También podría gustarte
- Ficha de Desinstalacion G 07Documento2 páginasFicha de Desinstalacion G 07Paulo GallardoAún no hay calificaciones
- Protocolo de Puesta A Tierra: Código: VG-SGC-RE-031 Fecha: Ene-23Documento1 páginaProtocolo de Puesta A Tierra: Código: VG-SGC-RE-031 Fecha: Ene-23Cesar FarfanAún no hay calificaciones
- Vg-Sgc-Re-031 - Rev0 - Reg de Puesta A TierraDocumento1 páginaVg-Sgc-Re-031 - Rev0 - Reg de Puesta A TierraCesar FarfanAún no hay calificaciones
- Evidencia 3 Formato Wps de SoldaduraDocumento6 páginasEvidencia 3 Formato Wps de SoldaduraCrisney BonillaAún no hay calificaciones
- Formato Instalacion - Desmonte de TrafosDocumento4 páginasFormato Instalacion - Desmonte de Trafosmirna lozanoAún no hay calificaciones
- Formato WPS A DiligenciarDocumento1 páginaFormato WPS A Diligenciarpaula andrea silva aguilarAún no hay calificaciones
- WPS Gmaw 001Documento1 páginaWPS Gmaw 001Armando MendietaAún no hay calificaciones
- (Esinco) 2005065 PDFDocumento3 páginas(Esinco) 2005065 PDFMartín Zambrano Londoño Supervisor SSL PSC ESINCOAún no hay calificaciones
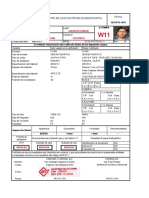
- w11 Renato CruzDocumento1 páginaw11 Renato CruzAlexander CangaAún no hay calificaciones
- Calificacion de SoldadoresDocumento1 páginaCalificacion de SoldadoresAlexander Canga100% (2)
- WPS 06 JUNTA Boquillas Tanque 62Documento2 páginasWPS 06 JUNTA Boquillas Tanque 62angel507pAún no hay calificaciones
- PCC.020.FO.03.R1 Verif Proc SoldDocumento1 páginaPCC.020.FO.03.R1 Verif Proc SoldJulio César Pérez MayoAún no hay calificaciones
- (Esinco) 2005066 PDFDocumento3 páginas(Esinco) 2005066 PDFMartín Zambrano Londoño Supervisor SSL PSC ESINCOAún no hay calificaciones
- Protocolo Conexionado Cable FuerzaDocumento1 páginaProtocolo Conexionado Cable FuerzaLuis Montecinos RubilarAún no hay calificaciones
- Protocolo de Prueba de Aislamiento: Proyecto: Cliente/ Superv.Documento1 páginaProtocolo de Prueba de Aislamiento: Proyecto: Cliente/ Superv.Cesar FarfanAún no hay calificaciones
- Vg-Sgc-Re-030 - Rev0 - Reg de Prueba de AislamientoDocumento1 páginaVg-Sgc-Re-030 - Rev0 - Reg de Prueba de AislamientoCesar FarfanAún no hay calificaciones
- Fopemec 024Documento1 páginaFopemec 024Luis Enciso M.Aún no hay calificaciones
- TraducidoDocumento4 páginasTraducidocarlos aquinoAún no hay calificaciones
- Formato WPSDocumento1 páginaFormato WPSmarco antonio vilchez valdiviezoAún no hay calificaciones
- W-14 SPC-002Documento1 páginaW-14 SPC-002danielAún no hay calificaciones
- Formato Nivel y PlomeoDocumento1 páginaFormato Nivel y PlomeoKarla AvilaAún no hay calificaciones
- WPQ Miduval Smaw (3f)Documento6 páginasWPQ Miduval Smaw (3f)Carlos MorenoAún no hay calificaciones
- WPS-PrecalificadosDocumento13 páginasWPS-PrecalificadosGerardoYanez50% (2)
- PQR Tam 1309 AllDocumento2 páginasPQR Tam 1309 AllGerardoYanezAún no hay calificaciones
- I-PR-CLT-008A-F01 Regulación de CableDocumento1 páginaI-PR-CLT-008A-F01 Regulación de CableDarwin De Las SalasAún no hay calificaciones
- PQR Serv 001 Api 1104Documento14 páginasPQR Serv 001 Api 1104Atilio BarriosAún no hay calificaciones
- 1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECDocumento1 página1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECabraham.rodriguez.cwi246100% (1)
- PQR Asme IxDocumento1 páginaPQR Asme IxEDEN GONZALEZAún no hay calificaciones
- NL - 3000 - CN - FRM - Ip3 - Eeb - Qa - 000268 Rev1 Formato de Pruebas de Aislamiento y Continuidad para Cables Instrumentación y ControlDocumento1 páginaNL - 3000 - CN - FRM - Ip3 - Eeb - Qa - 000268 Rev1 Formato de Pruebas de Aislamiento y Continuidad para Cables Instrumentación y ControlCoAún no hay calificaciones
