Documentos de Académico
Documentos de Profesional
Documentos de Cultura
2022 - 1 - HQ Taller 06 Grafico Control de ATRIBUTO
Cargado por
Jair Alexis Lucho ChanganaTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
2022 - 1 - HQ Taller 06 Grafico Control de ATRIBUTO
Cargado por
Jair Alexis Lucho ChanganaCopyright:
Formatos disponibles
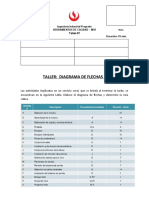
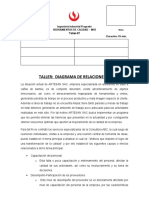
Ingeniería Industrial Pregrado
HERRAMIENTAS DE CALIDAD – IN92 Nota
Taller-06
Participantes: Duración: 45 min.
TALLER: GRÁFICO DE CONTROL POR ATRIBUTOS
Para analizar el desempeño de un proceso y tratar de mejorarlo, se decide analizar la proporción de
defectuosos. Para ello se toman subgrupos de tamaño 200 y se cuantifica la cantidad de defectuosos. Los
datos obtenidos durante una semana son los siguientes:
Actual: 10 6 12 7 9 6 8 9 8 6 10 9 13 9 11 6 15 7 4 8
Posteriormente se aplica un plan de mejora y se llevan a cabo varias acciones. Los nuevos datos obtenidos
en la semana posterior a la implantación de las mejoras son:
Mejora: 7 4 5 5 6 4 3 4 7 6 4 6 4 6 4 5 8 3 7 8
Se le pide:
a) Para el proceso actual grafique una “Carta p”. Analice los datos y obtenga conclusiones.
b) Para el proceso actual de acuerdo con los costos de producción el nivel de defectuosos máximo
tolerable es de 5%. Con base en esto, a usted le sugieren que el límite de control superior de la “Carta
p“ debe ser 0.05 ¿es correcta esta sugerencia? Justifique.
c) Para el proceso mejorado, grafique una “Carta p”. Analice los datos y obtenga conclusiones.
d) ¿Las mejoras dieron resultados? Argumente su respuesta.
e) ¿En base al proceso mejorado y a los límites de la “Carta p” usted modificaría el nivel de defectuosos
máximo tolerable? Sustente.
Anexo: formulas y tabla de constantes
PRUEBAS DE PROCESOS INESTABLES
P1 Un punto más alla de 3 sigmas de la línea central
P2 Nueve puntos consecutivos, a un mismo lado de la línea central
P3 Seis puntos consecutivos, todos creciente o decrecientes.
P4 Catorce puntos consecutivos alternando hacia arriba y hacia abajo
TABLA A1. Factores para la construcción de las cartas de control.
También podría gustarte
- 2022-2 HQ Taller 04 Grafico Control Variables X-SDocumento7 páginas2022-2 HQ Taller 04 Grafico Control Variables X-SJair Alexis Lucho ChanganaAún no hay calificaciones
- 2022 - 1 - HQ Taller 08 - DR-DFLECHASDocumento4 páginas2022 - 1 - HQ Taller 08 - DR-DFLECHASJair Alexis Lucho ChanganaAún no hay calificaciones
- 2022-1 - HQ Taller 07B - DR-RELACIONESDocumento3 páginas2022-1 - HQ Taller 07B - DR-RELACIONESJair Alexis Lucho ChanganaAún no hay calificaciones
- 2022-01 HQ Taller 05 Capacidad Proceso (GRUPO3)Documento9 páginas2022-01 HQ Taller 05 Capacidad Proceso (GRUPO3)Jair Alexis Lucho ChanganaAún no hay calificaciones