También podría gustarte
- Tarea 3Documento11 páginasTarea 3Sebastián PillajoAún no hay calificaciones
- El Dolor de Enamorarse de Alguien A Quien Simplemente Le GustasDocumento2 páginasEl Dolor de Enamorarse de Alguien A Quien Simplemente Le GustasCarlos Quintero VillaAún no hay calificaciones
- Contenido Semana 1Documento35 páginasContenido Semana 1Carlos Quintero VillaAún no hay calificaciones
- SDS Es EsDocumento12 páginasSDS Es EsCarlos Quintero VillaAún no hay calificaciones
- Evaluación por competenciasDocumento21 páginasEvaluación por competenciasMauricio Diaz GualdronAún no hay calificaciones
- Cronograma Agosto 2016 DiagnosticoDocumento3 páginasCronograma Agosto 2016 DiagnosticoCarlos Quintero Villa100% (1)
- El Dolor de Enamorarse de Alguien A Quien Simplemente Le GustasDocumento2 páginasEl Dolor de Enamorarse de Alguien A Quien Simplemente Le GustasCarlos Quintero VillaAún no hay calificaciones
- Módulo 04 - Seguridad Eléctrica en Los Lugares de TrabajoDocumento18 páginasMódulo 04 - Seguridad Eléctrica en Los Lugares de TrabajoLiceth Carolina OrtizAún no hay calificaciones
- My History JCB-CQVDocumento1 páginaMy History JCB-CQVCarlos Quintero VillaAún no hay calificaciones
- Contenido 1Documento40 páginasContenido 1WilsonPerezAún no hay calificaciones
- Nuevo 28 JunioDocumento1 páginaNuevo 28 JunioCarlos Quintero VillaAún no hay calificaciones
- Act 4 Gestion de CalidadDocumento6 páginasAct 4 Gestion de CalidadCarlos Quintero VillaAún no hay calificaciones
- 1.4.teorema de Bayes - Rev2012-09-25 PDFDocumento9 páginas1.4.teorema de Bayes - Rev2012-09-25 PDFCarlos MartinezAún no hay calificaciones
- Diana Probabilidad Caso 1Documento7 páginasDiana Probabilidad Caso 1Carlos Quintero VillaAún no hay calificaciones
- Carlos Quintero 102015A 306Documento7 páginasCarlos Quintero 102015A 306Carlos Quintero VillaAún no hay calificaciones
- Edo EspolDocumento87 páginasEdo EspolernestosandAún no hay calificaciones
- 570 TC2Documento13 páginas570 TC2Carlos Quintero VillaAún no hay calificaciones
- Prueba 3Documento101 páginasPrueba 3David HoyosAún no hay calificaciones
- Mapa de La Web 2.0Documento1 páginaMapa de La Web 2.0Ali3n100% (52)
- Trucos AOMDocumento1 páginaTrucos AOMCarlos Quintero VillaAún no hay calificaciones
- ProbabilidadDocumento9 páginasProbabilidadoffernissAún no hay calificaciones
- BibliografíaDocumento1 páginaBibliografíaCarlos Quintero VillaAún no hay calificaciones
- Formato Entrega Trabajo Entrenamiento Practico Unidad II - 2016!10!2Documento8 páginasFormato Entrega Trabajo Entrenamiento Practico Unidad II - 2016!10!2Carlos Quintero VillaAún no hay calificaciones
- Trabajo de Entrenamiento Practico Unidad 2Documento3 páginasTrabajo de Entrenamiento Practico Unidad 2anfeli700Aún no hay calificaciones
- Mapa Conceptual HugoDocumento5 páginasMapa Conceptual HugoCarlos Quintero VillaAún no hay calificaciones
- Reglamento Estudiantil UNADDocumento28 páginasReglamento Estudiantil UNADEdwin Eduardo Delgado Bobadilla100% (1)
- Trabajos de IntersemestralDocumento1 páginaTrabajos de IntersemestralCarlos Quintero VillaAún no hay calificaciones
- Extra CampañasDocumento2 páginasExtra CampañasCarlos Quintero VillaAún no hay calificaciones
- Todas Las Act de Calculo DiferencialDocumento1 páginaTodas Las Act de Calculo DiferencialCarlos Quintero VillaAún no hay calificaciones
- Calculos de Nota FinalDocumento1 páginaCalculos de Nota FinalCarlos Quintero VillaAún no hay calificaciones
- Formato Prematricula Ing IndustrialDocumento1 páginaFormato Prematricula Ing IndustrialCarlos Quintero VillaAún no hay calificaciones
- Crear Instaladores Usando WinrarDocumento20 páginasCrear Instaladores Usando Winrarapi-3754139100% (2)
