También podría gustarte
- S5 - Mapa de Presencia E-Commerce - EliabRojasFloresDocumento5 páginasS5 - Mapa de Presencia E-Commerce - EliabRojasFloresNathan RFAún no hay calificaciones
- Tractor Orugas Cat D7Documento4 páginasTractor Orugas Cat D7Paul Alex Quiroz Barrionuevo100% (2)
- Sistema de CanalesDocumento475 páginasSistema de CanalesVictorianolopez100% (1)
- Instructivo para Cortadora PlasmaDocumento5 páginasInstructivo para Cortadora PlasmajuanAún no hay calificaciones
- Raul PrebischDocumento9 páginasRaul PrebischWilder Ccopa MamaniAún no hay calificaciones
- Maquetren 230 (SP)Documento12 páginasMaquetren 230 (SP)Ruben DarioAún no hay calificaciones
- F01104 Rev 1 Hoja de Datos CalibracionDocumento1 páginaF01104 Rev 1 Hoja de Datos CalibracionjuanAún no hay calificaciones
- Identi de Colada 04-08-2022 - 18.Documento1 páginaIdenti de Colada 04-08-2022 - 18.juanAún no hay calificaciones
- Defectos GMAW PDFDocumento7 páginasDefectos GMAW PDFWilmer Ramírez MerejildoAún no hay calificaciones
- Ident. Colada 14-07-2022 Guía T073-0297413..Documento2 páginasIdent. Colada 14-07-2022 Guía T073-0297413..juanAún no hay calificaciones
- Instructivo de Doblado de AceroDocumento9 páginasInstructivo de Doblado de AcerojuanAún no hay calificaciones
- Cert. Cemento 30-10-22Documento1 páginaCert. Cemento 30-10-22juanAún no hay calificaciones
- F01303 Rev 1 EtiquetaDocumento1 páginaF01303 Rev 1 EtiquetajuanAún no hay calificaciones
- Informe de Calidad: EnvaseDocumento1 páginaInforme de Calidad: EnvasejuanAún no hay calificaciones
- Juntas en T OblicuasDocumento2 páginasJuntas en T OblicuasjuanAún no hay calificaciones
- Overcord SDocumento1 páginaOvercord SjuanAún no hay calificaciones
- Ficha de Seguridad - Suavizante DexperDocumento7 páginasFicha de Seguridad - Suavizante DexperjuanAún no hay calificaciones
- Detalle de Empalme de Vigas Segun AWS D1.1Documento1 páginaDetalle de Empalme de Vigas Segun AWS D1.1juanAún no hay calificaciones
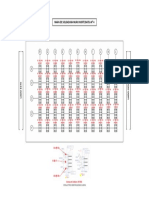
- 001 Mapa Soldadura Batea 1 Muro NorteDocumento1 página001 Mapa Soldadura Batea 1 Muro NortejuanAún no hay calificaciones
- Batea 3 Ubicación de Juntas de Respaldo Pendientes de Soldadura Muro Sur.Documento1 páginaBatea 3 Ubicación de Juntas de Respaldo Pendientes de Soldadura Muro Sur.juanAún no hay calificaciones
- 004 Mapa de Soldadura Batea 15 Muro SurDocumento1 página004 Mapa de Soldadura Batea 15 Muro SurjuanAún no hay calificaciones
- Discontinuidad de SoldaduraDocumento1 páginaDiscontinuidad de SoldadurajuanAún no hay calificaciones
- Diagrama de Flujo LavanderiaDocumento1 páginaDiagrama de Flujo LavanderiajuanAún no hay calificaciones
- WPS Aws 002Documento2 páginasWPS Aws 002juanAún no hay calificaciones
- 076 VT 11-06-2022Documento3 páginas076 VT 11-06-2022juanAún no hay calificaciones
- 002 Mapa de Soldadura Batea 4 Muro NorteDocumento1 página002 Mapa de Soldadura Batea 4 Muro NortejuanAún no hay calificaciones
- TAREODocumento1 páginaTAREOjuanAún no hay calificaciones
- P114161-QaQc-700-PR-024 Procedimiento Aplicación e Inspección Por Tintes PenetrantesDocumento15 páginasP114161-QaQc-700-PR-024 Procedimiento Aplicación e Inspección Por Tintes PenetrantesjuanAún no hay calificaciones
- P114161-1600-Qaqc-Ins-013 Verificación de Acero de RefuerzoDocumento1 páginaP114161-1600-Qaqc-Ins-013 Verificación de Acero de RefuerzojuanAún no hay calificaciones
- LOG de SoldadoresDocumento8 páginasLOG de SoldadoresjuanAún no hay calificaciones
- Formato Inspección Visual de Soldadura P114161-1600-QAQC-INS-015Documento1 páginaFormato Inspección Visual de Soldadura P114161-1600-QAQC-INS-015juan100% (1)
