También podría gustarte
- Ejercicios QuiDocumento2 páginasEjercicios QuiDavid Martinez HernandezAún no hay calificaciones
- David Alexander Martinez HernandezDocumento13 páginasDavid Alexander Martinez HernandezDavid Martinez HernandezAún no hay calificaciones
- David Martinez Parcial Electromagnetiscmo Primer Corte 2021Documento35 páginasDavid Martinez Parcial Electromagnetiscmo Primer Corte 2021David Martinez HernandezAún no hay calificaciones
- Aplicaciones de Sistemas de Ecuaciones Lineales Agosto 30Documento2 páginasAplicaciones de Sistemas de Ecuaciones Lineales Agosto 30David Martinez Hernandez0% (1)
- Resumen de La AsignaturaDocumento5 páginasResumen de La AsignaturaJENNIFER BRITO HERNANDEZAún no hay calificaciones
- Cuenca ChaccoDocumento31 páginasCuenca Chaccogilberto santiago cruz100% (1)
- Base Actas de Posesion 2012Documento25 páginasBase Actas de Posesion 2012PLN Juan Sebastian Tello MarínAún no hay calificaciones
- Actividad 3.3Documento1 páginaActividad 3.3Holger Enrique Carrillo RinconAún no hay calificaciones
- TEG DEFINITIVA Valdiviezo y Viña NOV21Documento84 páginasTEG DEFINITIVA Valdiviezo y Viña NOV21YelitzeAún no hay calificaciones
- La IdentidadDocumento2 páginasLa IdentidadAndrea FicacheAún no hay calificaciones
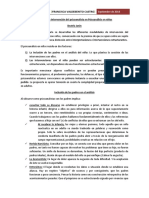
- Resumen Las Intervenciones Del Psicoanalista en Psicoanalisis Con Niños - JaninDocumento5 páginasResumen Las Intervenciones Del Psicoanalista en Psicoanalisis Con Niños - JaninFrancisca Valdebenito Castro100% (2)
- Prepa en Linea SEP Modulo 23Documento6 páginasPrepa en Linea SEP Modulo 23Ashley ValdesAún no hay calificaciones
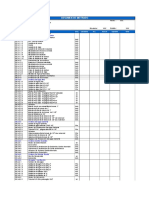
- Planilla de Metrado Instalaciones Sanitarias - IiDocumento11 páginasPlanilla de Metrado Instalaciones Sanitarias - IiMarco RLAún no hay calificaciones
- Ejemplo Plan de Gestión Social - Este Es La ProyeccionDocumento18 páginasEjemplo Plan de Gestión Social - Este Es La ProyeccionArinson Palacios MorenoAún no hay calificaciones
- Fases de La Teoria CientificaDocumento4 páginasFases de La Teoria CientificaMiguel AngelesAún no hay calificaciones
- Ensayo de Flexion Madera - Ejemplo de InformeDocumento14 páginasEnsayo de Flexion Madera - Ejemplo de InformePiero A. Montero de la Vega50% (4)
- Formulacion Marco LogicoDocumento91 páginasFormulacion Marco LogicoJavier NavarroAún no hay calificaciones
- m3 FsernaDocumento36 páginasm3 Fsernaconn76Aún no hay calificaciones
- Fronterización Del Espacio Hacia El NorteDocumento7 páginasFronterización Del Espacio Hacia El NorteMorales AlejandroAún no hay calificaciones
- Examen Judicatura 2018 DiciembreDocumento13 páginasExamen Judicatura 2018 DiciembresegundoalvarezsantillasAún no hay calificaciones
- Escala de Panico y Agorafobia de Badelow PDFDocumento4 páginasEscala de Panico y Agorafobia de Badelow PDFElias Castillo CastellanosAún no hay calificaciones
- Apuntes Sobre Los Contratos Atípicos o Innominados OkDocumento76 páginasApuntes Sobre Los Contratos Atípicos o Innominados OkMarcial Castro0% (1)
- El Rol Del Tutor en El Aula VirtualDocumento13 páginasEl Rol Del Tutor en El Aula VirtualJENNY GIRONAún no hay calificaciones
- Proyecto Aguas Negras y LluviasDocumento2 páginasProyecto Aguas Negras y LluviasÁngelFloresAún no hay calificaciones
- Identificación Mediante Pseudoaleatoria BinariaDocumento8 páginasIdentificación Mediante Pseudoaleatoria BinariaXavier GuillenAún no hay calificaciones
- Mecanismo Del Trabajo de PartoDocumento13 páginasMecanismo Del Trabajo de PartoMarlon Salguedo MadridAún no hay calificaciones
- Volumenes ChajnacayaDocumento14 páginasVolumenes ChajnacayaAlfredo Acuña0% (1)
- Eugenio SiragusaDocumento36 páginasEugenio Siragusaandres6969100% (1)
- Electro ST Á TicaDocumento4 páginasElectro ST Á TicaabrahamAún no hay calificaciones
- Resumen GFSIDocumento6 páginasResumen GFSICesar RodriguezAún no hay calificaciones
- Contenido Del Programa de Inducción Integral para La Empresa Tiendas Tambo SDocumento7 páginasContenido Del Programa de Inducción Integral para La Empresa Tiendas Tambo SJesús Daniel Ruiz FloresAún no hay calificaciones
- Trabajo Consumismo y Nuevos PobresDocumento17 páginasTrabajo Consumismo y Nuevos PobresAndrés N. Márquez100% (2)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Kanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)De EverandKanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)Calificación: 4.5 de 5 estrellas4.5/5 (6)
- Matemáticas Financieras, 2a. Edición: Bajo Normas Internacionales de Contabilidad y Normas Internacionales de Información FinancieraDe EverandMatemáticas Financieras, 2a. Edición: Bajo Normas Internacionales de Contabilidad y Normas Internacionales de Información FinancieraCalificación: 5 de 5 estrellas5/5 (1)
- Dirección estratégica de RR.HH.: Vol. 1. Gestión por competenciasDe EverandDirección estratégica de RR.HH.: Vol. 1. Gestión por competenciasCalificación: 4 de 5 estrellas4/5 (1)
- Responsabilidad social empresarial: Un desafío corporativoDe EverandResponsabilidad social empresarial: Un desafío corporativoAún no hay calificaciones
- Esquivar la mediocridad: Notas sobre management: complejidad, estrategia e innovaciónDe EverandEsquivar la mediocridad: Notas sobre management: complejidad, estrategia e innovaciónCalificación: 5 de 5 estrellas5/5 (1)
- Control interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónDe EverandControl interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónCalificación: 4.5 de 5 estrellas4.5/5 (8)
- Calidad de Aguas: Usos y AprovechamientoDe EverandCalidad de Aguas: Usos y AprovechamientoCalificación: 5 de 5 estrellas5/5 (1)
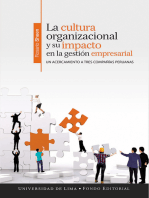
- La cultura organizacional y su impacto en la gestión empresarial: Un acercamiento a tres compañías peruanasDe EverandLa cultura organizacional y su impacto en la gestión empresarial: Un acercamiento a tres compañías peruanasCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Cómo Invertir En El Mercado De Valores Para PrincipiantesDe EverandCómo Invertir En El Mercado De Valores Para PrincipiantesCalificación: 4 de 5 estrellas4/5 (22)