También podría gustarte
- La Mujer Que Tocó El Borde de Su MantoDocumento5 páginasLa Mujer Que Tocó El Borde de Su MantodalenielriveraAún no hay calificaciones
- Control Interno InformaticoDocumento25 páginasControl Interno Informaticoosmar-david86% (7)
- MIOCAM Tomo I Ver 2Documento110 páginasMIOCAM Tomo I Ver 2Montecristo Vendeta92% (12)
- Proceso AdministrativoDocumento53 páginasProceso AdministrativoCristian Joel Chura VargasAún no hay calificaciones
- Trabajo Final Investigación de MercadosDocumento29 páginasTrabajo Final Investigación de MercadosGiovanna JD50% (4)
- SummaryDocumento2 páginasSummaryCristofer Erick Valdiviezo CallisayaAún no hay calificaciones
- Manual Institucional de Comunicaciones Con Perspectiva de Género.Documento126 páginasManual Institucional de Comunicaciones Con Perspectiva de Género.Atención VictimasAún no hay calificaciones
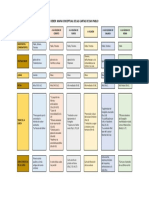
- Deber 2021 10 26 - Mapa Conceptual de Las Cartas de PabloDocumento1 páginaDeber 2021 10 26 - Mapa Conceptual de Las Cartas de PabloChristian Fernando100% (3)
- 2 - PolinomiosDocumento6 páginas2 - PolinomiosEmmanuel DíazAún no hay calificaciones
- ADULTERIODocumento54 páginasADULTERIORoberto Mejia AltamiranoAún no hay calificaciones
- Para ContinentesDocumento1 páginaPara ContinentesLiber RousAún no hay calificaciones
- Energia Geotermica - FinalDocumento29 páginasEnergia Geotermica - FinalHarold ZamoraAún no hay calificaciones
- Analisis Procesos HPTUDocumento11 páginasAnalisis Procesos HPTUlunaAún no hay calificaciones
- Acta Constitutiva 2Documento5 páginasActa Constitutiva 2alexistoquevilleAún no hay calificaciones
- Plan Marketing SurfDocumento13 páginasPlan Marketing SurfLamCast Aberrado XnotoyAún no hay calificaciones
- 002 Patrocinio y Otras Herramientas No Convencionales PDFDocumento13 páginas002 Patrocinio y Otras Herramientas No Convencionales PDFJorge IglesiasAún no hay calificaciones
- 01 SP 0010 Liber Porta Lucis PDFDocumento6 páginas01 SP 0010 Liber Porta Lucis PDFDiego Leon TobonAún no hay calificaciones
- Práctica 1. TardoantiguaDocumento3 páginasPráctica 1. Tardoantiguamarina100% (2)
- La Crisis MediambientalDocumento2 páginasLa Crisis MediambientalJoaquinAún no hay calificaciones
- Heraldos y Reyes de Armas en España PDFDocumento316 páginasHeraldos y Reyes de Armas en España PDFKirill ElokhinAún no hay calificaciones
- 2021 Magem 19-1 02 T PDFDocumento198 páginas2021 Magem 19-1 02 T PDFManuel CanazaAún no hay calificaciones
- Evaluacion Final KDocumento8 páginasEvaluacion Final KKelly Johanna Martinez OspinaAún no hay calificaciones
- Guia 1 Resumen Los Procesos Psicologicos 74865 20180607 20151127 001715Documento11 páginasGuia 1 Resumen Los Procesos Psicologicos 74865 20180607 20151127 001715Rommel Sebastian Rios RuzAún no hay calificaciones
- Gauna Juan Octavio Fallo CSJN PDFDocumento60 páginasGauna Juan Octavio Fallo CSJN PDFGonzalo CanéAún no hay calificaciones
- Algoritmo en Educación y FilosofíaDocumento3 páginasAlgoritmo en Educación y FilosofíaJeancarlo GarcíaAún no hay calificaciones
- NS-001 Norma Fundamental. Directrices para La Presentación de Las Guias, Normas Y Especificaciones TécnicasDocumento21 páginasNS-001 Norma Fundamental. Directrices para La Presentación de Las Guias, Normas Y Especificaciones TécnicasJose Abelardo GordilloAún no hay calificaciones
- Informe de Inspección Club Social Valledupar RequerimientosDocumento13 páginasInforme de Inspección Club Social Valledupar RequerimientosAlexander MezaAún no hay calificaciones
- Alfonso XIII y AnnualDocumento30 páginasAlfonso XIII y AnnualJuan Carlos DizAún no hay calificaciones
- Vicente GuerreroDocumento18 páginasVicente GuerreroCésar AníbalAún no hay calificaciones
- PencopolitanaDocumento13 páginasPencopolitanajoel zarabiaAún no hay calificaciones