Documentos de Académico
Documentos de Profesional
Documentos de Cultura
METALES
Cargado por
Marcio GomesDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
METALES
Cargado por
Marcio GomesCopyright:
Formatos disponibles
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
INTRODUCCIÓN
La metalurgia es la ciencia y tecnología de los metales, que incluye su extracción a partir de los
minerales metálicos, su preparación y el estudio de las relaciones entre sus estructuras y
propiedades.
La siderurgia es la metalurgia del mineral del hierro para obtener su fundición y elaborar aceros.
LOS METALES
Los metales son materiales con múltiples aplicaciones que ocupan un lugar destacado en nuestra
sociedad. Se conocen y utilizan desde tiempos prehistóricos, y en la actualidad constituyen una
pieza clave en prácticamente todas las actividades económicas.
Obtención de los metales
Los metales son materiales que se obtienen a partir de minerales que forman parte de las rocas. La
extracción del mineral se realiza en minas a cielo abierto, si la capa de mineral se halla a poca
profundidad, por el contrario si es profundo recibe el nombre de mina subterránea.
En ambos tipos de explotaciones se hace uso de explosivos, excavadoras, taladradoras y otra
maquinaria, a fin de arrancar el mineral de la roca.
Técnicas de separación
Tamizado. Consiste en la separación de las partículas sólidas según su tamaño mediante tamices.
Filtración. Es la separación de partículas sólidas en suspensión en un líquido a través de un filtro.
Flotación. Se trata de la separación de una mezcla de partículas sólidas de un líquido.
Clasificación de los metales
Los metales se clasifican en:
• Metales ferrosos: Son aquellos cuyo componente principal es el hierro.
• Metales no ferrosos: Son materiales metálicos que no contienen hierro o que lo contienen en
muy pequeñas cantidades.
Autora: SCHMIDGALL, KAREN PAOLA Página 1 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Propiedades de los metales
La gran cantidad de aplicaciones que presentan los metales se debe a sus notarias propiedades,
principalmente las mecánicas, térmicas y eléctricas.
Propiedades mecánicas
Son aquellas que expresan el comportamiento de los metales frente a esfuerzos o cargas que
tienden a alterar su forma.
Dureza: propiedad que expresa el grado de deformación permanente que sufre un metal bajo la
acción directa de una carga determinada. Los metales son duros no se rayan ni pueden perforarse
fácilmente; además resisten los esfuerzos a los que son sometidos.
Plasticidad: capacidad de deformación permanente de un metal sin que llegue a romperse.
Elasticidad: capacidad de un material elástico para recobrar su forma al cesar la carga que lo ha
deformado. Se llama límite elástico a la carga máxima que puede soportar un metal sin sufrir una
deformación permanente.
Maleabilidad: capacidad de los metales de hacerse láminas al ser sometidos a esfuerzos de
compresión.
Tenacidad: resistencia a la rotura por esfuerzos de impacto que deforman el metal. La tenacidad
requiere la existencia de resistencia y plasticidad.
Ductilidad: propiedad de los metales de moldearse en alambre e hilos al ser sometidos a esfuerzos
de tracción. Aumenta con la tenacidad y disminuye al aumentar la dureza.
Resiliencia: resistencia de un metal a su rotura por choque, se determina en el ensayo Charpy.
Fluencia: propiedad de algunos metales de deformarse lenta y espontáneamente bajo la acción de
su propio peso o de cargas muy pequeñas. Esta deformación lenta, se denomina también creep.
Resistencia mecánica: capacidad para resistir esfuerzo de tracción, compresión, torsión y flexión
sin deformarse ni romperse.
Propiedades térmicas
Las propiedades térmicas son las relativas a la aplicación del calor.
Conductividad térmica: todos los metales presentan una gran conductividad térmica.
Dilatación y contracción: los metales se dilatan cuando aumenta la temperatura se contraen si
disminuye la temperatura.
Autora: SCHMIDGALL, KAREN PAOLA Página 2 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Propiedades eléctricas y magnéticas
Los metales permiten el paso de la corriente eléctrica con facilidad, por tanto son buenos
conductores de la electricidad.
Conductividad eléctrica: es máxima en el estado de pureza, disminuyendo a medida que contiene
otros elementos, como por ejemplo el fósforo y el aluminio en el cobre. Asimismo aumenta con la
temperatura.
Algunos metales presentan un característico comportamiento magnético, que consiste en su
capacidad de atraer a otros metales.
Propiedades químicas
La propiedad química más importante de los metales es su elevada capacidad de oxidación, que
consiste en su facilidad para reaccionar con el oxígeno y cubrirse de una capa de
Óxido al poco tiempo de estar a la intemperie.
Propiedades tecnológicas
Determina la capacidad de un metal a ser conformado en piezas o partes útiles o aprovechables.
Fusibilidad: es la propiedad que permite obtener piezas fundidas o coladas.
Colabilidad: es la capacidad de un metal fundido para producir piezas fundidas completas y sin
defectos. Para que un metal sea colable debe poseer gran fluidez para poder llenar completamente el
molde. Los metales más fusibles y colables son la fundición de hierro, de bronce, de latón y de
aleaciones ligeras.
Soldabilidad: es la aptitud de un metal para soldarse con otras piezas del mismo metal o de otro
diferente bajo presión ejercida sobre ambos en caliente. Poseen esta propiedad los aceros de bajo
contenido de carbono.
