También podría gustarte
- CentrifugacionDocumento16 páginasCentrifugacionJuan Jose Fuentes Fernandez100% (1)
- Ensayo de Jefferson Electricidad.Documento11 páginasEnsayo de Jefferson Electricidad.De La Cruz Vasquez JeffersonAún no hay calificaciones
- Análisis estadístico de la producción agroindustrial nacional 2019-2020Documento3 páginasAnálisis estadístico de la producción agroindustrial nacional 2019-2020De La Cruz Vasquez JeffersonAún no hay calificaciones
- Ley de Ohm y circuitos eléctricosDocumento7 páginasLey de Ohm y circuitos eléctricosDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Foro Temático Del Curso - Planeamiento EstrategicoDocumento4 páginasForo Temático Del Curso - Planeamiento EstrategicoDe La Cruz Vasquez Jefferson100% (1)
- Monografia de Centrifugacion JeffersonDocumento16 páginasMonografia de Centrifugacion JeffersonDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Administracion Financiera Foro 1 RousDocumento3 páginasAdministracion Financiera Foro 1 RousDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Administracion Financiera Foro 1 RousDocumento3 páginasAdministracion Financiera Foro 1 RousDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Proyecto de Mejora L&ADocumento4 páginasProyecto de Mejora L&ADe La Cruz Vasquez JeffersonAún no hay calificaciones
- Efectos de Los Tratamientos Térmicos en La Concentración de Vitamina CDocumento10 páginasEfectos de Los Tratamientos Térmicos en La Concentración de Vitamina CThony LRAún no hay calificaciones
- Foro Marketing Sangama Taricuarima Hilder A.Documento2 páginasForo Marketing Sangama Taricuarima Hilder A.De La Cruz Vasquez JeffersonAún no hay calificaciones
- Foro Marketing Sangama Taricuarima Hilder A.Documento2 páginasForo Marketing Sangama Taricuarima Hilder A.De La Cruz Vasquez JeffersonAún no hay calificaciones
- Ficha Actividad Estud. 1°2°Documento2 páginasFicha Actividad Estud. 1°2°De La Cruz Vasquez JeffersonAún no hay calificaciones
- Base de DatosDocumento2 páginasBase de DatosDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Evaluación cinética degradación vitamina C pulpa tumboDocumento62 páginasEvaluación cinética degradación vitamina C pulpa tumboDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Vitamina C 1 PDFDocumento9 páginasVitamina C 1 PDFRoberto PajueloAún no hay calificaciones
- Reologia en AlimentosDocumento168 páginasReologia en AlimentosvallellisAún no hay calificaciones
- Ingeniería Industrial 1025-9929: Issn: Fondo - Ed@ulima - Edu.peDocumento24 páginasIngeniería Industrial 1025-9929: Issn: Fondo - Ed@ulima - Edu.peDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Valor D Valor ZDocumento20 páginasValor D Valor ZDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Efectos de Los Tratamientos Térmicos en La Concentración de Vitamina CDocumento10 páginasEfectos de Los Tratamientos Térmicos en La Concentración de Vitamina CThony LRAún no hay calificaciones
- TESIS AI175 - ZamDocumento92 páginasTESIS AI175 - ZamDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Reologia en AlimentosDocumento168 páginasReologia en AlimentosvallellisAún no hay calificaciones
- Vit C Degradación PDFDocumento13 páginasVit C Degradación PDFUNDERDOG FROZENAún no hay calificaciones
- Degradacion de La Vitamina C (Mango)Documento83 páginasDegradacion de La Vitamina C (Mango)Ivan Tito Cerna CastroAún no hay calificaciones
- Reologia en AlimentosDocumento168 páginasReologia en AlimentosvallellisAún no hay calificaciones
- Valor D Valor ZDocumento20 páginasValor D Valor ZDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Tratamiento TermicoDocumento32 páginasTratamiento TermicoLetsy Jimenez BernaolaAún no hay calificaciones
- Vit C Degradación PDFDocumento13 páginasVit C Degradación PDFUNDERDOG FROZENAún no hay calificaciones
- Evaluación cinética degradación vitamina C pulpa tumboDocumento62 páginasEvaluación cinética degradación vitamina C pulpa tumboDe La Cruz Vasquez JeffersonAún no hay calificaciones
- Cuadro Comparativo Culturas Mesoamericanas - CompressDocumento4 páginasCuadro Comparativo Culturas Mesoamericanas - CompressKarla Martínez.Aún no hay calificaciones
- Escucha Palabra DiosDocumento4 páginasEscucha Palabra DiosJose antonio Mamani vilaAún no hay calificaciones
- Carta Organica San Vicente Provincia de MisionesDocumento68 páginasCarta Organica San Vicente Provincia de MisionesValeria SuarezAún no hay calificaciones
- Reporte descriptivo observaciones/áreas rectificadas CEIDADocumento11 páginasReporte descriptivo observaciones/áreas rectificadas CEIDAAbdel RojasAún no hay calificaciones
- Resumen Pablos de MolinaDocumento77 páginasResumen Pablos de MolinaMaria Paula Ramon MayaAún no hay calificaciones
- Método de matrices para resolver sistemas linealesDocumento11 páginasMétodo de matrices para resolver sistemas linealesCOCINEROS CREWAún no hay calificaciones
- PUC-E Postgrado Ensayo The DoctorDocumento2 páginasPUC-E Postgrado Ensayo The DoctorAndrea EspinozaAún no hay calificaciones
- Practica 8 - Obtencion de ColestenonaDocumento7 páginasPractica 8 - Obtencion de ColestenonaJesus Tacuba Larumbe0% (1)
