También podría gustarte
- Formato de Medicion CocadasDocumento6 páginasFormato de Medicion CocadasRoque LlamoccaAún no hay calificaciones
- Diagrama de RecorridoDocumento1 páginaDiagrama de RecorridoAna María Jácome LaraAún no hay calificaciones
- Adelita. CorridoDocumento3 páginasAdelita. CorridoMusico Pianista100% (2)
- Ojos de Video Tape - Charly García (Piano Inicial)Documento2 páginasOjos de Video Tape - Charly García (Piano Inicial)lor_seiscuerdas67% (3)
- Más Allá-PianoDocumento4 páginasMás Allá-Pianomariviprofe100% (1)
- Nido Gaucho en Mi (Di Sarli, Marco)Documento2 páginasNido Gaucho en Mi (Di Sarli, Marco)Sebastian KalasnicoiAún no hay calificaciones
- Método para Banda-Score y PartesDocumento28 páginasMétodo para Banda-Score y PartesGonzalo ArdilaAún no hay calificaciones
- Croquis Plaza General PandoDocumento2 páginasCroquis Plaza General PandoMärķ Ďelgado ÇcAún no hay calificaciones
- Diagrama Electrico Del Colectotor HidraulicoDocumento1 páginaDiagrama Electrico Del Colectotor HidraulicoR Iván TGAún no hay calificaciones
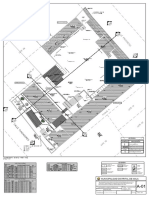
- AREA DE TRABAJO - BASE (A-01) 16-11-2023 (1) - Layout1Documento1 páginaAREA DE TRABAJO - BASE (A-01) 16-11-2023 (1) - Layout1hugo condore huaracaAún no hay calificaciones
- Barrios A-Las Abejas+midDocumento2 páginasBarrios A-Las Abejas+midHoang MaoAún no hay calificaciones
- Hoja de Respuestas Tipo EnlaceDocumento1 páginaHoja de Respuestas Tipo EnlaceJose Agustin Legarreta RodriguezAún no hay calificaciones
- Coletanea de Hinos FacilitadosDocumento35 páginasColetanea de Hinos FacilitadosRosa Helena Rodrigues SerrãoAún no hay calificaciones
- Sillon CorteDocumento1 páginaSillon CorteJose LuisAún no hay calificaciones
- Sentimiento Gaucho - TangoDocumento4 páginasSentimiento Gaucho - TangoGeorghe CarrizoAún no hay calificaciones
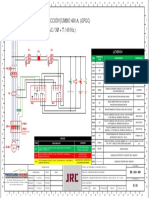
- Pe1 - Tablero Protección Jumbo 400 A. (GFGC) PDFDocumento1 páginaPe1 - Tablero Protección Jumbo 400 A. (GFGC) PDFRolando LazarteAún no hay calificaciones
- Amargurado 2Documento1 páginaAmargurado 2ivancarv.spk9750Aún no hay calificaciones
- Modos de Falla y Criterios de AceptabilidadDocumento4 páginasModos de Falla y Criterios de AceptabilidadCesar PantaAún no hay calificaciones
- TP Edificio 2021Documento20 páginasTP Edificio 2021Valentin HerfarthAún no hay calificaciones
- E D C A B: Doblado de Refuerzo LongitudinalDocumento1 páginaE D C A B: Doblado de Refuerzo LongitudinalwillwapAún no hay calificaciones
- Fichas de Observación de Plan Lector 2019Documento21 páginasFichas de Observación de Plan Lector 2019Noldita ChipanaAún no hay calificaciones
- CRT 200 210 044 DWG 00003 - 2Documento1 páginaCRT 200 210 044 DWG 00003 - 2guillermo cuba arteagaAún no hay calificaciones
- Herreria 1 FinalDocumento1 páginaHerreria 1 FinalMiguel Angel Juárez JiménezAún no hay calificaciones
- Computacion I-Tabla de Datos Excel para CorrespondenciaDocumento8 páginasComputacion I-Tabla de Datos Excel para CorrespondenciaNancy Graciela Cen CocomAún no hay calificaciones
- Merceditas. ChamaméDocumento2 páginasMerceditas. ChamaméEmiliano KhayatAún no hay calificaciones
- Ssoma-For-003 - Registro de Entrega de EppDocumento2 páginasSsoma-For-003 - Registro de Entrega de EppGRUPO MAN PANAún no hay calificaciones
- ALFREDIANAS-Guitarra Clásica 2Documento2 páginasALFREDIANAS-Guitarra Clásica 2Flo MorenoAún no hay calificaciones
- Antonio Carlos, Jobim - Garôta de IpanemaDocumento1 páginaAntonio Carlos, Jobim - Garôta de Ipanemajoaquin.ca.garciaAún no hay calificaciones