Facilidad de mecanizado: es la propiedad de un metal de dejarse mecanizar con arranque de
viruta, mediante una herramienta cortante apropiada.
Otras propiedades
Otras propiedades de los metales que permiten usos específicos son las siguientes:
• Los metales son muy buenos conductores de las ondas acústicas.
• Los metales son impermeables.
Autora: SCHMIDGALL, KAREN PAOLA Página 3 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
MATERIALES FERROSOS
Los metales ferrosos son aquellos cuyo componente principal es el hierro.
Clasificación de los materiales ferrosos
Tensión de Punto de
Peso
Material % carbono Rotura Fusión
Especifico
[kg/cm2] [°C]
hierro dulce 0,05-0,15 7,7-7,9 3000 1600
hierro duro 0,15-0,30 7,7-7,9 4000 1500
hierro fundido 0,15-0,30 7,7-7,9 4000 1500
acero dulce 0,30-0,60 7,4-7,7 4000-6000 1400
acero duro 0,60-1,50 7,4-7,7 6000-8000 1350
acero extra duro 1,50-2,50 7,4-7,7 1350
fundición blanca 2,50-3,00 6,8-7,2 1200-1800 1300
fundición gris 3,00-4,50 6,8-7,2 1200-1800 1100
HIERRO
El hierro químicamente puro no es utilizado en la industria y en la construcción, pero si combinado
con otros elementos.
Originariamente el hombre uso el hierro contenido en los meteoritos, se calentaba el mineral en un
horno de carbón de leña quedando un hierro esponjoso que mediante el martilleo se le daba forma.
Se descubrió luego que avivando el fuego con soplado, se obtenía el hierro más rápidamente,
naciendo así los primeros hornos.
El hierro es un material metálico maleable, dúctil y sus fragmentos pueden ser soldados
directamente. Se trabajan fácilmente y no experimentan variación alguna cuando se los enfría
bruscamente, no se templan. Su punto de fusión oscila entre los 1500ºC y los 1600ºC.
Yacimientos en Argentina
Los yacimientos de hierro explotados en Argentina los encontramos en:
• Sierra de Zapla en la Provincia de Jujuy.
• Sierra Grande: reserva calculada en 200.000.000 de toneladas
• Misiones: yacimientos de hierro residual, de tipo aflorante con tenores de 35% en Fe metálico.
Autora: SCHMIDGALL, KAREN PAOLA Página 4 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Minerales que contienen hierro
Los minerales que contienen mucho hierro son la magnetita (Fe3O4), la hematites (Fe2O3), la
limonita (Fe2O3. 3 H2O), la siderita (carbonato de hierro CO3Fe) y la pirita (sulfuro de hierro S2Fe).
Obtención del hierro
El hierro se lo encuentra combinado con otros cuerpos en forma de óxido Férrico (Fe2O3) en la
hematita. El hierro se obtiene a través de la aplicación de calor.
Las formas de obtención del hierro son:
Forja catalana o bajo hogar
Es el procedimiento más antiguo de obtención de hierro, data de fines del siglo XVI. El mineral de
hierro u óxido de hierro se apila mezclado con carbón de leña, se da fuego y se inyecta aire por una
tobera, el metal resultante es esponjoso y debe dársele la compacidad mediante golpes de martillo.
Las reacciones que se producen en estos hogares son la siguiente:
El carbón al arder frente a las toberas forma el anhídrido carbónico ( ), que es reducido por el
mismo carbón a óxido de carbono.
El óxido de carbono al encontrarse con el óxido de hierro calentado se apodera del oxígeno
dejando libre el metal.
Este procedimiento es largo y costoso, y no tiene aplicación industrial. El desperdicio del material
es enorme.
Alto horno (reducción del O3Fe2)
El alto horno es la instalación industrial donde se transforma o trabaja el mineral de hierro. El
objeto del alto horno es la reducción del mineral de hierro. Reducción: es la separación de todas las
sustancias extrañas que acompañan al metal especialmente del oxígeno. Esta operación es
indispensable, pues los minerales, tales como se encuentran en las minas, no podrían ser trabajados
y no tendrían aplicación directa.
Tampoco los lingotes de arrabio o de primera fusión obtenidos en el alto horno, podrían ser
utilizados de inmediato en el taller, debido a la gran cantidad de carbono que contiene y por su poca
homogeneidad. Sin embargo es indispensable que los minerales pasen previamente por el alto horno
para poderse transformar luego en hierro, en acero o fundición.
Autora: SCHMIDGALL, KAREN PAOLA Página 5 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Partes del Alto Horno
La parte superior recibe el nombre de cuba y la parte intermedia es el etalaje. La inferior, el crisol,
es cilíndrica y termina con la dama, donde se encuentra el orificio de salida para el metal fundido.
La parte superior de la cuba, llamada tragante, se mantiene cerrada herméticamente por medio de
una tapa metálica de forma cónica. Esta se baja mecánicamente al descargarse sobre ella la vagoneta
de mineral, carbón o fundente, y por la acción de un contrapeso vuelve a cerrarse impidiendo el
escape de los gases. Más abajo del tragante existe un grueso caño que recoge los gases producidos
en el horno para llevarlos al depurador y luego al recuperador. En lo alto del crisol hay unas hileras
de toberas por donde penetra el aire comprimido que debe que debe activar la combustión. Un poco
más abajo se halla la salida para las escorias.
