También podría gustarte
- Evaluacion Ayudante RespuestasDocumento5 páginasEvaluacion Ayudante RespuestasYko Leon0% (1)
- Práctica 2 - Mecánica de FluidosDocumento11 páginasPráctica 2 - Mecánica de FluidosAndrea GonzálezAún no hay calificaciones
- Programa Vba Autocad AsmeDocumento289 páginasPrograma Vba Autocad AsmeRicardo LópezAún no hay calificaciones
- Actividad 6 Practica Manufactura Solucion TornoDocumento4 páginasActividad 6 Practica Manufactura Solucion TornoLuis Javier Cartagena Ajuacho100% (1)
- Formato Cursograma AnaliticoDocumento1 páginaFormato Cursograma AnaliticoMariana ObregonAún no hay calificaciones
- MERCA TEMA VLLDocumento4 páginasMERCA TEMA VLLGerardo SánchezAún no hay calificaciones
- Tarea Higiene OscarDocumento1 páginaTarea Higiene OscarGerardo SánchezAún no hay calificaciones
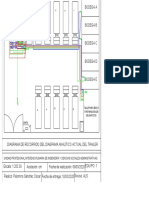
- Diagrama de Recorrido de Diagrama Analitico Actual 1Documento1 páginaDiagrama de Recorrido de Diagrama Analitico Actual 1Gerardo SánchezAún no hay calificaciones
- Practica Numero 5Documento4 páginasPractica Numero 5Gerardo SánchezAún no hay calificaciones
- MERCA TEMA VLLDocumento4 páginasMERCA TEMA VLLGerardo SánchezAún no hay calificaciones
- Analisis Economico Grupo - CarsoDocumento4 páginasAnalisis Economico Grupo - CarsoGerardo SánchezAún no hay calificaciones
- Cuadro Sinoptico Ensayos No Destructivos Palomino Sánchez Oscar Gerardo 2015140578Documento1 páginaCuadro Sinoptico Ensayos No Destructivos Palomino Sánchez Oscar Gerardo 2015140578Gerardo SánchezAún no hay calificaciones
- NanananaDocumento1 páginaNanananaGerardo SánchezAún no hay calificaciones
- M05 S1 Estructura de Los Textos Argumentativos PDFDocumento3 páginasM05 S1 Estructura de Los Textos Argumentativos PDFRUBEN VELAZQUEZ LOPEZAún no hay calificaciones
- LIQUIDOS PENETRANTES . - Clase 7Documento18 páginasLIQUIDOS PENETRANTES . - Clase 7Gerardo SánchezAún no hay calificaciones
- Introduccion A Las Pnd. Clase 6Documento27 páginasIntroduccion A Las Pnd. Clase 6Gerardo SánchezAún no hay calificaciones
- Trabajo de Investigación Final - Logistica Industrial - 4iv73Documento240 páginasTrabajo de Investigación Final - Logistica Industrial - 4iv73Gerardo SánchezAún no hay calificaciones
- Entorno Juridico de La Empresa Resumen PDFDocumento2 páginasEntorno Juridico de La Empresa Resumen PDFGerardo SánchezAún no hay calificaciones
- Tabla Ce e Inspección Visual PDFDocumento2 páginasTabla Ce e Inspección Visual PDFGerardo SánchezAún no hay calificaciones
- LA PROPIEDAD INTELECTUAL E INDUSTRIA Resumen UnoDocumento2 páginasLA PROPIEDAD INTELECTUAL E INDUSTRIA Resumen UnoGerardo SánchezAún no hay calificaciones
- Ley de La Propiedad Industrial CompletoDocumento4 páginasLey de La Propiedad Industrial CompletoGerardo SánchezAún no hay calificaciones
- 2 Ibd1 Mecanica Industrial IDocumento9 páginas2 Ibd1 Mecanica Industrial IKike Andres100% (1)
- Entorno Juridico de La Empresa Resumen PDFDocumento2 páginasEntorno Juridico de La Empresa Resumen PDFGerardo SánchezAún no hay calificaciones
- Ingenieria de La Productividad Trabajo VivasDocumento1 páginaIngenieria de La Productividad Trabajo VivasGerardo SánchezAún no hay calificaciones
- Mecanica de Materiales Fitzgerald PDFDocumento578 páginasMecanica de Materiales Fitzgerald PDFGerardo SánchezAún no hay calificaciones
- BlablablaDocumento3 páginasBlablablaGerardo SánchezAún no hay calificaciones
- Tecnicas de MuestreoDocumento3 páginasTecnicas de MuestreoGerardo SánchezAún no hay calificaciones