- P114161-QaQc-700-PR-025 Procedimiento de Soldadura para CimbrasDocumento14 páginasP114161-QaQc-700-PR-025 Procedimiento de Soldadura para CimbrasjuanAún no hay calificaciones
- Procedimiento de Rolado de Acero Para Cimbra加工程序Documento28 páginasProcedimiento de Rolado de Acero Para Cimbra加工程序juanAún no hay calificaciones
- Formato Inspección Visual de Soldadura P114161-1600-QAQC-INS-015Documento1 páginaFormato Inspección Visual de Soldadura P114161-1600-QAQC-INS-015juan100% (1)
- Piedrabuena - Tomo 1Documento60 páginasPiedrabuena - Tomo 1melitallaAún no hay calificaciones
- A Qué Temperatura La Lectura E1Documento22 páginasA Qué Temperatura La Lectura E1Alejandro Ledezma67% (3)
- Práctica 1. Primer - parcial.PGP232 02.21Documento2 páginasPráctica 1. Primer - parcial.PGP232 02.21Sergio AlejandroAún no hay calificaciones
- Cdi U4 Ea UlmhDocumento19 páginasCdi U4 Ea UlmhKralisessManzAún no hay calificaciones
- Arboles de DecisiónDocumento66 páginasArboles de DecisiónwebdaxterAún no hay calificaciones
- Casos Clinicos Citologia VaginalDocumento2 páginasCasos Clinicos Citologia VaginalBolaños CindyAún no hay calificaciones
- Informe de AuditoríaDocumento15 páginasInforme de AuditoríaLay TorrezAún no hay calificaciones
- Waterplant Proyecto de Inversión OriginalDocumento135 páginasWaterplant Proyecto de Inversión OriginalAndriiuu23Aún no hay calificaciones
- Ejemplo de Texto Argumentativo Sobre La IntolerancDocumento8 páginasEjemplo de Texto Argumentativo Sobre La IntolerancĽibeth VanessaAún no hay calificaciones
- BPM en Area de ProducciónDocumento13 páginasBPM en Area de ProducciónJULIANA LOPEZ PEREZAún no hay calificaciones
- Catálogo Interruptores Rotativos A LevasDocumento21 páginasCatálogo Interruptores Rotativos A LevasLuis ZutaraAún no hay calificaciones
- 4.-SSO-PETS - 100 Ascenso y Descenso de Estructuras Con Escaleras EmbonablesDocumento6 páginas4.-SSO-PETS - 100 Ascenso y Descenso de Estructuras Con Escaleras Embonablesdavid marcelo zevallos100% (1)
- Problemas Propuestos de Excavación y TransporteDocumento3 páginasProblemas Propuestos de Excavación y TransporteMiguel Andrés100% (1)
- Taller Teórico de Presupuesto 1Documento6 páginasTaller Teórico de Presupuesto 1oscar eduardo tabares melendezAún no hay calificaciones
- Definicion de Un Vector en R2 R3 Interpretacion Geometrica y Su Generalizacion en RNDocumento10 páginasDefinicion de Un Vector en R2 R3 Interpretacion Geometrica y Su Generalizacion en RNRoger TurnerAún no hay calificaciones
- Memoria Descriptiva ILLIMODocumento19 páginasMemoria Descriptiva ILLIMOHarold Ocaña CalleAún no hay calificaciones
- Conectores TextualesDocumento3 páginasConectores TextualesIliana Abigail Hernández MohedanoAún no hay calificaciones
- Diapositivas Habilidades InterpersonalesDocumento41 páginasDiapositivas Habilidades InterpersonalesVictor Manuel Diaz SanchezAún no hay calificaciones
- 08 - Presentación Dirección 1 - AlcanceDocumento83 páginas08 - Presentación Dirección 1 - AlcanceALFAún no hay calificaciones
- EtnografiaDocumento3 páginasEtnografiaAner ZemanateAún no hay calificaciones
- Informe I-Control AdaptativoDocumento21 páginasInforme I-Control AdaptativoNelson SepulvedaAún no hay calificaciones
- Derechos de La NaturalezaDocumento7 páginasDerechos de La NaturalezaNathaly LópezAún no hay calificaciones
- Unidad 2 Ordenacion Documental Ingrid Johanna GaitanDocumento13 páginasUnidad 2 Ordenacion Documental Ingrid Johanna Gaitaningrid johanna GaitanAún no hay calificaciones
- Educación ArtisticaDocumento58 páginasEducación ArtisticaAdry RamirezAún no hay calificaciones
- Sistemas de Loteo ManualDocumento12 páginasSistemas de Loteo ManualJohann BeltranAún no hay calificaciones