Funcionamiento del Alto Horno
Un alto horno típico está formado por una cápsula cilíndrica de acero de unos 30 metros de alto
forrada con un material no metálico y resistente al calor, como asbesto o ladrillos refractarios. El
diámetro de la cápsula disminuye hacia arriba y hacia abajo, y es máximo en un punto situado
aproximadamente a una cuarta parte de su altura total. La parte inferior del horno está dotada de
varias aberturas tubulares llamadas toberas, por donde se fuerza el paso del aire que enciende el
coque. Cerca del fondo se encuentra un orificio por el que fluye el arrabio cuando se sangra (o
vacía) el alto horno. Encima de ese orificio, pero debajo de las toberas, hay otro agujero para retirar
la escoria. Esta posición se debe a que la escoria flota por encima del arrabio fundido.
La parte superior del horno contiene respiraderos para los gases de escape, y un par de tolvas
redondas, cerradas por válvulas en forma de campana, por las que se introduce el mineral de hierro,
el coque y la caliza. Una vez obtenido el arrabio líquido, se puede introducir en distintos tipos de
coladura para obtener unos materiales determinados: la colada convencional, de la que se obtienen
productos acabados; la colada continua, de la que se obtienen trenes de laminación y, finalmente, la
colada sobre lingoteras, de la que lógicamente se obtienen lingotes.
Funcionamiento del alto horno
Autora: SCHMIDGALL, KAREN PAOLA Página 6 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Estos hornos son de funcionamiento continuo, parando solo para el cambio de revestimiento
Afinado
Consiste en reducir el exceso de carbón contenido en los lingotes de fundición del alto horno. El
procedimiento de obtención del hierro por afinado se denomina pudelado.
Con el pudelado puede obtenerse hierro o acero según se descarbure más o menos.
ACEROS
El acero es una aleación del hierro con una pequeña cantidad de carbono. De este modo se
obtienen materiales de elevada dureza y tenacidad y con una mayor resistencia a la tracción.
Son productos ferrosos que contienen carbono en porcentajes comprendidos entre 0,05 a 1,7% y
pueden o no contener otros elementos en la aleación hierro-carbono por ejemplo Cr, Ni, Co, W, Mo,
Mn.
Uno de los grandes inconvenientes del acero es su tendencia a oxidarse cuando entra en contacto
en el oxígeno y la humedad. Los tratamientos superficiales consiguen recubrir la pieza de acero de
una capa de material no oxidable que impide que la pieza que queda recubierta se deteriore.
Clasificación de los aceros
Por su composición química se clasifican los aceros en:
Aceros al carbono: aleaciones de hierro con carbono en % que van desde 0,05% a 2,5%.
Aceros aleados: contienen además de carbono, otros elementos en su composición.
Aceros al carbono
Se endurece por temple al formarse carburo de hierro o cementita (CFe3).
El acero templado si es calentado de nuevo y dejado enfriar lentamente disminuye su dureza
(recocido).
El acero funde entre 1400º y 1500º pudiéndose moldear más fácil que el hierro.
Decimos que son aceros a aquellos materiales ferrosos que alcanzan una resistencia mínima a la
rotura por tracción de 40 Kg/mm2, llamándose hierros dulces a los demás.
Autora: SCHMIDGALL, KAREN PAOLA Página 7 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Obtención de aceros
Los procedimientos de obtención son variados:
Puede obtenerse al estado pastoso por afinado de la fundición, es el acero pudelado o forjado.
Puede obtenerse al estado líquido como el acero Bessemer, acero Thomas y acero Siemens-
Martins; nombres que adquieren según el proceso.
También puede obtenerse por cimentación, o sea carburación de hierro.
Procedimiento Bessemer
Bessemer dedujo que durante la fundición, si se expone en contacto con el aire la masa fundente,
esta se transforma en hierro maleable. Se efectúa en una cuba con pivote central por volteo.
Se carga primero el carbón de coke encendido, se sopla hasta el rojo blanco y se extrae con el
convertidor en posición horizontal. Se introduce la fundición y se endereza a medida que se inyecta
aire a presión.
El proceso consta de tres períodos:
1. De las chispas: se produce la combustión del manganeso
y la sílice, dura de 5 a 10 minutos.
2. De las llamas: comienza a quemarse el carbono con llama
larga por la quema de CO2 dura unos 15 minutos.
3. De los humos: se terminan las llamas y aparecen humos
que arrastran óxidos de Fe y Mn, dura unos 2 minutos,
con lo cual ha terminado el afinado.
Volteando el convertidor se extrae la masa líquida, a la cual se le agrega la fundición reactiva. Este
procedimiento se aplica para los hierros que no contengan fundiciones fosforosas, debido al
revestimiento interior ácido.
El inconveniente es que no puede utilizar para fundiciones con contenido de fósforo.
Convertidor Bessemer
Autora: SCHMIDGALL, KAREN PAOLA Página 8 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Método Thomas
Para fundiciones que contienen fósforo, Thomas sustituyo el revestimiento interior ácido por uno
básico formado por dolomita (CO3Ca, CO3Mg).
Con este procedimiento el fósforo es eliminado con las escorias, en forma de fosfato de cal. La cal
necesaria puede suministrarla el revestimiento, y se agrega al baño líquido como reactivo.
Método Siemens-Martins
Consiste en fundir el acero por fusión del arrabio (en lingote), con desperdicios de hierro dulce,
disminuyendo así la cantidad de carbono a eliminar.
