También podría gustarte
- Proyecto de MaracuyaDocumento25 páginasProyecto de Maracuyabamiro80% (75)
- Lora eDocumento50 páginasLora eElian BravoAún no hay calificaciones
- DurroDocumento79 páginasDurroElian BravoAún no hay calificaciones
- Semana 4Documento7 páginasSemana 4Elian BravoAún no hay calificaciones
- Ficha Semana Dos CDocumento15 páginasFicha Semana Dos CElian BravoAún no hay calificaciones
- Semana 4 3roDocumento1 páginaSemana 4 3roElian BravoAún no hay calificaciones
- Semana 4-1Documento9 páginasSemana 4-1Elian BravoAún no hay calificaciones
- Eeff 2Documento4 páginasEeff 2Elian BravoAún no hay calificaciones
- P1 Matematicas 3erosDocumento5 páginasP1 Matematicas 3erosElian BravoAún no hay calificaciones
- JulioDocumento7 páginasJulioElian BravoAún no hay calificaciones
- Ficha Pedagógica Del Proyecto Científico HumanisticoDocumento39 páginasFicha Pedagógica Del Proyecto Científico HumanisticoElian BravoAún no hay calificaciones
- Convocadoria A Padre 2Documento2 páginasConvocadoria A Padre 2Elian BravoAún no hay calificaciones
- Semana 5 3roDocumento1 páginaSemana 5 3roElian BravoAún no hay calificaciones
- TERCEROSDocumento5 páginasTERCEROSElian BravoAún no hay calificaciones
- Planificacion Unidad 0 Biologia 3Documento3 páginasPlanificacion Unidad 0 Biologia 3Elian BravoAún no hay calificaciones
- Ficha Semana Dos CDocumento15 páginasFicha Semana Dos CElian BravoAún no hay calificaciones
- Ficha Semana TresDocumento15 páginasFicha Semana TresElian BravoAún no hay calificaciones
- JulioDocumento7 páginasJulioElian BravoAún no hay calificaciones
- Ficha Semana CuatroDocumento14 páginasFicha Semana CuatroElian BravoAún no hay calificaciones
- MayoDocumento7 páginasMayoElian BravoAún no hay calificaciones
- Ficha Semana UnoDocumento15 páginasFicha Semana UnoElian BravoAún no hay calificaciones
- Manual Del Cultivo de Maracuya PDFDocumento24 páginasManual Del Cultivo de Maracuya PDFmeyerhuaranga100% (1)
- JulioDocumento8 páginasJulioElian BravoAún no hay calificaciones
- JulioDocumento7 páginasJulioElian BravoAún no hay calificaciones
- Ficha Semana CuatroDocumento14 páginasFicha Semana CuatroElian BravoAún no hay calificaciones
- Ficha Semana Dos CDocumento15 páginasFicha Semana Dos CElian BravoAún no hay calificaciones
- Ficha Semana TresDocumento15 páginasFicha Semana TresElian BravoAún no hay calificaciones
- Ficha Semana TresDocumento15 páginasFicha Semana TresElian BravoAún no hay calificaciones
- JunioDocumento7 páginasJunioElian BravoAún no hay calificaciones
- AST-BT-123 Instalación de Condensadores en Cajas Portamedidores BT MonofásicasDocumento5 páginasAST-BT-123 Instalación de Condensadores en Cajas Portamedidores BT MonofásicasYhonny RicraAún no hay calificaciones
- Descripción Del Esquema de La Maquina SíncronaDocumento3 páginasDescripción Del Esquema de La Maquina SíncronaNURY FABIOLA JORDAN TORRESAún no hay calificaciones
- 5 Fuentes de LuzDocumento106 páginas5 Fuentes de LuzChris S. M.Aún no hay calificaciones
- Urp 2019 II Eei Guía 4 - RCDocumento4 páginasUrp 2019 II Eei Guía 4 - RCWilly Alexander Atauchi PalominoAún no hay calificaciones
