También podría gustarte
- Informe N4 CNC GR1 (Pacalla Quispe)Documento12 páginasInforme N4 CNC GR1 (Pacalla Quispe)Kevin QuispeAún no hay calificaciones
- LSPM GR3 PR4 Quispe - SalazarDocumento4 páginasLSPM GR3 PR4 Quispe - SalazarKevin Quispe100% (1)
- Eficiencia RefrigeradoraDocumento4 páginasEficiencia RefrigeradoraKevin QuispeAún no hay calificaciones
- Eficiencia MicroondasDocumento3 páginasEficiencia MicroondasKevin QuispeAún no hay calificaciones
- Grafica Popular Mexicana - Enrique SotoDocumento350 páginasGrafica Popular Mexicana - Enrique SotoAngelAún no hay calificaciones
- Diagramas InformaticosDocumento8 páginasDiagramas InformaticosPablo HernandezAún no hay calificaciones
- GUIA AGREE - ARTICULO 4.en - Es PDFDocumento2 páginasGUIA AGREE - ARTICULO 4.en - Es PDFAstrid Martinez CastilloAún no hay calificaciones
- Apunte de CostooosDocumento254 páginasApunte de CostooosMaru MendezAún no hay calificaciones
- Mi Smart Band 5Documento4 páginasMi Smart Band 5CarlosmabAún no hay calificaciones
- ORGANIZACIÓN de YahooDocumento6 páginasORGANIZACIÓN de YahooDaniel Fernando100% (2)
- Sorteo Report PDFDocumento14 páginasSorteo Report PDFJm LeonAún no hay calificaciones
- Taller 3.4 - Christian SánchezDocumento3 páginasTaller 3.4 - Christian SánchezCris SanAún no hay calificaciones
- MapaCurricularEXPRESION GRÁFICA DIGITALDocumento2 páginasMapaCurricularEXPRESION GRÁFICA DIGITALJosué Durón MuñozAún no hay calificaciones
- Los Procedimientos de Cierre de Pozo eDocumento4 páginasLos Procedimientos de Cierre de Pozo eCristian Corredor LuqueAún no hay calificaciones
- Ejemplo Propuesta de Proyecto IIIDocumento10 páginasEjemplo Propuesta de Proyecto IIILeidy VelascoAún no hay calificaciones
- Fallas Más Comunes de Un Sistema de Refrigeración y Cómo SolucionarloDocumento11 páginasFallas Más Comunes de Un Sistema de Refrigeración y Cómo SolucionarloFranz CorasAún no hay calificaciones
- Nuevas Tendencias de La Administración Industria 4.0Documento19 páginasNuevas Tendencias de La Administración Industria 4.0Oscar SaldañaAún no hay calificaciones
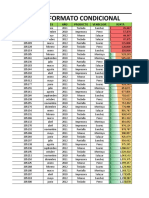
- Taller Formato CondicionalDocumento13 páginasTaller Formato CondicionalAndrés López AdkinsAún no hay calificaciones
- Encuesta de Adicciones A Las Nuevas TecnologiasDocumento6 páginasEncuesta de Adicciones A Las Nuevas Tecnologiasyamile bustosAún no hay calificaciones
- Evaluacion de Derechos de AutorDocumento4 páginasEvaluacion de Derechos de AutorJeison j Martinez espitiaAún no hay calificaciones
- Clase Ecuaciones LinealesDocumento22 páginasClase Ecuaciones LinealesLos Triple A BebésAún no hay calificaciones
- A2 LA EstadisticaDocumento1 páginaA2 LA EstadisticaRobinson Andres Mancilla EstupiñanAún no hay calificaciones
- Curp PDFDocumento1 páginaCurp PDFpaoyuAún no hay calificaciones
- Precios de InsucomsDocumento81 páginasPrecios de InsucomsCarlos AchónAún no hay calificaciones
- Plan de Trabajo de Aip-CrtDocumento4 páginasPlan de Trabajo de Aip-CrtSanta Rosa Carabayllo57% (7)
- Canales de DistribuciónDocumento4 páginasCanales de Distribuciónlya aguilar floresAún no hay calificaciones
- Expo de PublicidadDocumento3 páginasExpo de PublicidadOneill AlternativoAún no hay calificaciones
- Descripciones de PuestosDocumento19 páginasDescripciones de PuestosRaul ArizonaAún no hay calificaciones
- Cómo Hacer Una Guitarra de Cartón Paso A PasoDocumento3 páginasCómo Hacer Una Guitarra de Cartón Paso A PasoJose Sandoval100% (1)
- Tds Lukoil Geyser ST 32 v.2.2 EspDocumento1 páginaTds Lukoil Geyser ST 32 v.2.2 Espdeli gAún no hay calificaciones
- Bus InfinitoDocumento14 páginasBus InfinitoArmando CamposAún no hay calificaciones
- De Ciberseguridad A CiberguerraDocumento133 páginasDe Ciberseguridad A CiberguerraDIEGO MIGUEL SANCHEZ100% (1)
- Vdocuments - MX Manual Caldera Saunier Duval ThematekDocumento18 páginasVdocuments - MX Manual Caldera Saunier Duval ThematekitziarprietoAún no hay calificaciones
- Manual de Renovación ChileProveedores - Sin Contrato VigenteDocumento5 páginasManual de Renovación ChileProveedores - Sin Contrato VigenteChristian Alejandro Rivas FierroAún no hay calificaciones