El horno es el llamado a reverbero, en el cual la cubeta se reviste de ladrillos ácidos o básicos
según la naturaleza del lingote a tratar y en su fondo tiene una abertura para la sangría o colada.
Acero de cementación
Se prepara carburando el hierro dulce en estado sólido en forma de barras planas colocadas con
carbón vegetal, se calientan a 1200ºC durante 10 días en hornos de cementar.
El hierro absorbe el carbono, difundiendo en su masa y se convierte en acero que se homogeniza
por fusión en crisoles.
Colada
El acero fundido, cualquiera sea el proceso de obtención, se vierte en moldes llamados lingoteras.
La lingotera es un molde de fundición gris de pared gruesa tronco piramidal. Al solidificarse el
acero experimenta una disminución de volumen dando lugar a la formación de grietas de rechupe.
Siendo la parte superior de las lingoteras la que permanece más tiempo en estado líquido, es ahí
donde se acumulan las impurezas. Cuando las impurezas no logran desprenderse pueden estallar
durante el laminado. Se evitan adicionándose al acero en fusión: aluminio, silicio, manganeso.
Tratamientos térmicos de los aceros
El proceso básico para endurecer el acero mediante tratamiento térmico consiste en calentar el
metal hasta una temperatura a la que se forma austenita, generalmente entre los 750 y 850ºC, y
después enfriarlo con rapidez sumergiéndolo en agua o aceite. Estos tratamientos de
endurecimiento, que forman martensita, crean grandes tensiones internas en el metal, que se
eliminan mediante el temple o el recocido, que consiste en volver a calentar el acero hasta una
temperatura menor.
Autora: SCHMIDGALL, KAREN PAOLA Página 9 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
El objetivo fundamental del proceso de tratamiento térmico es controlar la cantidad, tamaño, forma
y distribución de las partículas de cementita contenidas en la ferrita, que a su vez determinan las
propiedades físicas del acero.
Temple
Por el temple alcanzan los aceros una mayor dureza y tenacidad, disminuyendo el alargamiento,
estricción y resistencia. Este cambio aparece por un cambio estructural dentro de la aleación hierro-
carbono. La temperatura de temple oscila en los 800ºC, la velocidad de enfriamiento desempeña un
papel importante: a mayor velocidad de enfriamiento, mayor dureza. Para controlar esta velocidad,
se sumerge el material durante el enfriamiento en distintos líquidos (aceite, agua, plomo fundido,
etc.).
Cimentación
A partir de este tratamiento, se obtiene una superficie dura con núcleo blando y tenaz. Se
empaqueta con cuerpos que desprendan carbono (p/Ej. ferrocianuro de potásico) y se calientan
próximo a los 900ºC, difundiéndose el carbono y quedando la superficie mas dura por mayor
contenido de carbono.
Nitruración
Consiste en recocer aceros aleados especiales a 550ºC, en una corriente de NH3 y enfriando lento
en el horno. Se forma una capa de nitrato de décimas de espesor con una gran dureza, sin generar
tensiones internas.
Revenido
Consiste en calentar entre 200º a 300º, moderando la excesiva dureza y fragilidad del temple,
reduciendo tensiones internas.
Tratamientos mecánicos de los aceros
Tratamiento mecánico en frío: son deformados en frío lográndose un aumento del límite de
elasticidad eliminando o achicando el zócalo de fluencia. Esto se puede lograr por torsión o por
estiramiento.
DEFORMACIÓN
Comprende un conjunto de técnicas en las que se modifica la forma de una pieza metálica
mediante la aplicación de fuerzas externas. La deformación se puede llevar a cabo tanto en frío
como en caliente.
Autora: SCHMIDGALL, KAREN PAOLA Página 10 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Existen diversas técnicas que son:
Forja
Se denomina forja al proceso de conformación de piezas metálicas, el cual se realiza sometiendo al
metal a violentos esfuerzos de compresión continuos, en donde dicho metal se encuentra a una
temperatura mayor a la de recristalización e inferior a la de fusión. El forjado transmite al hierro una
estructura compacta y fibrosa.
Cuando se hace en frío se obtiene superficies más limpias y conservan las dimensiones
aumentando la dureza. Conviene dar un recocido para que no se rompan al ser trabajadas en frío en
procesos posteriores.
Laminación
Se denomina laminación al proceso de deformación de un cuerpo metálico por compresión
continua o por etapas, al cual se lo hace pasar por dos cilindros superpuestos (rodillos) que giran en
sentido inverso. Mediante este proceso se disminuye el grosor y se aumenta la longitud de la pieza.
Con la laminación se pueden realizar tubos, perfiles, chapas, entre otros.
La laminación se puede realizar en frío o en caliente, según se trabaje por encima o por debajo de
la temperatura de recristalización.
El laminado en caliente puede asimilarse al proceso de forma pero de forma continua. Se realiza a
temperaturas entre las de recristalización y la de fusión. El material no sufre endurecimiento alguno
por deformación, mejora las características, como por ejemplo: disminuye las heterogeneidades.
Las ventajas de la laminación en caliente son:
• Menor esfuerzo para la laminación.
• Economía: menor gasto de energía para una mayor deformación.
• Se obtienen piezas con granos más pequeños y afinados.
• Rapidez del proceso (50% menos de tiempo que para laminado en frío).
Pero presenta como desventaja la falta de precisión debido a la formación de cascarillas y la
disminución del material del 2 al 3%.
El laminado en frío es realizado a temperatura ambiente. Los materiales adquieren acritud 1 al
deformarse, por lo que luego del laminado deben recoserse. La temperatura de trabajo está por
debajo de la de recristalización.
Las ventajas de la laminación en frío son:
• Mayor precisión.
1
Estado en que se encuentra un cuerpo metálico que ha perdido su ductilidad y maleabilidad.
Autora: SCHMIDGALL, KAREN PAOLA Página 11 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
• Espesor más constante.
• Superficies más planas.
Tiene como desventaja el mayor consumo de energía y las laminadoras son más robustas.
Los laminadores pueden ser desbastadores que son rugosos y comprimen el material o de
acabado que son de superficie lisa y dura, comunican la forma definitiva.
Laminadores universales: contienen cilindros perpendiculares consiguiendo el laminado en
dos direcciones. El laminado de los perfiles de uso corriente requieren de laminadores de
distintos calibres; o sea constituyen un tren de laminado.
Laminadores de chapa: tienen cilindros lisos que se acercan a medida que disminuye el
espesor. Las chapas muy finas, de décimas o centésimas de milímetro, se laminan varias
juntas, con elementos (arcilla, creta, etc.) entre ellas para que no se peguen.
Laminadoras de chapa ondulada: Cilindros con forma de la chapa. Si son chapas gruesas
se realiza con chapas.
Laminadoras de alambres: Los alambres de menor diámetro, se parte del de 5mm, y se pasa
por estiradoras por orificios cada vez más finos. Como el alambre se endurece hay que
calentarlo cada veinte pasadas.
Extrusión
Se denomina extracción al proceso mediante el cual al comprimirse un metal más allá de su límite
de fluencia a la compresión fluye a través de un orificio que tiene la forma deseada.
Este proceso puede realizarse en frío (aluminio, estaño, plomo) o en caliente (aceros).
Estampación
Se introduce una pieza metálica en caliente entre dos matrices cuya forma coincide con la que se
desea dar al objeto. A continuación, se juntan las dos matrices, con lo que el material adopta su
forma interior.
Embutición
Consiste en golpear una plancha de forma que se adopte al molde o matriz con la forma deseada.
Doblado
Se somete una plancha a un esfuerzo de flexión a fin de que adopte una forma curva con un
determinado radio de curvatura.
Trefilado
Se hace pasar la punta afilada de un alambre por un orificio con las dimensiones y la forma
deseada. A continuación, se aplica una fuerza de tracción mediante una bobina de arrastre giratoria y
al atravesar el alambre el orificio aumenta su longitud y disminuye su sección.
Autora: SCHMIDGALL, KAREN PAOLA Página 12 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
FORMAS COMERCIALES FORJADAS Y LAMINADAS
Semiproductos:
• Lingotes de acero: Son bloques tal cual se obtiene de la lingotera entre 4 y 40 toneladas, con
denominación según el procedimiento empleado (Siemens-Martins, Bessemer, etc.).
• Tochos: son bloques que han sufrido una laminación o forja.
• Llantón: sección rectangular destinado a fabricación de chapas, son de aprox. 150 a 300mm
de ancho por 5 a 50mm de espesor.
• Palanquillas: barras de sección de aprox. 50 a 120mm de lado.
Productos:
Las diversas formas comerciales empleadas en la construcción pueden clasificarse en cuatro grupos:
1) Barras y perfiles.
Acero de dureza natura ADN Acero de dureza mecánica ADM
Los perfiles laminados tienen particular interés en la construcción por ser destinados a las
estructuras resistentes.
Perfiles estructurales laminados en caliente:
Perfil UPN: Acero realizado en caliente mediante láminas, cuya sección tiene la forma de U. Sus
usos incluyen la fabricación de estructuras metálicas como vigas, viguetas, carrocerías, cerchas,
canales, etc.
Autora: SCHMIDGALL, KAREN PAOLA Página 13 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Perfil IPN/ IPE: Producto de acero laminado que se crea en caliente, cuya sección tiene la forma
de H. Se usa en la fabricación de elementos estructurales como vigas, pilares, cimbras metálicas,
etc., sometidas predominantemente a flexión o compresión y con torsión despreciable.
Perfiles estructurales laminados en frio:
2) Chapas.
Chapas conformadas:
Chapa trapezoidal Chapa trapezoidal autoportante
3) Pernos y clavos.
4) Alambres y cables.
ACEROS ESPECIALES O ALEADOS
Contienen otros elementos en la aleación hierro-carbono siendo de 3 o más elementos.
Aceros y fundiciones al cromo: Contiene aprox. 0.15% de carbono y aprox. 15% de cromo.
Las fundiciones con más de 1% de carbono pueden contener hasta 30% de Cr. Son más
resistente a la corrosión.
Aceros al níquel: se adiciona níquel a los aceros en proporciones muy variables, desde 1 a
35%. Se caracterizan estos aceros, por tener mucho alargamiento elevado, resiliencia,
inoxidabilidad y magnetismo.
Por ejemplo el invar: 36% de níquel, 12% de cromo y 0.2 de Manganeso. Se utiliza en
elementos de precisión pues tiene baja dilatación térmica.
Aceros al manganeso: son los que contiene manganeso en cantidades superior a lo normal.
(10 a 15%). Poseen gran resistencia al desgaste. Una proporción tipo es: 1.15% de carbono y
12-12% de manganeso.
