También podría gustarte
- Constitucion Claypole Gutierrez Bosques Por TemperleyDocumento3 páginasConstitucion Claypole Gutierrez Bosques Por TemperleyLeandro GarciaAún no hay calificaciones
- Programación LinealDocumento39 páginasProgramación LinealLeandro GarciaAún no hay calificaciones
- Como Usar El Diccionario PDFDocumento55 páginasComo Usar El Diccionario PDFLeandro GarciaAún no hay calificaciones
- Como Usar El Diccionario PDFDocumento55 páginasComo Usar El Diccionario PDFLeandro GarciaAún no hay calificaciones
- Juicio PolíticoDocumento6 páginasJuicio PolíticoLeandro GarciaAún no hay calificaciones
- Folle To S CablesDocumento8 páginasFolle To S CablesEnrrique LopezAún no hay calificaciones
- Actividad 1 Razonamiento CuantitativoDocumento12 páginasActividad 1 Razonamiento CuantitativoANNE GERALDIN CRISTIANO LOPEZAún no hay calificaciones
- Ficha Tecnica Nueva Amarok 1Documento5 páginasFicha Tecnica Nueva Amarok 1guillocivil0% (1)
- Monografia de ISO 9001Documento19 páginasMonografia de ISO 9001KENNET FREDI FABIAN VILLEGASAún no hay calificaciones
- Instrucciones META para Pàginas WEBDocumento3 páginasInstrucciones META para Pàginas WEBFercho Trin AsAún no hay calificaciones
- Especificaciones Montaje QUINCEMILDocumento70 páginasEspecificaciones Montaje QUINCEMILluisornaAún no hay calificaciones
- BAPI - Business Application Programming InterfaceDocumento6 páginasBAPI - Business Application Programming InterfaceDrcytoAún no hay calificaciones
- CITASDocumento3 páginasCITASJose HernandezAún no hay calificaciones
- Protocolos HTTP y HttpsDocumento6 páginasProtocolos HTTP y Httpsmikemocapaldi100% (1)
- Examen Final Texto CCNA II Enero 2012Documento6 páginasExamen Final Texto CCNA II Enero 2012Emilia ZavalaAún no hay calificaciones
- Chamilo 1.10 Guia AdministradorDocumento129 páginasChamilo 1.10 Guia AdministradorVicenta GalarzaAún no hay calificaciones
- TopconDocumento8 páginasTopconAledj MartinezAún no hay calificaciones
- Métodos Asociativos de PronósticoDocumento5 páginasMétodos Asociativos de PronósticoAlejandra HernandezAún no hay calificaciones
- Introducción A Modbus: M.P.M. Y F.P.M. Depto - Electricidad-C.I.P. Eti TudelaDocumento10 páginasIntroducción A Modbus: M.P.M. Y F.P.M. Depto - Electricidad-C.I.P. Eti TudelaDora Marilyn Jimenez FalconiAún no hay calificaciones
- Cotización 710-12-2021 - Poste Metálico de 3.80 M - TorretelDocumento1 páginaCotización 710-12-2021 - Poste Metálico de 3.80 M - TorretelFranklin Marlon Arias SánchezAún no hay calificaciones
- Metodologia para El Estudio de Capacidad 1Documento10 páginasMetodologia para El Estudio de Capacidad 1Edison Kaipe LópezAún no hay calificaciones
- PP-E 51.01 Escaleras v.09Documento6 páginasPP-E 51.01 Escaleras v.09JULIOAún no hay calificaciones
- Manual de Instalación NRKDocumento56 páginasManual de Instalación NRKOPER123Aún no hay calificaciones
- Elmercadodeldescanso 120223001735 Phpapp01Documento4 páginasElmercadodeldescanso 120223001735 Phpapp01groverAún no hay calificaciones
- SensorsDocumento24 páginasSensorsRaul FelipeAún no hay calificaciones
- Re Vista Tecnica Septiembre 2015Documento16 páginasRe Vista Tecnica Septiembre 2015Wilfredo Porco EstradaAún no hay calificaciones
- Redacción de Artículos y Ensayos CientíficosDocumento30 páginasRedacción de Artículos y Ensayos CientíficosunesrnucleosancristobalAún no hay calificaciones
- Operatividad de AuditoríaDocumento9 páginasOperatividad de Auditoríamackey tallahasseAún no hay calificaciones
- Tema5 ASEGURAMIENTO EN LA CALIDAD Y NORMALIZACIÓNDocumento9 páginasTema5 ASEGURAMIENTO EN LA CALIDAD Y NORMALIZACIÓNjavierAún no hay calificaciones
- Ciclo de Vida Del ProductoDocumento6 páginasCiclo de Vida Del ProductoMarco ChamAún no hay calificaciones
- Examen 1ev Simulacro 02Documento2 páginasExamen 1ev Simulacro 02Santiago de la Esperanza100% (1)
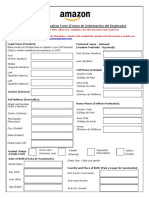
- Forma de Trabajo AmazonDocumento2 páginasForma de Trabajo AmazonEdgar TrejoAún no hay calificaciones
- Catalogo Valvulas BelgicastDocumento24 páginasCatalogo Valvulas BelgicastÁlvaro_rivera_24Aún no hay calificaciones
- Aforo de Pozo Cuadrado Por José Luis OteroDocumento6 páginasAforo de Pozo Cuadrado Por José Luis OteropecosorosaAún no hay calificaciones
- Manual Pipeta SartoriusDocumento19 páginasManual Pipeta SartoriusCatalina FajardoAún no hay calificaciones