0% encontró este documento útil (0 votos)
53 vistas2 páginasLlenado Sacos de Pienso
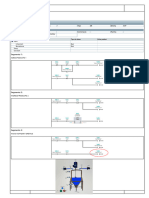
Este documento describe un programa PLC para controlar un sistema de llenado de sacos de pienso. El programa consta de 7 segmentos que controlan la apertura y cierre de una válvula, el conteo de sacos llenados y la indicación de estado mediante luces. El programa monitorea sensores de peso, cuenta el número de sacos llenados, y abre y cierra la válvula para llenar los sacos cuando se alcanza el peso objetivo.
Cargado por
Jacobo Suarez RodriguezDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
53 vistas2 páginasLlenado Sacos de Pienso
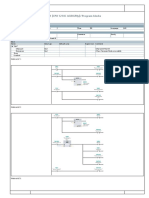
Este documento describe un programa PLC para controlar un sistema de llenado de sacos de pienso. El programa consta de 7 segmentos que controlan la apertura y cierre de una válvula, el conteo de sacos llenados y la indicación de estado mediante luces. El programa monitorea sensores de peso, cuenta el número de sacos llenados, y abre y cierra la válvula para llenar los sacos cuando se alcanza el peso objetivo.
Cargado por
Jacobo Suarez RodriguezDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd