También podría gustarte
- Canastilla de Izaje de Carga Plano EstructuralDocumento7 páginasCanastilla de Izaje de Carga Plano EstructuralJose SincheAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- CV Fer11Documento6 páginasCV Fer11Pavelito Wshhs SdjdsAún no hay calificaciones
- 07 JRC Pets Ma 02 Mantenimiento Correctivo v.2Documento5 páginas07 JRC Pets Ma 02 Mantenimiento Correctivo v.2JamesAún no hay calificaciones
- Sistema de agua, aire y lubricación optimizadoDocumento20 páginasSistema de agua, aire y lubricación optimizadoAngel Sanchez VilcaAún no hay calificaciones
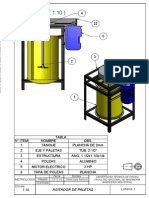
- Planos de Un Agitador de ApletasDocumento5 páginasPlanos de Un Agitador de ApletasFernando Ramirez CubeAún no hay calificaciones
- SEGURIDAD AL PERFORAR: NUNCA OPERE SIN ENTRENAMIENTODocumento39 páginasSEGURIDAD AL PERFORAR: NUNCA OPERE SIN ENTRENAMIENTOjohn olivaresAún no hay calificaciones
- Manual Terratec - EspañolDocumento190 páginasManual Terratec - EspañolHenry YaleAún no hay calificaciones
- GX Handbook Es 50hz LR PDFDocumento68 páginasGX Handbook Es 50hz LR PDFRoque JúniorAún no hay calificaciones
- Llenadora de Bote de Aluminio Marca SidelDocumento422 páginasLlenadora de Bote de Aluminio Marca SidelCristian Eduardo Ariel ROJAS100% (1)
- Mantención planta concentradora y filtros W47Documento13 páginasMantención planta concentradora y filtros W47Carlos JimenezAún no hay calificaciones
- Informe Técnico Cilindro de Dirección Kom 930Documento8 páginasInforme Técnico Cilindro de Dirección Kom 930sony SonyAún no hay calificaciones
- Informe Tecnico Cilindro Hidraulico Boom Del ShiploaderDocumento7 páginasInforme Tecnico Cilindro Hidraulico Boom Del ShiploaderJavier CMAún no hay calificaciones
- Revista Mantenimiento-327 DigitalDocumento44 páginasRevista Mantenimiento-327 Digitalronald camarenaAún no hay calificaciones
- Catalogo Servimangueras PDFDocumento66 páginasCatalogo Servimangueras PDFteobaldo criatian silva cascaAún no hay calificaciones
- Maquet ADocumento12 páginasMaquet AWilber Chancasanampa0% (1)
- Especificacioes Tecnicas Valvula de AireDocumento2 páginasEspecificacioes Tecnicas Valvula de AireMiguel NLAún no hay calificaciones
- Catalogo Radiadores RASA 2018Documento164 páginasCatalogo Radiadores RASA 2018hector gonzalezcAún no hay calificaciones
- SGIm0002 - Manual para La Gestión de SSO de EC - v01 PDFDocumento32 páginasSGIm0002 - Manual para La Gestión de SSO de EC - v01 PDFGuillermo Renato Monroy Rodriguez50% (2)
- Programa Parada de Planta Línea 01 - 03.11.19 PDFDocumento3 páginasPrograma Parada de Planta Línea 01 - 03.11.19 PDFdiscotopAún no hay calificaciones
- Diseño de un sistema de gestión de mantenimiento preventivo para motores eléctricos en área de chancado MinsurDocumento140 páginasDiseño de un sistema de gestión de mantenimiento preventivo para motores eléctricos en área de chancado MinsurEnrique Diaz RubioAún no hay calificaciones
- Plantilla Programación Alimentos 06-02-2021Documento4 páginasPlantilla Programación Alimentos 06-02-2021Wilson PerezAún no hay calificaciones
- Mon 01Documento8 páginasMon 01JuanAún no hay calificaciones
- Cotizacion MukiDocumento3 páginasCotizacion MukiLuis PrenticeAún no hay calificaciones