- Formato Instalacion - Desmonte de TrafosDocumento6 páginasFormato Instalacion - Desmonte de TrafosJose David Charris BeltranAún no hay calificaciones
- VG SGC Re 039 - Rev0 - Reg de Tuberías HdpeDocumento1 páginaVG SGC Re 039 - Rev0 - Reg de Tuberías HdpeCesar FarfanAún no hay calificaciones
- CCO-REG-04 - Calificacion de Procedimiento de Soldadura - V1Documento2 páginasCCO-REG-04 - Calificacion de Procedimiento de Soldadura - V1Cristian Xavier Avendaño BelloAún no hay calificaciones
- WPS PQR WPQ Aws D1.1 SmawDocumento5 páginasWPS PQR WPQ Aws D1.1 SmawBrayan Montalban Garcia100% (2)
- WPS LabDocumento1 páginaWPS LabDaniel ZapataAún no hay calificaciones
- F-Asc-003.10 Especificaciones de Procedimiento de Soldadura (WPS)Documento2 páginasF-Asc-003.10 Especificaciones de Procedimiento de Soldadura (WPS)C47050500Aún no hay calificaciones
- Elaboración de WPSS, Pqrs y WPQ para La Empresa Chía Peñalosa Ingeniería-44-45Documento2 páginasElaboración de WPSS, Pqrs y WPQ para La Empresa Chía Peñalosa Ingeniería-44-45Tita AstudilloAún no hay calificaciones
- Eriez Metal Detector 1200 Series Trough Conveyor Spec SheetDocumento3 páginasEriez Metal Detector 1200 Series Trough Conveyor Spec SheetCHARLES DANIEL JACAY LINOAún no hay calificaciones
- WPQ Tuberia API Diametros MenoresDocumento11 páginasWPQ Tuberia API Diametros MenoresArmando JoyaAún no hay calificaciones
- WPS - GMAW Poblete y CastilloDocumento1 páginaWPS - GMAW Poblete y CastilloPOBLETE Y CASTILLO LIMITADAAún no hay calificaciones
- Procedimiento de Soldadura EpsDocumento1 páginaProcedimiento de Soldadura EpsEdward CoraspeAún no hay calificaciones
- Verificación de Terminación de Cable de Media y Alta TensiónDocumento1 páginaVerificación de Terminación de Cable de Media y Alta TensiónLUIS MIGUEL PALOMINO YURIVILCAAún no hay calificaciones
- Ce7 F Cci 004 Prueba de LazoDocumento3 páginasCe7 F Cci 004 Prueba de LazoLAURENY MARGARITAAún no hay calificaciones
- Ce7-F-Cci-004 Prueba de LazoDocumento3 páginasCe7-F-Cci-004 Prueba de LazoLAURENY MARGARITAAún no hay calificaciones
- Cfca-050 Penetrant Dye Test Rev.2 Ft-912 4775Documento1 páginaCfca-050 Penetrant Dye Test Rev.2 Ft-912 4775Francis Alberto Espinosa PerezAún no hay calificaciones
- FOPECIV - 004 Inspección de Acero de Refuerzo - Versión 1Documento1 páginaFOPECIV - 004 Inspección de Acero de Refuerzo - Versión 1Luis Enciso M.Aún no hay calificaciones
- WPQ de WPS-33Documento4 páginasWPQ de WPS-33MA RCasasAún no hay calificaciones
- Copia de Formato de Especificiacion Del Procedimientos de Soldadura WpsDocumento4 páginasCopia de Formato de Especificiacion Del Procedimientos de Soldadura WpsVELASQUEZNEOAún no hay calificaciones
- K137 Fo 5216.INST QA.05 01 Inspeccion Visual de SoldaduraDocumento1 páginaK137 Fo 5216.INST QA.05 01 Inspeccion Visual de SoldaduravictorAún no hay calificaciones
- Verificación Topográfica (Pendiente de Tuberia HDPE)Documento1 páginaVerificación Topográfica (Pendiente de Tuberia HDPE)Rina GuillenAún no hay calificaciones
- CTG-G33-08-0002-GN Rev o CTG DPSDocumento13 páginasCTG-G33-08-0002-GN Rev o CTG DPSHernan Alonso BravoAún no hay calificaciones
- Fopemec 023Documento2 páginasFopemec 023Luis Enciso M.Aún no hay calificaciones
- PQR Api 1104Documento1 páginaPQR Api 1104EDEN GONZALEZAún no hay calificaciones
- QC-I-005 Certificación de La Instalación - V1Documento1 páginaQC-I-005 Certificación de La Instalación - V1Romina PortilloAún no hay calificaciones