- PLANOS - 20 Porcinos-EléctricaDocumento1 páginaPLANOS - 20 Porcinos-Eléctricafidel reynaldo mendoza cantuAún no hay calificaciones
- Detalles HidraulicoDocumento1 páginaDetalles Hidraulicocesar avilaAún no hay calificaciones
- CRONOGRAMADocumento2 páginasCRONOGRAMAreynaldoAún no hay calificaciones
- Plano de EnsambleDocumento1 páginaPlano de EnsambleJOHAN MICHAEL CAMERON HANCCOAún no hay calificaciones
- Entrega Final Modulo de Cafeteria Grupo 3Documento10 páginasEntrega Final Modulo de Cafeteria Grupo 3Arushi LopezAún no hay calificaciones
- A SAN TELMO Arreglo Solista para PúaDocumento2 páginasA SAN TELMO Arreglo Solista para PúaGermán SolamenteAún no hay calificaciones
- Sopa y CrucigramaDocumento2 páginasSopa y CrucigramaAna VázquezAún no hay calificaciones
- Pa Juancho Bambuco PDFDocumento4 páginasPa Juancho Bambuco PDFJuan MarquezAún no hay calificaciones
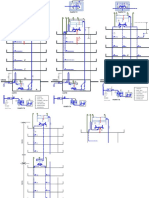
- Diseño de Elementos Estructurales para Un Hotel: Vigas de 1er. PisoDocumento1 páginaDiseño de Elementos Estructurales para Un Hotel: Vigas de 1er. PisofranzvargasguizadoAún no hay calificaciones
- Proyecto Instalaciones Eléctricas - Alembert SegoviaDocumento10 páginasProyecto Instalaciones Eléctricas - Alembert SegoviaAlembert SegoviaAún no hay calificaciones
- Plano Contraincendios Layout1 1Documento1 páginaPlano Contraincendios Layout1 1RYUMASUAún no hay calificaciones
- NIVELES DE ALFABETIZACIÓN - CONCENTRADO GRUPO 2oDocumento9 páginasNIVELES DE ALFABETIZACIÓN - CONCENTRADO GRUPO 2oPao AlpizarAún no hay calificaciones
- Toma de TiemposDocumento16 páginasToma de TiemposMaye Triana AguileraAún no hay calificaciones
- Camino y EsperanzaDocumento1 páginaCamino y EsperanzaLuisAún no hay calificaciones
- EJHAx DLDocumento1 páginaEJHAx DLPablo Jesus Ricardo Mistas MoyaAún no hay calificaciones
- Brochure Grill 3Documento9 páginasBrochure Grill 3Diego ParragaAún no hay calificaciones
- Modelacion Hidraulica 3 SectoresDocumento1 páginaModelacion Hidraulica 3 Sectoressaneamiento1Aún no hay calificaciones
- Diagrama Unifilar Inst. de EnlaceDocumento1 páginaDiagrama Unifilar Inst. de EnlaceEmerson DavilaAún no hay calificaciones
- Lotes UNNADocumento2 páginasLotes UNNAAlfredo MoranAún no hay calificaciones
- La Montaña de Imittos.Documento4 páginasLa Montaña de Imittos.fcuevaspr1Aún no hay calificaciones
- Christian Salerno - 26 EjerciciosDocumento26 páginasChristian Salerno - 26 Ejerciciosalvaro0molina0iglesiAún no hay calificaciones
- Escalas MenoresDocumento3 páginasEscalas MenoresCésar San JuanAún no hay calificaciones
- Black and White Simple Elegant Creative Design Portfolio PresentationDocumento3 páginasBlack and White Simple Elegant Creative Design Portfolio PresentationDirp ÜAún no hay calificaciones
- Cervantes Ignacio Danzas Cubanas For Guitars 143716Documento17 páginasCervantes Ignacio Danzas Cubanas For Guitars 143716Miguel Angel Chueca GómezAún no hay calificaciones
- A-DOR-01-Planta Arquitectonica Primer Nivel y Elevaciones Arquitectonicas 1 y 2Documento1 páginaA-DOR-01-Planta Arquitectonica Primer Nivel y Elevaciones Arquitectonicas 1 y 2Fabio Raul Morales MatamorosAún no hay calificaciones
- Minuet Bach SolDocumento3 páginasMinuet Bach SolThiago CamargoAún no hay calificaciones
- Esperanza Renace - Kit de Literatura Gr. 5-6: Spanish VersionDe EverandEsperanza Renace - Kit de Literatura Gr. 5-6: Spanish VersionAún no hay calificaciones