- Practica 2 Potencia Activa Conexion EstrellaDocumento11 páginasPractica 2 Potencia Activa Conexion EstrellaJose Brandon Verde SaavedraAún no hay calificaciones
- Codigo en VHDLDocumento6 páginasCodigo en VHDLGabriel Ch MendezAún no hay calificaciones
- E - S (Dnet) ZxIy PSA RockwellDocumento25 páginasE - S (Dnet) ZxIy PSA RockwellEva SuárezAún no hay calificaciones
- Simbolos Electricos Del Automovil PDFDocumento2 páginasSimbolos Electricos Del Automovil PDFSerchTapia100% (1)
- 1 Irfz44nDocumento4 páginas1 Irfz44nWilliam MasterAún no hay calificaciones
- Incendio - Mircom - 2016 FINALDocumento5 páginasIncendio - Mircom - 2016 FINALFelixAún no hay calificaciones
- Metodo de AronDocumento3 páginasMetodo de AronNicolás AlegreAún no hay calificaciones
- Tarea 1 Instalaciones Electricas G80 - Bernardo AquinoDocumento3 páginasTarea 1 Instalaciones Electricas G80 - Bernardo AquinoBernardo AquinoAún no hay calificaciones
- Clase 10Documento23 páginasClase 10franco100% (4)
- Catalogo ATERSADocumento52 páginasCatalogo ATERSAkuno19770% (1)
- Práctica 3-Ii (Ampliación)Documento8 páginasPráctica 3-Ii (Ampliación)Kacper KlimasAún no hay calificaciones
- Unidad 2 - Fundamentos de Hardware Del ComputadorDocumento88 páginasUnidad 2 - Fundamentos de Hardware Del ComputadorFernando Espinal RodríguezAún no hay calificaciones
- Fuerza Contraelectromotriz InvestDocumento11 páginasFuerza Contraelectromotriz InvestShujeira MendezAún no hay calificaciones
- Reporte Medicion de TierrasDocumento22 páginasReporte Medicion de TierrasHernan Rojas100% (19)
- 1.ficha de Producto Altistart - 01 - ATS01N206LUDocumento5 páginas1.ficha de Producto Altistart - 01 - ATS01N206LUJose Manuel Moa PerezAún no hay calificaciones
- Informe Relacion y Polaridad Del TransformadorDocumento6 páginasInforme Relacion y Polaridad Del TransformadorjesusAún no hay calificaciones
- 2 - Alg - 5° UNI - Cap9 - 2021Documento14 páginas2 - Alg - 5° UNI - Cap9 - 2021DepsoAún no hay calificaciones
- El Motor Monofasico de Fase Hendida I v1Documento14 páginasEl Motor Monofasico de Fase Hendida I v1Cristhiam De LeónAún no hay calificaciones
- Aproximación ElípticaDocumento21 páginasAproximación ElípticaJulvicent Davila FuentesAún no hay calificaciones
- Cuestionario Unidad 1Documento4 páginasCuestionario Unidad 1Enrique MartinezAún no hay calificaciones
- Fichas TecnicasDocumento9 páginasFichas Tecnicaskeyla yuneriAún no hay calificaciones
- Análisis de Las Pruebas de Una Red Óptica PasivaDocumento1 páginaAnálisis de Las Pruebas de Una Red Óptica Pasivahrga hrgaAún no hay calificaciones
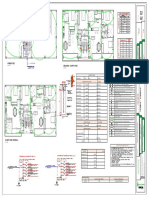
- Primer Piso Segundo - Cuarto Piso: L E Y E N D ADocumento1 páginaPrimer Piso Segundo - Cuarto Piso: L E Y E N D Arenato miguel apaza apaza roblesAún no hay calificaciones
- Actividad 5 Partes Del TransformadorDocumento11 páginasActividad 5 Partes Del Transformadorfernanda arellanoAún no hay calificaciones
- Riesgo Electrico en Baja TensionDocumento13 páginasRiesgo Electrico en Baja TensionLubismar BMAún no hay calificaciones
- Imaq0110 FicDocumento49 páginasImaq0110 FicvitoAún no hay calificaciones