- WPS Precalificado AURIN FCAWDocumento6 páginasWPS Precalificado AURIN FCAWUltrasonidoIndustrialMonclovaSendycca100% (2)
- Asme - 001 - Swps-Ac-Gmaw-001 BusaDocumento2 páginasAsme - 001 - Swps-Ac-Gmaw-001 BusaeduardoAún no hay calificaciones
- Desfibriladores Nihon Kohden Cardiolife TEC-5600 Series - FormatoDocumento2 páginasDesfibriladores Nihon Kohden Cardiolife TEC-5600 Series - Formatosebasmejia99179Aún no hay calificaciones
- Prueba Dielectrica Gvy049Documento2 páginasPrueba Dielectrica Gvy049Gustavo RussillAún no hay calificaciones
- WPQ Fcaw LafDocumento1 páginaWPQ Fcaw LafDidier LZAún no hay calificaciones
- Certificado Calidad Caño de CalificaciónDocumento2 páginasCertificado Calidad Caño de CalificaciónGabriel GaraventaAún no hay calificaciones
- V070509 2Documento1 páginaV070509 2Gabriel GaraventaAún no hay calificaciones
- Estudio de Caso para Examen AI ISO 45001 Parte 3Documento2 páginasEstudio de Caso para Examen AI ISO 45001 Parte 3Gabriel GaraventaAún no hay calificaciones
- WPS 21806 - Nivel II 2021 - TP CalificacionDocumento2 páginasWPS 21806 - Nivel II 2021 - TP CalificacionGabriel GaraventaAún no hay calificaciones
- Datos Soldador TP CalificacionDocumento1 páginaDatos Soldador TP CalificacionGabriel GaraventaAún no hay calificaciones
- V200621 0001Documento1 páginaV200621 0001Gabriel GaraventaAún no hay calificaciones
- RXDocumento1 páginaRXGabriel GaraventaAún no hay calificaciones
- Nsmail 2Documento2 páginasNsmail 2Gabriel GaraventaAún no hay calificaciones
- V200658Documento1 páginaV200658Gabriel GaraventaAún no hay calificaciones
- Cert 24876Documento20 páginasCert 24876Gabriel GaraventaAún no hay calificaciones
- 1Documento11 páginas1Gabriel GaraventaAún no hay calificaciones
- Protocolo Preventivo - AgregadosDocumento2 páginasProtocolo Preventivo - AgregadosGabriel GaraventaAún no hay calificaciones
- Cert 24539-2-14Documento14 páginasCert 24539-2-14Gabriel GaraventaAún no hay calificaciones
- Plan de Capacitacion 2020Documento3 páginasPlan de Capacitacion 2020Gabriel GaraventaAún no hay calificaciones
- Qempresa TecnologiaDocumento63 páginasQempresa TecnologiaGabriel GaraventaAún no hay calificaciones
- Cartel-Residuos EspecialesDocumento1 páginaCartel-Residuos EspecialesGabriel GaraventaAún no hay calificaciones
- Norma ISO9001Documento1 páginaNorma ISO9001Gabriel GaraventaAún no hay calificaciones
- FCGES-13 Plan de Auditoria - (ISO 14001)Documento1 páginaFCGES-13 Plan de Auditoria - (ISO 14001)Gabriel Garaventa100% (4)
- Norma ISO9001Documento1 páginaNorma ISO9001Gabriel GaraventaAún no hay calificaciones
- Enviado A Cotizar PDFDocumento2 páginasEnviado A Cotizar PDFGabriel GaraventaAún no hay calificaciones
- TP Financiero-Grif Rev 01Documento6 páginasTP Financiero-Grif Rev 01Gabriel GaraventaAún no hay calificaciones
- IR 4100111471 VALMEC 001 SignedDocumento5 páginasIR 4100111471 VALMEC 001 SignedGabriel GaraventaAún no hay calificaciones
- Calculo de La Tasa de Descuento - CapmDocumento9 páginasCalculo de La Tasa de Descuento - CapmWalter CamposAún no hay calificaciones
- Modelos de Regresion AnalisisDocumento18 páginasModelos de Regresion AnalisisGabriel GaraventaAún no hay calificaciones
- Calculo de La Tasa de Descuento - CapmDocumento9 páginasCalculo de La Tasa de Descuento - CapmWalter CamposAún no hay calificaciones
- Tablas de RoscasDocumento23 páginasTablas de RoscasJunior Balabarca100% (1)
- Cert 21170Documento18 páginasCert 21170Gabriel GaraventaAún no hay calificaciones