Autora: SCHMIDGALL, KAREN PAOLA Página 14 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Aceros al tungsteno: se emplean en herramientas de corte (acero rápido), permiten gran
velocidad de corte sin que se calienten y emboten. Una composición: 0.7% de carbono, 4.5%
de cromo y 18% de tungsteno.
Aceros inoxidables: son los que resisten la corrosión, agentes atmosféricos y ataque de ácidos
débiles. Los aceros al cromo-silicio-molibdeno son resistente a grandes temperaturas y
contienen: 0,4% de C, 9% de Cr, 2-5% de Si, 0,8% de Mo.
CORROSIÓN
En los metales se define como la destrucción de un cuerpo por causas de origen químico o
electroquímico que tiene lugar en la superficie.
El hierro se oxida por la acción del aire húmedo: se forma la herrumbre u orín, que es un oxido
férrico hidratado, no protegiendo la superficie por ser poroso.
La corrosión se expresa en gramos de pérdida de peso por metro cuadrado y por día del material
sometido a un determinado ataque.
PROTECCIÓN DE METALES
Se puede evitar el proceso de oxidación mediante algunos tratamientos:
Tratamientos superficiales metálicos
• Fusión: consiste en revestir con una delgada capa de zinc, estaño, plomo o aluminio, por
inmersión en un baño del material ocupado en estado líquido. Según sea el material
tendremos: estañado, galvanizado, emplomado o aluminizado.
• Pulverización: consiste en fundir un metal en forma de hilo mediante arco voltaico y
proyectarlo con aire comprimido sobre el objeto a recubrir, donde se solidifican las gotas.
• Electrolisis
• Amalgamación
Los metales se protegen de la oxidación recubriéndolos con:
Protección no metálica
• Pinturas: limpias las superficies se les aplica el fondo antióxido.
• Galvanizados: consiste en recubrir la superficie con una película de zinc, para lo cual,
previamente limpias las piezas, se sumergen durante unos segundos en un baño de zinc
fundido que se cubre con una capa de cloruro de amonio para que no arda.
• Emplomados: no es recomendable ya que el plomo adhiere poco con el hierro.
• Esmaltados: se les pulveriza óxidos y silicatos, horneándolos posteriormente.
• Capas de cemento: se le aplica varias manos de lechada de cemento pórtland, tiene como
ventaja no necesitar una limpieza previa.
Autora: SCHMIDGALL, KAREN PAOLA Página 15 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
ENSAYOS DE LOS MATERIALES FERROSOS
Ensayo de tracción
IRAM-IAS U 500-102 - Método de ensayo de tracción
Uno de los ensayos mecánicos de esfuerzos-deformación más comunes es el realizado a tracción.
Se efectúa sobre una probeta normalizada, cuyas dimensiones fijan las normas IRAM.
Generalmente, la sección de la probeta es circular, pero también se utilizan probetas de sección
rectangular.
Probeta de tracción normalizada con sección circular
Durante el ensayo, la deformación está confinada en la región más estrecha del centro, la cual tiene
una sección uniforme a lo largo de su longitud. La longitud de prueba se utiliza en el cálculo de la
ductilidad. La probeta se monta con sus extremos con sus extremos en las mordazas de la máquina
de ensayo. Esta se diseña para alargar a una velocidad constante, y para medir continua y
simultáneamente la carga aplicada (con una celda de carga) y el alargamiento resultante (utilizando
un extensómetro). El ensayo dura varios minutos y es destructivo, o sea, la probeta del ensayo es
deformada de forma permanente y a menudo es rota.
Esquema del aparato utilizado para realizar ensayos de tracción
El resultado del ensayo de tracción se registra en una banda de papel como carga en función del
alargamiento. Estas características de carga-deformación dependen del tamaño de la probeta. Para
minimizar los factores geométricos, la carga y el alargamiento son normalizados para obtener los
parámetros de tensión y deformación nominal.
La tensión nominal se define como:
Autora: SCHMIDGALL, KAREN PAOLA Página 16 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
donde es F es la carga instantánea aplicada perpendicularmente a la sección de la probeta, en
Newton y A0 es el área de la sección original antes de aplicar la carga.
La deformación nominal se define como:
( )
⁄
Curva típica de tracción hasta la fractura
Diferentes estados de la fractura en forma de copa y cono después durante un ensayo de tracción:
(a) Cuello inicial. (b) Formación de pequeñas cavidades. (c) Unión de cavidades para formar
grietas. (d) Propagación de grietas. (e) Fractura final por corte a 45° con respecto a la dirección de
tracción.
Curvas de Tracción y Fractura para diferentes materiales:
(a) Fractura de un material dúctil, el cuello de la probeta es casi un punto.
(b) Fractura dúctil moderada después de la formación del cuello.
(c) Fractura frágil sin ninguna deformación plástica.
Autora: SCHMIDGALL, KAREN PAOLA Página 17 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Ensayo de compresión
Los ensayos de compresión-deformación se realizan de forma similar a un ensayo de tracción,
excepto que la fuerza es compresiva y la probeta se contrae a lo lardo de la dirección de la fuerza.
Los ensayos de compresión se utilizan cuando se desea conocer el comportamiento del material bajo
deformaciones permanentes grandes (ósea plásticas), tal como ocurre en los procesos de
conformación, o bien cuando tiene un comportamiento frágil a tracción.