- El hierro fundido y su soldabilidadDocumento26 páginasEl hierro fundido y su soldabilidadOscar HC100% (1)
- Monitoreo de Aguas SubterraneasDocumento31 páginasMonitoreo de Aguas SubterraneasshirleyAún no hay calificaciones
- Mantenimientos CementeraDocumento122 páginasMantenimientos CementeraLeoAún no hay calificaciones
- Mantenimiento de MotoniveladorasDocumento6 páginasMantenimiento de MotoniveladorasPatrik RamosAún no hay calificaciones
- SST-DC-10 Sistema de Gestion Nivel 7.17 S.A.S PDFDocumento243 páginasSST-DC-10 Sistema de Gestion Nivel 7.17 S.A.S PDFLuisa Fernanda Chavarria HernandezAún no hay calificaciones
- 9852 1912 05i Operators Instruction Simba 1254Documento77 páginas9852 1912 05i Operators Instruction Simba 1254Andres Atehortua100% (1)
- Universidad Nacional Daniel Alcides Carrión: Escuela de Formación Profesional de Ingenieria de MinasDocumento128 páginasUniversidad Nacional Daniel Alcides Carrión: Escuela de Formación Profesional de Ingenieria de MinasYordi Cacho YupanquiAún no hay calificaciones
- CM2000 Ficha TecnicaDocumento1 páginaCM2000 Ficha TecnicaHéctor Raúl Bustos BernalAún no hay calificaciones
- Capacitación para Jumbo Bolter 77Documento67 páginasCapacitación para Jumbo Bolter 77Rene Ramos MenesesAún no hay calificaciones
- Dokumen - Tips Manual Chancado PrimarioDocumento34 páginasDokumen - Tips Manual Chancado PrimarioFabian LopezAún no hay calificaciones
- Detalle de Horas 201812 Al Cierre 2018Documento16 páginasDetalle de Horas 201812 Al Cierre 2018javierAún no hay calificaciones
- s7d ResumenDocumento5 páginass7d ResumenPEDROAún no hay calificaciones
- Wood Mizer Orange Spanish PDFDocumento72 páginasWood Mizer Orange Spanish PDFALEKSANDER735Aún no hay calificaciones
- Atlas Copco MT6020Documento3 páginasAtlas Copco MT6020ForomaquinasAún no hay calificaciones
- Manual de Filtro de Polvo Serie DCE 2000Documento46 páginasManual de Filtro de Polvo Serie DCE 2000Renan CahuaAún no hay calificaciones
- Avance de Plan de Tesis José CerrónDocumento22 páginasAvance de Plan de Tesis José CerrónJOSE CERRONAún no hay calificaciones
- Maestro de equipos para minaDocumento14 páginasMaestro de equipos para minaMoises Quispe MendozaAún no hay calificaciones
- Hidalgo CGDocumento158 páginasHidalgo CGFRANCISCO WONG TORRESAún no hay calificaciones
- Polvorín 2000 kg Mina El PeñónDocumento6 páginasPolvorín 2000 kg Mina El PeñónVictor TitoAún no hay calificaciones
- Reductor Paramax 9000 Sit CompressedDocumento281 páginasReductor Paramax 9000 Sit CompressedJulio DepazAún no hay calificaciones
- Atlas Faenas Anfo AtacamaDocumento156 páginasAtlas Faenas Anfo AtacamaMatias Arlegui Luna100% (1)
- Descripción ProcesoDocumento29 páginasDescripción ProcesoAlejo UGAún no hay calificaciones
- Catalogo SiemensDocumento136 páginasCatalogo SiemensKevin Diestra AliagaAún no hay calificaciones
- LP12357D 4514 F700 PRO 00003 - Rev0Documento4 páginasLP12357D 4514 F700 PRO 00003 - Rev0Daniela Angelica Ali BellidoAún no hay calificaciones
- Manual Usuario Completo - v2Documento42 páginasManual Usuario Completo - v2Jose Ortiz MerinoAún no hay calificaciones
- Programa de Capacitación Operación y Mantenimieto de Espesamiento Convencionales r0 15-07-22Documento41 páginasPrograma de Capacitación Operación y Mantenimieto de Espesamiento Convencionales r0 15-07-22Lesly Jeraldine Aranguren SaraviaAún no hay calificaciones