- Norma ISO9001Documento1 páginaNorma ISO9001Gabriel GaraventaAún no hay calificaciones
- PRESENTACION2Documento19 páginasPRESENTACION2Gabriel GaraventaAún no hay calificaciones
- Plan de Accion Matematicas Grado 2°Documento3 páginasPlan de Accion Matematicas Grado 2°Sara Garcia100% (1)
- TiroidesDocumento7 páginasTiroidesschneider calderon hidalgoAún no hay calificaciones
- EI Basado en Densidad para Identificacion de OutliersDocumento5 páginasEI Basado en Densidad para Identificacion de OutliersFacundo PiotroskiAún no hay calificaciones
- La Guia Completa para Pruebas de AislamiDocumento76 páginasLa Guia Completa para Pruebas de AislamiJuan Carlos Lopez TrejoAún no hay calificaciones
- Examen de 125 UCRDocumento18 páginasExamen de 125 UCRSiffeeAún no hay calificaciones
- Firmicus Maternus Libros 1 Al 3Documento95 páginasFirmicus Maternus Libros 1 Al 3Elías D. MolinsAún no hay calificaciones
- Metodos de Separacion I 2022Documento13 páginasMetodos de Separacion I 2022Irenise AguilaAún no hay calificaciones
- Presentación 1Documento60 páginasPresentación 1Luis Enrique100% (1)
- Puntos MaterialesDocumento153 páginasPuntos MaterialesAlf Rob50% (2)
- Clase 9. Biología de Los EcosistemasDocumento17 páginasClase 9. Biología de Los EcosistemasCesar Britos AquinoAún no hay calificaciones
- Curso de Física Teórica. Vol 1. MecánicaDocumento40 páginasCurso de Física Teórica. Vol 1. MecánicaMartín Vuelta100% (1)
- Investigación OperativaDocumento95 páginasInvestigación OperativaDaya AlvarezAún no hay calificaciones
- Capítulo 2-Límites y Continuidad (19669)Documento28 páginasCapítulo 2-Límites y Continuidad (19669)HetsskuniAún no hay calificaciones
- Examen FinalDocumento4 páginasExamen FinalJorge Alatrista RojasAún no hay calificaciones
- Deformación Por CorteDocumento19 páginasDeformación Por Cortepedro valenciaAún no hay calificaciones
- Definición de AnatomíaDocumento4 páginasDefinición de AnatomíaTirso Alcantara FamiliaAún no hay calificaciones
- Tema 50 y 51 - Muestra-Tem-Fisica-Y-Quimica-Iii PDFDocumento30 páginasTema 50 y 51 - Muestra-Tem-Fisica-Y-Quimica-Iii PDFJuanLoredo100% (4)
- LocucionesDocumento4 páginasLocucionesmartinanovello18Aún no hay calificaciones
- Pt-Op-Gua-006 Man. y Calibracion Sensor de DensidadDocumento11 páginasPt-Op-Gua-006 Man. y Calibracion Sensor de DensidadKampfer GuanacoAún no hay calificaciones
- Resumen Estadística 3Documento102 páginasResumen Estadística 3Tobias LuceroAún no hay calificaciones
- Práctico 1 FI2019Documento2 páginasPráctico 1 FI2019Elizabeth Núñez GrenoAún no hay calificaciones
- CCN-IIITE-CD-00001-0 Criterios de Diseño PDFDocumento84 páginasCCN-IIITE-CD-00001-0 Criterios de Diseño PDFRoberto Jesús CastilloAún no hay calificaciones
- Taller Grupal #4Documento4 páginasTaller Grupal #4Hugo AlcántaraAún no hay calificaciones
- Métodos de InvestigaciónDocumento62 páginasMétodos de InvestigaciónMauricio MuyusAún no hay calificaciones
- Elemento QuímicoDocumento3 páginasElemento QuímicoGiovanni DearaAún no hay calificaciones
- Taller CasoAteneaSoftDocumento2 páginasTaller CasoAteneaSoftDaniel Vargas CeliAún no hay calificaciones
- Error en Estado EstableDocumento4 páginasError en Estado EstableGILARIAS77Aún no hay calificaciones
- Problemas de Sistemas CombinacionalesDocumento2 páginasProblemas de Sistemas CombinacionalesOscar Hugo Cancho HuacchaAún no hay calificaciones
- Cuestionario SuerteDocumento2 páginasCuestionario SuerteJösê Jîmënēż100% (1)
- Ondas Estacionarias-Sebastián GonzalesDocumento9 páginasOndas Estacionarias-Sebastián GonzalesSantiagoAún no hay calificaciones