- Cuestionario de La UnidadDocumento4 páginasCuestionario de La UnidadJaqueline MorenoAún no hay calificaciones
- Sociales Tercero 2... Puntos CardinalesDocumento2 páginasSociales Tercero 2... Puntos CardinalesEmilse Pedraza Corredor100% (2)
- 12 Midazolam CapriaDocumento10 páginas12 Midazolam Capriafajamayo2850% (2)
- Diseño de Redes A Presion PDFDocumento68 páginasDiseño de Redes A Presion PDFcarlos pilaresAún no hay calificaciones
- 1 Calculo de Bobinados Trifásicos Regulares Rev05 PDFDocumento193 páginas1 Calculo de Bobinados Trifásicos Regulares Rev05 PDFFERNÁNDEZ GÓMEZ GIANPIERRE CÉSARAún no hay calificaciones
- CALIBRACION DE VALVULAS Manual de Servicio Del QST30Documento6 páginasCALIBRACION DE VALVULAS Manual de Servicio Del QST30Ce BayonaAún no hay calificaciones
- CARATULADocumento12 páginasCARATULAMarcelo SanchezAún no hay calificaciones
- Complicaciones locales de infecciones bacterianas en odontologíaDocumento4 páginasComplicaciones locales de infecciones bacterianas en odontologíaAlejandro RipepiAún no hay calificaciones
- Generadores eléctricos: tipos, pruebas y característicasDocumento6 páginasGeneradores eléctricos: tipos, pruebas y característicasErik DwunitAún no hay calificaciones
- EstereoquimicaDocumento11 páginasEstereoquimicaGaby RivasAún no hay calificaciones
- 1 Propiedades de La Roca Porosidad MaterialDocumento41 páginas1 Propiedades de La Roca Porosidad MaterialManuel Azancot100% (1)
- Dinamica de La Particula Ing CivilDocumento9 páginasDinamica de La Particula Ing CivilJesus Cruz DiazAún no hay calificaciones
- Asignación 1Documento18 páginasAsignación 1Héctor HernándezAún no hay calificaciones
- Grabación en Estudio. Preparación y Técnicas. Alejandro Gómez-Francesc Morales-José Luis Molero. Capítulo 6 RESUMIDODocumento20 páginasGrabación en Estudio. Preparación y Técnicas. Alejandro Gómez-Francesc Morales-José Luis Molero. Capítulo 6 RESUMIDOmartacarvajal_epaAún no hay calificaciones
- Señalización, segregación y barreras de seguridadDocumento34 páginasSeñalización, segregación y barreras de seguridadJhonn PachecoAún no hay calificaciones
- Sistemas procesamiento información algoritmosDocumento21 páginasSistemas procesamiento información algoritmosLeandro TelleriaAún no hay calificaciones
- Laboratorio Final Radio DigitalDocumento6 páginasLaboratorio Final Radio DigitalFabian DavidAún no hay calificaciones
- Sistema de EcuacionDocumento8 páginasSistema de EcuacionAdalid Leonela AdalidAún no hay calificaciones
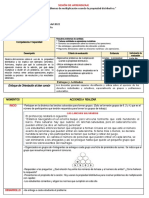
- Sesión Resolvemos Problemas de La Propiedad DistributivaDocumento4 páginasSesión Resolvemos Problemas de La Propiedad DistributivaJohanaAún no hay calificaciones
- Ejercicios Prepa 1Documento5 páginasEjercicios Prepa 1Javier GuerreroAún no hay calificaciones
- Perímetros y Problemas Con Áreas para Sexto Grado de Primaria OkDocumento5 páginasPerímetros y Problemas Con Áreas para Sexto Grado de Primaria OkNoelia Sottile100% (1)
- Critoaritmetica 5 SemDocumento2 páginasCritoaritmetica 5 Semfernando9542Aún no hay calificaciones
- Corrales Sanchez Sub Estaciones s2Documento13 páginasCorrales Sanchez Sub Estaciones s2euler corrales sanchezAún no hay calificaciones
- EcuacionesNuméricasDocumento10 páginasEcuacionesNuméricasjorge vargasAún no hay calificaciones
- Norma para vistas técnicas NOM-Z-3-1986Documento11 páginasNorma para vistas técnicas NOM-Z-3-1986Cesar DanielAún no hay calificaciones
- Digitación FlautaDocumento12 páginasDigitación FlautaJechu J. LeonAún no hay calificaciones
- Control Naturales LA MATERIADocumento2 páginasControl Naturales LA MATERIACristian Ba EnAún no hay calificaciones
- Evaluacion Arquitectura de ComputadoresDocumento11 páginasEvaluacion Arquitectura de ComputadoresRoberto ReinaAún no hay calificaciones