Ensayo de dureza
Los ensayos más importantes para designar la dureza de los metales, son los de penetración, en que
se aplica un penetrador (de bola, cono o diamante) sobre la superficie del metal, con una presión y
un tiempo determinados, a fin de dejar una huella que depende de la dureza del metal, los métodos
más utilizados son los de Brinell y Rockwell.
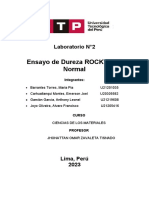
Ensayo de dureza de Rockwell
El ensayo de dureza de Rockwell constituye el método más usado para medir la dureza debido a
que es muy simple de llevar a cabo.
Se pueden utilizar diferentes escalas que provienen de la utilización de distintas combinaciones de
penetradores y cargas, lo cual permite ensayar virtualmente cualquier metal o aleación desde el más
duro al más blando. Los penetradores son bolas esféricas de acero endurecido que tienen diámetros
1/16, 1/8, 1/4 y 1/2” y un penetrador cónico de diamante (Brale), el cual se utiliza para materiales
duros.
Autora: SCHMIDGALL, KAREN PAOLA Página 18 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Con este sistema, se determina un número de dureza a partir de la diferencia de profundidad de
penetración que resulta al aplicar primero una carga inicial pequeña y después una mayor; la
utilización de la carga pequeña aumenta la exactitud de la medida.
Basándose en la magnitud de las cargas mayores y menores, existen dos tipos de ensayos:
Rockwell y Rockwell superficial.
Ensayos Carga menor Carga mayores
Rockwell 10kg 60, 100, 150kg
Rockwell superficial 3kg 15, 30, 45kg
Cuando se especifican durezas Rockwell y superficiales, debe indicarse, además del número de
dureza, el símbolo de la escala utilizada. Las escalas se identifican con una letra del alfabeto.
Ensayo de dureza de Brinell
En los ensayos de dureza de Brinell, se fuerza un penetrador duro esférico en la superficie del
metal a ensayar. El número de dureza de Brinell, HB, es función tanto de la magnitud de la carga
como del diámetro de la huella resultante. Este diámetro se mide con una lupa de pocos aumentos,
que tiene una escala graduada en el ocular.
Ensayo a fatiga
IRAM-IAS U 500-113 - Método de ensayo de fatiga
Un material sometido a esfuerzos cíclicos. puede fallar después de numerosas aplicaciones. Este
tipo de falla se conoce como "fatiga".
Las fallas se inician con una grieta minúscula sobre la superficie, esta se propaga gradualmente,
conforme la carga sigue su aplicación cíclica. Finalmente el material no soporta las cargas y ocurre
la fractura súbita
Autora: SCHMIDGALL, KAREN PAOLA Página 19 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Diagrama esquemático de una máquina para realizar ensayos de felxión rotatorios
Ensayo de impacto
Este ensayo suele ser definido como la determinación de la cantidad de trabajo necesario para
producir de un solo choque la rotura de la probeta entallada.
Para efectuar el ensayo se emplea el martillo, basado en el de Charpy. El martillo es soltado desde
una altura h fija y rompe la probeta. La energía gastada o absorbida por el material, es relacionada
con la diferencia entre la altura inicial h y final h’ del martilo.
Esquema de una máquina para ensayo de impacto Probetas usadas para los ensayos de impacto Izod y Charpy
MATERIALES NO FERROSOS
Los materiales no ferrosos son materiales metálicos no procedentes del hierro, entre ellos:
Aluminio: Es un metal ligero, tenaz, dúctil y maleable.
Cobre: Presenta una alta conductividad eléctrica y térmica, así como una notable maleabilidad y
ductilidad. Se oxida en su superficie, que adquiere entonces un color verdoso.
Latón: Es una aleación de cobre y cinc. Presenta una alta resistencia a la corrosión y soporta el
agua y el vapor de agua mejor que el cobre.
Bronce: Es una aleación de cobre y estaño. Este metal presenta una elevada ductilidad y una
buena resistencia al desgaste y a la corrosión.
Autora: SCHMIDGALL, KAREN PAOLA Página 20 de 21
CIENCIAS DE LOS MATERIALES
MATERIALES METÁLICOS
Plomo: Es un metal muy blando, poco dúctil, pero muy maleable, y no se oxida a temperatura
ambiente. Emite un ruido característico cuando se parte, denominado “grito de estaño”.
Cinc: Es un metal frágil en frío y de baja dureza.
ALUMINIO
El aluminio no se encuentra en estado nativo. Abunda en la naturaleza combinado, formando
arcillas y feldespatos, en formas de óxidos hidratados: Al2 O3. H2O, la bauxita y la criolita (fluoruro
de aluminio y sodio Fl6AlNa3).
El aluminio se obtiene por métodos electrolíticos de la bauxita, en criolita fundida.
Propiedades
Es un metal blando y de baja densidad, brillante con matiz ligeramente azulado. Su dureza Mohs es
de 2,9 (blando). Su punto de fusión es de 650ºC, muy dúctil y maleable pudiendo obtenerse hilos u
hojas. Presenta una alta conductividad eléctrica y térmica.
Presenta una alta resistencia a la corrosión, esto se debe a que es inalterable al aire, expuesto a la
humedad forma en su superficie una película protectora de óxido que lo inmuniza contra la acción
atmosférica y del agua. En frío no es atacable por los ácidos.
