También podría gustarte
- Procedimiento para Fabricacion y Montaje de Estructura Metalica Galvanizad1Documento10 páginasProcedimiento para Fabricacion y Montaje de Estructura Metalica Galvanizad1anon_82343207180% (15)
- Mente Subconsciente, Charlie WoodDocumento149 páginasMente Subconsciente, Charlie WoodEvelyn50% (2)
- Cert ATALDocumento1 páginaCert ATALAlbert ReinesAún no hay calificaciones
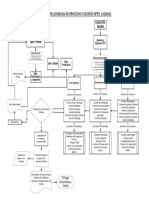
- FlujogramaDocumento1 páginaFlujogramaAlbert Reines100% (1)
- Indicadores de Desempeño KPIDocumento2 páginasIndicadores de Desempeño KPIAlbert ReinesAún no hay calificaciones
- Principios de Propagacion de SeñalesDocumento8 páginasPrincipios de Propagacion de Señalesjose granadosAún no hay calificaciones
- Limpieza de Cisterna y Tanques de AguaDocumento3 páginasLimpieza de Cisterna y Tanques de AguaAlberto Brizuela Garcia100% (1)
- H.V Nicol Rebellon2021Documento6 páginasH.V Nicol Rebellon2021Valeria AgudeloAún no hay calificaciones
- Diseño PP0068 2024Documento995 páginasDiseño PP0068 2024Nathalie Ashely Ruíz RivasAún no hay calificaciones
- Acuiferos en AfricaDocumento12 páginasAcuiferos en AfricaGilda Rocio Flores NoaAún no hay calificaciones
- Química de Los Alimentos - BaduiDocumento649 páginasQuímica de Los Alimentos - BaduiEmelina CB100% (10)
- Actividad IVDocumento3 páginasActividad IVZeyddy SosaAún no hay calificaciones
- 8° Clase - PUNTOS CRANEOMETRICOSDocumento26 páginas8° Clase - PUNTOS CRANEOMETRICOSAngelYucraMendozaAún no hay calificaciones
- Tesis Completa PDFDocumento110 páginasTesis Completa PDFKasandra Salas TorresAún no hay calificaciones
- Green ConcreteDocumento3 páginasGreen ConcreteOscar Felipee Del RioAún no hay calificaciones
- Proyecto de Inversión Shampoo en BarraDocumento4 páginasProyecto de Inversión Shampoo en BarraHillary RivasplataAún no hay calificaciones
- Pendientes HidráulicasDocumento4 páginasPendientes HidráulicasAngie ʚïɞ GarayAún no hay calificaciones
- Replanteo y NivelaciónDocumento2 páginasReplanteo y NivelaciónCesar MoraAún no hay calificaciones
- Práctica 1Documento7 páginasPráctica 1carranza100% (1)
- Pelicula Mejor ImposibleDocumento4 páginasPelicula Mejor ImposiblekarenAún no hay calificaciones
- Clase 4 - Biofisica Sistema Nervioso AlumnoDocumento39 páginasClase 4 - Biofisica Sistema Nervioso AlumnoAriana Araceli C.T.Aún no hay calificaciones
- CV Dr. Manuel RamirezDocumento7 páginasCV Dr. Manuel RamirezAna Luisa Pérez de OrtizAún no hay calificaciones
- Modulo Guia Ginecoobtetricia IntecDocumento139 páginasModulo Guia Ginecoobtetricia IntecJorge Enrique Hernández NaranjoAún no hay calificaciones
- S03.s1-Material Cumbres Ambientales y Normas Ambientales PeruanasDocumento40 páginasS03.s1-Material Cumbres Ambientales y Normas Ambientales Peruanasanibal riveraAún no hay calificaciones
- Catedra UDDocumento38 páginasCatedra UDDuvan MontañaAún no hay calificaciones
- El Cambio ClimáticoDocumento12 páginasEl Cambio Climáticoxenia perezAún no hay calificaciones
- GUIA DE LENGUA CASTELLANA Grado 2° PROFE LILIANA BERMUDEZ PERIODO 1Documento19 páginasGUIA DE LENGUA CASTELLANA Grado 2° PROFE LILIANA BERMUDEZ PERIODO 1Liliana Bermúdez GarcíaAún no hay calificaciones
- Cuadro Tarifario Noviembre 22Documento1 páginaCuadro Tarifario Noviembre 22richartinAún no hay calificaciones
- Material Yoga MarzoDocumento18 páginasMaterial Yoga MarzoSebastián SaezAún no hay calificaciones
- Roll RoyceDocumento2 páginasRoll RoyceSebastian PerezAún no hay calificaciones
- Lab2 Exp2Documento3 páginasLab2 Exp2Monica Margot Soto HuarangaAún no hay calificaciones
- Deshidratacion Del DuraznoDocumento7 páginasDeshidratacion Del DuraznoJoselyn ValeroAún no hay calificaciones
- AAI - PCTR03 - G02 Taller de Construcción Sismorresistente Fuerza de Corte BasalDocumento22 páginasAAI - PCTR03 - G02 Taller de Construcción Sismorresistente Fuerza de Corte BasalAlejandro MuñozAún no hay calificaciones
- Ciclo HidrologicoDocumento4 páginasCiclo HidrologicoJoel MaqueraAún no hay calificaciones