasAún no hay calificaciones
- MONTANA Catalogo - GRUPODocumento7 páginasMONTANA Catalogo - GRUPOrchavezalvarez07Aún no hay calificaciones
- Anclaje de ColumnetasDocumento1 páginaAnclaje de Columnetascristian.08.bkAún no hay calificaciones
- Construcciones 2 Castellano ResumenDocumento22 páginasConstrucciones 2 Castellano ResumenJoaquinFAún no hay calificaciones
- 4.-Analisissubpresupuestovarios PaisajismoDocumento12 páginas4.-Analisissubpresupuestovarios PaisajismoMarlon Baylón Vásquez ArriolaAún no hay calificaciones
- Pulpotomía Con MTA y Cemento PortlandDocumento20 páginasPulpotomía Con MTA y Cemento PortlandRasfitiyo Rasta del FuturoAún no hay calificaciones
- Encofrados 2020 C N PDFDocumento32 páginasEncofrados 2020 C N PDFJuly LiebanaAún no hay calificaciones
- EstesicolumnassecasDocumento4 páginasEstesicolumnassecasRicardo ReyesAún no hay calificaciones
- 3 ClavelesDocumento45 páginas3 ClavelesfsimmerschileAún no hay calificaciones
- Precios y Cantidades de Recursos Requeridos Por TipoDocumento2 páginasPrecios y Cantidades de Recursos Requeridos Por Tipobryan22romeroAún no hay calificaciones
- Instalaciones Sanitarias 4444Documento11 páginasInstalaciones Sanitarias 4444Zenaida Toledo MarcaAún no hay calificaciones
- Bloque Catalan Liso 151030 1Documento1 páginaBloque Catalan Liso 151030 1ALEX MOLINAAún no hay calificaciones
- Unidad 4.1 Introducción A Los Procesos de AceraciónDocumento32 páginasUnidad 4.1 Introducción A Los Procesos de AceraciónCarlos Gutierrez100% (1)
- Presupuesto Referencial: SeñalizacionDocumento1 páginaPresupuesto Referencial: SeñalizacionKAWSUS CIALTDAAún no hay calificaciones
- Presupuesto Casa Comunal Javb0299912Documento15 páginasPresupuesto Casa Comunal Javb0299912JoseAlejandroValeroBuenoAún no hay calificaciones
- Ficha Tecnica Electrodo ExcalibuR - 8018C1 - MR - ES-MX PDFDocumento2 páginasFicha Tecnica Electrodo ExcalibuR - 8018C1 - MR - ES-MX PDFAkaalj InspeccionAún no hay calificaciones
- Diseno de Ductos para Aire Acondicionado V.10Documento38 páginasDiseno de Ductos para Aire Acondicionado V.10ANA MICHELLE FRANCO VELASQUEZ100% (1)
- Taller de Construcción Ambiental I Universidad Privada Del NorteDocumento4 páginasTaller de Construcción Ambiental I Universidad Privada Del NorteBárbara Cenepo CabanillasAún no hay calificaciones
- Tablas de Pesos Volumetricos Cargas VivaDocumento11 páginasTablas de Pesos Volumetricos Cargas Vivajaime lopez cruzAún no hay calificaciones
- Tisur-Proyecto Hudbay Rep PDFDocumento7 páginasTisur-Proyecto Hudbay Rep PDFPablo García PeñaAún no hay calificaciones
- Hya232 PDFDocumento164 páginasHya232 PDFHuaman Chavez Jesus AngelAún no hay calificaciones
- Protecto Grout NMDocumento2 páginasProtecto Grout NMdonus2012Aún no hay calificaciones
- Instalaciones de Gas Edificio - Catedra Panvini - UnrDocumento1 páginaInstalaciones de Gas Edificio - Catedra Panvini - UnrAylen FleitaAún no hay calificaciones
- NC As IL01 09 Caja para Valvula Mariposa en ConduccionDocumento20 páginasNC As IL01 09 Caja para Valvula Mariposa en ConduccionJose Parra PradaAún no hay calificaciones
- Formulas y Ecuaciones Del WCDocumento9 páginasFormulas y Ecuaciones Del WCGledys Maraz FigueroaAún no hay calificaciones
- Mapa Mental 2 CORREGIDODocumento1 páginaMapa Mental 2 CORREGIDOOMAR VALENZUELA SARABIAAún no hay calificaciones
- Flete Terrestre Agua PotableDocumento2 páginasFlete Terrestre Agua Potablejosefer1305Aún no hay calificaciones
- 5.especificaciones TecnicasDocumento33 páginas5.especificaciones TecnicasLesly FloresAún no hay calificaciones