También podría gustarte
- Ver ResumenDocumento2 páginasVer ResumenDavid Hinostroza IbarraAún no hay calificaciones
- Ver ResumenDocumento2 páginasVer ResumenDavid Hinostroza IbarraAún no hay calificaciones
- Proveedores SuministrosDocumento7 páginasProveedores SuministrosDavid Hinostroza IbarraAún no hay calificaciones
- Piedras de Playa ManturanoDocumento2 páginasPiedras de Playa ManturanoDavid Hinostroza IbarraAún no hay calificaciones
- Ver ResumenDocumento2 páginasVer ResumenDavid Hinostroza IbarraAún no hay calificaciones
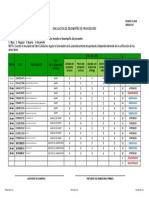
- CS-R-08 Ver07 10.01.17 - EVALUACION DE DESEMPEÑO DE PROVEEDORESDocumento1 páginaCS-R-08 Ver07 10.01.17 - EVALUACION DE DESEMPEÑO DE PROVEEDORESDavid Hinostroza IbarraAún no hay calificaciones
- Proveedores ServiciosDocumento13 páginasProveedores ServiciosDavid Hinostroza IbarraAún no hay calificaciones
- Comparativo Carbon y GLPDocumento2 páginasComparativo Carbon y GLPDavid Hinostroza IbarraAún no hay calificaciones
- El PolietilenoDocumento8 páginasEl PolietilenoDavid Hinostroza IbarraAún no hay calificaciones
- Servicio de Molienda - LGDocumento1 páginaServicio de Molienda - LGDavid Hinostroza IbarraAún no hay calificaciones
- Comparativo Allin - Jhoselin - Inka Colors - CheloDocumento7 páginasComparativo Allin - Jhoselin - Inka Colors - CheloDavid Hinostroza IbarraAún no hay calificaciones
- Plásticos FamiliasDocumento2 páginasPlásticos FamiliasDavid Hinostroza IbarraAún no hay calificaciones
- Epps 2016Documento8 páginasEpps 2016David Hinostroza IbarraAún no hay calificaciones
- 061-2016 Caolin Trujillo-ManuelDocumento1 página061-2016 Caolin Trujillo-ManuelDavid Hinostroza IbarraAún no hay calificaciones
- SF02 Reporte de No Conformidad Insumex Surv02Documento6 páginasSF02 Reporte de No Conformidad Insumex Surv02David Hinostroza IbarraAún no hay calificaciones
- Inspeccion Sanitaria Abarrotes Turno Noche 03.05.2016Documento12 páginasInspeccion Sanitaria Abarrotes Turno Noche 03.05.2016David Hinostroza IbarraAún no hay calificaciones
- El Territorio Peruano Está Dividido Por Tres RegionesDocumento2 páginasEl Territorio Peruano Está Dividido Por Tres RegionesDavid Hinostroza IbarraAún no hay calificaciones
- Alternativa de Rotación de PersonalDocumento1 páginaAlternativa de Rotación de PersonalDavid Hinostroza IbarraAún no hay calificaciones
- UBICACIÓN GEOGRAFICA AmazonasDocumento8 páginasUBICACIÓN GEOGRAFICA AmazonasDavid Hinostroza IbarraAún no hay calificaciones
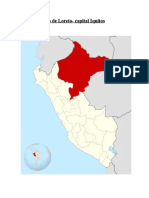
- Departamento de Loreto-Iquitos UltimoDocumento46 páginasDepartamento de Loreto-Iquitos UltimoDavid Hinostroza IbarraAún no hay calificaciones
- Costumbres y Tradiciones AmazonensesDocumento47 páginasCostumbres y Tradiciones AmazonensesDavid Hinostroza IbarraAún no hay calificaciones
- Comidas Tipicas de AmazonasDocumento42 páginasComidas Tipicas de AmazonasDavid Hinostroza IbarraAún no hay calificaciones
- Formato de Registro de Capacitacion V4Documento1 páginaFormato de Registro de Capacitacion V4David Hinostroza IbarraAún no hay calificaciones
- Reseña Historica de IquitoooosDocumento9 páginasReseña Historica de IquitoooosDavid Hinostroza IbarraAún no hay calificaciones
- Cargas Extendedores y de RellenoDocumento4 páginasCargas Extendedores y de RellenoDavid Hinostroza IbarraAún no hay calificaciones
- Modelo de ProyectoDocumento2 páginasModelo de ProyectoDavid Hinostroza IbarraAún no hay calificaciones
- Deslinizar El Agua Salada Con DiatomitaDocumento81 páginasDeslinizar El Agua Salada Con DiatomitaDavid Hinostroza IbarraAún no hay calificaciones
- Proyecto Bayovar, Estudio de Impacto AmbientalDocumento51 páginasProyecto Bayovar, Estudio de Impacto AmbientalDavid Hinostroza IbarraAún no hay calificaciones
- Taller de Fabricacion de PinturasDocumento15 páginasTaller de Fabricacion de PinturasDavid Hinostroza IbarraAún no hay calificaciones
- Preguntas para El IgafomDocumento3 páginasPreguntas para El IgafomDavid Hinostroza IbarraAún no hay calificaciones