- Necesidad de Contar Con Un Plan de Vida y CarreraDocumento3 páginasNecesidad de Contar Con Un Plan de Vida y CarreraGerardo SánchezAún no hay calificaciones
- 1.3 CompresoresDocumento1 página1.3 CompresoresGerardo SánchezAún no hay calificaciones
- Practica 3 NeumaticaDocumento8 páginasPractica 3 NeumaticaGerardo SánchezAún no hay calificaciones
- UAP - Sistemas - Neumáticos e Hidráulicos PDFDocumento13 páginasUAP - Sistemas - Neumáticos e Hidráulicos PDFGerardo SánchezAún no hay calificaciones
- REV6 - Marco para Lona - Gabarra Carolina-MDocumento26 páginasREV6 - Marco para Lona - Gabarra Carolina-MJulio César Párraga Curiel100% (1)
- Lista de PreciosDocumento2 páginasLista de PreciosSergio GarciaAún no hay calificaciones
- Informe Ept-ElectricidadDocumento17 páginasInforme Ept-ElectricidadJose Rodrigo CordovaAún no hay calificaciones
- Laboratorio 238Documento2 páginasLaboratorio 238Marlon Madroñero YelaAún no hay calificaciones
- Prova 1 2903Documento8 páginasProva 1 2903Olívia Dianna Oliveira GomesAún no hay calificaciones
- EstríasDocumento5 páginasEstríasAlejandro Ernesto Medina100% (1)
- Corte de Las Ranurasde La Culata Enuna Superficie de Union LisaDocumento8 páginasCorte de Las Ranurasde La Culata Enuna Superficie de Union LisaJOSEAún no hay calificaciones
- Informe Producto - Maquina Herramienta Torno Universal Original-1Documento28 páginasInforme Producto - Maquina Herramienta Torno Universal Original-1Anibal Chavarria jimenesAún no hay calificaciones
- Plano de Un HusilloDocumento7 páginasPlano de Un HusilloRUBEN DARIO GOMEZ GOMEZAún no hay calificaciones
- Ut N°4 EecolDocumento4 páginasUt N°4 EecolAlex SalasAún no hay calificaciones
- Diseño de Loza ParqueaderoDocumento55 páginasDiseño de Loza Parqueaderorafael elias ramirez lunaAún no hay calificaciones
- AVB5535EXTDocumento2 páginasAVB5535EXTAlbisAún no hay calificaciones
- BTI Guia Rapida Externa Implante Tiny, Implante ExternaDocumento11 páginasBTI Guia Rapida Externa Implante Tiny, Implante ExternaEnrique Ugalde100% (1)
- Izaje de Cargas ProyectoDocumento35 páginasIzaje de Cargas ProyectoBritani FloresAún no hay calificaciones
- Examen CepunsA EspecialidadDocumento10 páginasExamen CepunsA EspecialidadJhiampier adicionalAún no hay calificaciones
- Desmontaje y Montaje Del Mecanismo-1Documento12 páginasDesmontaje y Montaje Del Mecanismo-1Frang MoscosoAún no hay calificaciones
- MR2 Owners Manual-SPN PDFDocumento76 páginasMR2 Owners Manual-SPN PDFJorge Enrique Galvis TorresAún no hay calificaciones
- Ejercicios Tercer ParcialDocumento5 páginasEjercicios Tercer ParcialRodrigoAún no hay calificaciones
- Sierra RadialDocumento3 páginasSierra RadialDaniela GonzalezAún no hay calificaciones
- 08 Fuente de Alimentecion para LaboratorioDocumento6 páginas08 Fuente de Alimentecion para LaboratorioAriel Villca PayeAún no hay calificaciones
- RELOJESDocumento4 páginasRELOJESjavier rojasAún no hay calificaciones
- Impresiones Primarias en PPFDocumento2 páginasImpresiones Primarias en PPFMarianoFriasAún no hay calificaciones
- Material AbsorbibleDocumento16 páginasMaterial Absorbibleyisel florianAún no hay calificaciones
- Manual de Usuario Ariston Thermo PRO R 50 V (Español - 15 Páginas)Documento1 páginaManual de Usuario Ariston Thermo PRO R 50 V (Español - 15 Páginas)Electrom Mantención y ReparaciónAún no hay calificaciones
- Copia de LISTA MEC 2245 B 1-21 PR2Documento2 páginasCopia de LISTA MEC 2245 B 1-21 PR2armandoAún no hay calificaciones
- Ficha Ternica RiesgoDocumento9 páginasFicha Ternica RiesgoDiego Fernando SOGAMOSO SUAREZAún no hay calificaciones