- Programa de Capacitación Operación y Mantenimieto de Espesador de Alta DensidadDocumento50 páginasPrograma de Capacitación Operación y Mantenimieto de Espesador de Alta DensidadLesly Jeraldine Aranguren SaraviaAún no hay calificaciones
- Programa de Capacitación Operación y Mantenimieto de Espesamiento Convencionales r0 16-07-22Documento73 páginasPrograma de Capacitación Operación y Mantenimieto de Espesamiento Convencionales r0 16-07-22Lesly Jeraldine Aranguren SaraviaAún no hay calificaciones
- Ilovepdf MergedDocumento390 páginasIlovepdf MergedJhoselin Andrea Huamán TtitoAún no hay calificaciones
- Capacitación y soluciones integrales para la mineríaDocumento35 páginasCapacitación y soluciones integrales para la mineríaLesly Jeraldine Aranguren SaraviaAún no hay calificaciones
- Formato de Diagnostico SituacionalDocumento7 páginasFormato de Diagnostico SituacionalJose Huaman LeivaAún no hay calificaciones
- Capacitación SBC MineríaDocumento7 páginasCapacitación SBC MineríaEvan's KJAún no hay calificaciones
- Tarea Académica 2 - Cynthia EspirituDocumento13 páginasTarea Académica 2 - Cynthia EspirituCynthia EspirituAún no hay calificaciones
- 9.seguridad MineraDocumento69 páginas9.seguridad MineramichaelAún no hay calificaciones
- 3.sistema Seg Minera Proy Las Bambas (Autoguardado)Documento69 páginas3.sistema Seg Minera Proy Las Bambas (Autoguardado)Miel De Abeja Apícola LimahiAún no hay calificaciones
- BROCHURE SE PublicidadDocumento10 páginasBROCHURE SE PublicidadCarlos PradoAún no hay calificaciones
- Programa de Capacitación Operación y Mantenimieto de Espesador de Alta DensidadDocumento50 páginasPrograma de Capacitación Operación y Mantenimieto de Espesador de Alta DensidadLesly Jeraldine Aranguren SaraviaAún no hay calificaciones
- Programa de Capacitación Operación y Mantenimieto de Espesamiento Convencionales r0 15-07-22Documento41 páginasPrograma de Capacitación Operación y Mantenimieto de Espesamiento Convencionales r0 15-07-22Lesly Jeraldine Aranguren SaraviaAún no hay calificaciones
- Capacitación y soluciones integrales para la mineríaDocumento35 páginasCapacitación y soluciones integrales para la mineríaLesly Jeraldine Aranguren SaraviaAún no hay calificaciones
- Programa de Capacitación Operación y Mantenimieto de Espesamiento Convencionales r0 16-07-22Documento73 páginasPrograma de Capacitación Operación y Mantenimieto de Espesamiento Convencionales r0 16-07-22Lesly Jeraldine Aranguren SaraviaAún no hay calificaciones
- Cuantificación de Ácido Oleanólico, Ácido Ursólico y Ácido Rosmarínico en Tres Especies Peruanas de Clinopodium (Lamiaceae, Nepetoideae, Mentheae)Documento18 páginasCuantificación de Ácido Oleanólico, Ácido Ursólico y Ácido Rosmarínico en Tres Especies Peruanas de Clinopodium (Lamiaceae, Nepetoideae, Mentheae)Charlo Beto U72Aún no hay calificaciones
- Manual Codelpa 4 Marcas SECRETO-21-02-2018 Baja PDFDocumento48 páginasManual Codelpa 4 Marcas SECRETO-21-02-2018 Baja PDFPanxoPobleteAún no hay calificaciones
- 1.00 Memorias Descriptiva Cerco PerimetricoDocumento6 páginas1.00 Memorias Descriptiva Cerco Perimetricoeduardo vargasAún no hay calificaciones
- IncandescenciaDocumento5 páginasIncandescenciaalbertoacosAún no hay calificaciones