La resistencia mecánica depende del grado de pureza. Cuando más puro, es menos resistente y
presenta mayores deformaciones de rotura. Su resistencia media es de 800 a 1200Kg/cm2.
Algunas características
• El aluminio puede soldarse con soplete o eléctricamente, debiéndose utilizar fundente para
eliminar el óxido.
• El remachado se puede hacer en frío.
• El aluminio es resistente al aire al cubrirse de una capa de óxido invisible como un barniz, que
lo protege por ser muy adherente.
• El aluminio se protege con una capa de óxido obtenida por electrolisis, produciéndose el
llamado aluminio anodizado, que se puede colorear.
Aleaciones de aluminio
Se fabrican varios tipos en base a cobre, zinc, hierro, silíceo, níquel... Existen otras a base de
magnesio como el duraluminio, que se mejoran por tratamientos térmicos.
Autora: SCHMIDGALL, KAREN PAOLA Página 21 de 21
También podría gustarte
- Escondida Informe 2006 PDFDocumento208 páginasEscondida Informe 2006 PDFMarco RodriguezAún no hay calificaciones
- Planificacion Minera La Mineria Del LitioDocumento22 páginasPlanificacion Minera La Mineria Del LitioRenzoAún no hay calificaciones
- Mantenimiento Autonomo y Inventario 4Documento49 páginasMantenimiento Autonomo y Inventario 4Edgar Leonardo Saavedra RivasAún no hay calificaciones
- Restauraciones de Cerámicas Ácido-ResistentesDocumento3 páginasRestauraciones de Cerámicas Ácido-ResistentesSergio Sotomayor Jiménez100% (1)
- 00 Yt - Mip Tre 050Documento52 páginas00 Yt - Mip Tre 050Jessica Rodriguez100% (1)
- Curso Asme Ix - Ctsol ....Documento123 páginasCurso Asme Ix - Ctsol ....Martin Aldave100% (1)
- Ficha Técnica Prisioneros Acero InoxidableDocumento1 páginaFicha Técnica Prisioneros Acero InoxidableJavierbm7Aún no hay calificaciones
- Examen de Materiales Aeroespaciales Dic'07Documento12 páginasExamen de Materiales Aeroespaciales Dic'07Laura Velasco AguilarAún no hay calificaciones
- Tarea Semana 4Documento11 páginasTarea Semana 4Jorge Lorke Castillo CortezAún no hay calificaciones
- Conformado de Metales - 1Documento78 páginasConformado de Metales - 1CARLOS ANDRES DE ARMAS TRIVIÑOAún no hay calificaciones
- 06 - 1 Materiales UBBDocumento28 páginas06 - 1 Materiales UBBSebastian Arias CastilloAún no hay calificaciones
- Resumen Codigos GDocumento2 páginasResumen Codigos GCarlosOtinianoAún no hay calificaciones
- Tipos de RoscasDocumento33 páginasTipos de RoscasJose ChuyesAún no hay calificaciones
- 05 Obtencion de Carbonato de LitioDocumento8 páginas05 Obtencion de Carbonato de LitioKatriel Siñani MamaniAún no hay calificaciones
- Alzado P-14B: Corte A-ADocumento1 páginaAlzado P-14B: Corte A-AlventuraincioAún no hay calificaciones
- Examen Final Teoria Confo 2Documento3 páginasExamen Final Teoria Confo 2Bryson Daniel Gutierrez RafaelAún no hay calificaciones
- Sierra Maquina HerramientaDocumento27 páginasSierra Maquina HerramientaIRINOVA220% (2)
- Glab - S04 - Arojas - 2022 - 01-1Documento7 páginasGlab - S04 - Arojas - 2022 - 01-1MarcioAún no hay calificaciones
- Procedimiento-De-Fabricacion-De-Estanque - Red-Incendio-Santa-MatildeDocumento9 páginasProcedimiento-De-Fabricacion-De-Estanque - Red-Incendio-Santa-MatildeJanson CeaAún no hay calificaciones
- Ficha Técnica Rustex DesoxidanteDocumento2 páginasFicha Técnica Rustex Desoxidantevaniazzz100% (1)
- Ejercicio en Clase TornoDocumento6 páginasEjercicio en Clase TornodannisAún no hay calificaciones
- Sistemas Constructivos-Clase 8Documento94 páginasSistemas Constructivos-Clase 8ConInformatica directorioAún no hay calificaciones
- Modelos de Desarrollo en RusiaDocumento23 páginasModelos de Desarrollo en RusiaYubitsa Juana Carhuas Acu�aAún no hay calificaciones
- BR Foundry SpanishDocumento16 páginasBR Foundry SpanishricardoAún no hay calificaciones
- Capitulo 1 Distintos Tipos de CorrosionDocumento22 páginasCapitulo 1 Distintos Tipos de CorrosionPercyAlexanderAún no hay calificaciones
- Cartilla Konstantin GrcicDocumento7 páginasCartilla Konstantin Grcicjonathan2284Aún no hay calificaciones
- 83 El MolinoDocumento30 páginas83 El Molinoflorencia gerbaldoAún no hay calificaciones
- Interpretación de Planos - Actividad4Documento10 páginasInterpretación de Planos - Actividad4Roberto MaldonadoAún no hay calificaciones
- 22 SoldadorasDocumento9 páginas22 Soldadorasdaniela espinosaAún no hay calificaciones
- Lab S9Documento6 páginasLab S9Maria Pia BarrantesAún no hay calificaciones