- Guía de Repaso Ciencias Sexto BásicoDocumento2 páginasGuía de Repaso Ciencias Sexto BásicoFrancisco Javier PerezAún no hay calificaciones
- Deber de EstequiometriaDocumento2 páginasDeber de EstequiometriaoscarAún no hay calificaciones
- UCHUCCHACUADocumento18 páginasUCHUCCHACUAGianfranco Dany Morales Ramos100% (1)
- Aire AcondicionadoDocumento17 páginasAire Acondicionadoramirez37Aún no hay calificaciones
- Práctica 1 - Transporte de Glucosa en Levaduras Seccion 2Documento38 páginasPráctica 1 - Transporte de Glucosa en Levaduras Seccion 2Tania Karen Rodriguez GarciaAún no hay calificaciones
- Sem 13 - Informe de Practica PigmentosDocumento18 páginasSem 13 - Informe de Practica PigmentosSebastian NicolasAún no hay calificaciones
- Ejercicios FyQ. 2º ESO. 1º EvDocumento4 páginasEjercicios FyQ. 2º ESO. 1º EvSaraGFAún no hay calificaciones
- Ejercicio Reactor PFR No IsotérmicoDocumento4 páginasEjercicio Reactor PFR No Isotérmicoericcc eduardo perez espinosssaAún no hay calificaciones
- PDF Practica de Laboratorio I Soldadura Por Arco Manual Con Electrodo Revesti DDDocumento5 páginasPDF Practica de Laboratorio I Soldadura Por Arco Manual Con Electrodo Revesti DDYerson ObregonAún no hay calificaciones
- Energia AtomicaDocumento4 páginasEnergia AtomicaSOLAún no hay calificaciones
- Tarea6 Tecnicas Soldadura MPCDocumento42 páginasTarea6 Tecnicas Soldadura MPCjhonAún no hay calificaciones
- Material ABSDocumento3 páginasMaterial ABSIndra MaAún no hay calificaciones
- Análisis de Fallas 21Documento43 páginasAnálisis de Fallas 21Duver lic Chinguel VillanuevaAún no hay calificaciones
- Objetivo General 2Documento3 páginasObjetivo General 2Mariana ValbuenaAún no hay calificaciones
- Unex Lista de Precios 211 Octubre 2021Documento93 páginasUnex Lista de Precios 211 Octubre 2021VEMATELAún no hay calificaciones
- Presentacion H2S 2Documento20 páginasPresentacion H2S 2drillinganaco100% (3)
- MasterSet R 111Documento3 páginasMasterSet R 111MiguelAngelContrerasOrtizAún no hay calificaciones
- Comportamientop de Traccion Del Acero Bueno PDFDocumento316 páginasComportamientop de Traccion Del Acero Bueno PDFVíctorEmilioArenasAvilaAún no hay calificaciones
- LAB6ACIDOACETICOVINAGREDocumento11 páginasLAB6ACIDOACETICOVINAGRECarlos LópezAún no hay calificaciones
- Preguntas 1 48Documento1 páginaPreguntas 1 48ShimonakiAún no hay calificaciones
- Manual de Usuario - Secadores RFADocumento84 páginasManual de Usuario - Secadores RFARichard Rodriguez Garcia100% (8)
- Albahaca ReformadaDocumento6 páginasAlbahaca ReformadaLaboratorio InpcAún no hay calificaciones
- Potabilización Del Agua Trabajo para EntregarDocumento6 páginasPotabilización Del Agua Trabajo para EntregarGibran Velazquez MartinezAún no hay calificaciones
- Catálogo - Calux - 2022Documento196 páginasCatálogo - Calux - 2022Maria Fernanda EspinozaAún no hay calificaciones
- Por qué se celebra el 16 de setiembre el Día Internacional de la Protección de la Capa de OzonoDocumento2 páginasPor qué se celebra el 16 de setiembre el Día Internacional de la Protección de la Capa de OzonoBrus Condori CcoraAún no hay calificaciones
- Informe de Límites de ConsistenciaDocumento14 páginasInforme de Límites de ConsistenciaEsmit Arias ZevallosAún no hay calificaciones