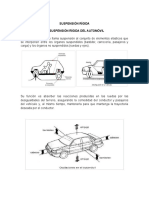
- Suspension RigidaDocumento5 páginasSuspension RigidaKamus Smuck VelasquezAún no hay calificaciones
- 1380962354.uso ConsuntivoDocumento27 páginas1380962354.uso ConsuntivolinobadboyforeverAún no hay calificaciones
- Comunicación Asertiva desde la Inteligencia EmocionalDocumento25 páginasComunicación Asertiva desde la Inteligencia EmocionalMónica Reneé SoriaAún no hay calificaciones
- Segmentación de mercado en empresas líderesDocumento3 páginasSegmentación de mercado en empresas líderesolives aguindaAún no hay calificaciones
- CPM PERT - UnlockedDocumento18 páginasCPM PERT - UnlockedAldair Paredes QuispeAún no hay calificaciones
- Cortes y EstacasDocumento5 páginasCortes y EstacasOlvin Quispe NinasivinchaAún no hay calificaciones
- 100000A32N Material S09.s1Documento25 páginas100000A32N Material S09.s1Andrea CruzAún no hay calificaciones
- Ideas principales y centrales de párrafosDocumento3 páginasIdeas principales y centrales de párrafosGladys NúñezAún no hay calificaciones
- Impressao - Nelms-Pliegues de La Economía Popular y Solidaria-Shareable DraftDocumento16 páginasImpressao - Nelms-Pliegues de La Economía Popular y Solidaria-Shareable DraftLucas Fettermann CamposAún no hay calificaciones
- Normas de Biotecnología en El Perú Seminario 9Documento25 páginasNormas de Biotecnología en El Perú Seminario 9Lucero SeireAún no hay calificaciones
- Manual Osteologia AntropologicaDocumento209 páginasManual Osteologia AntropologicaHumberto100% (7)
- Taller de Capacitacion Atencion Al ClienteDocumento33 páginasTaller de Capacitacion Atencion Al ClienteMarilia UgarteAún no hay calificaciones
- Su Media NaranjaDocumento2947 páginasSu Media NaranjaAndrea Doofenshmirtz80% (15)
- Piojos Liendres IIDocumento2 páginasPiojos Liendres IILis Ensalander100% (1)
- Actividad I - Paradigmas - LpnpaDocumento23 páginasActividad I - Paradigmas - LpnpaNick Casana PerezAún no hay calificaciones
- Zohar y Marshall - Inteligencia EspiritualDocumento299 páginasZohar y Marshall - Inteligencia Espiritualeloy_reinberg100% (2)
- Calculo Taller LimDocumento6 páginasCalculo Taller LimMaidyyulieth sanchez cuellarAún no hay calificaciones
- Grupodeinvestigaci Nydeabpc3 48753 8542197 ABPC ECOTERMO CENTROAM RICA S.A. GRUPO 3 PDFDocumento22 páginasGrupodeinvestigaci Nydeabpc3 48753 8542197 ABPC ECOTERMO CENTROAM RICA S.A. GRUPO 3 PDFJOSSELYN MELISSA SANDOVAL BOLAÑOSAún no hay calificaciones
- Laboratorio # 02 (LCK. La Primera Ley de Kirchhoff en C.a)Documento6 páginasLaboratorio # 02 (LCK. La Primera Ley de Kirchhoff en C.a)Ivan JulonAún no hay calificaciones
- 1S - Ficha n1Documento29 páginas1S - Ficha n1Roly Ortega MarcatomaAún no hay calificaciones
- Cronograma Prácticos - LUNESDocumento5 páginasCronograma Prácticos - LUNESjtvaldes100% (1)
- LIBRO Monitoreo y Manejo Del Venado Cola BlancaDocumento222 páginasLIBRO Monitoreo y Manejo Del Venado Cola BlancaSalvador Mandujano Rodríguez100% (9)
- Recetas para Diabéticos y Alimentos que Controlan la Diabetes: Plan de Comidas para Diabéticos de todas las edades que deseen una Dieta Saludable: Plan de comidas para diabéticos de todas las edades que deseen una dieta saludableDe EverandRecetas para Diabéticos y Alimentos que Controlan la Diabetes: Plan de Comidas para Diabéticos de todas las edades que deseen una Dieta Saludable: Plan de comidas para diabéticos de todas las edades que deseen una dieta saludableCalificación: 5 de 5 estrellas5/5 (1)
- Nuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaDe EverandNuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Receta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionDe EverandReceta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionCalificación: 4.5 de 5 estrellas4.5/5 (2)
- 50 Recetas Ketodeliciosas, Libro De Recetas Para Dieta CetogénicaDe Everand50 Recetas Ketodeliciosas, Libro De Recetas Para Dieta CetogénicaCalificación: 5 de 5 estrellas5/5 (3)
- Todo sobre el baby-led weaning: La mejor guía sobre el método de alimentación infantil más efectivoDe EverandTodo sobre el baby-led weaning: La mejor guía sobre el método de alimentación infantil más efectivoCalificación: 4.5 de 5 estrellas4.5/5 (3)
- El libro de cocina de "El código de la obesidad": Recetas para controlar la insulina, perder peso y mejorar tu saludDe EverandEl libro de cocina de "El código de la obesidad": Recetas para controlar la insulina, perder peso y mejorar tu saludCalificación: 4 de 5 estrellas4/5 (6)
- ¡Sana tu intestino!: Recetario de la Dieta GAPSDe Everand¡Sana tu intestino!: Recetario de la Dieta GAPSCalificación: 4.5 de 5 estrellas4.5/5 (4)
- DIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeDe EverandDIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeCalificación: 5 de 5 estrellas5/5 (4)
- La Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.De EverandLa Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.Calificación: 4 de 5 estrellas4/5 (7)
- Postres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaDe EverandPostres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaCalificación: 5 de 5 estrellas5/5 (17)
- Cocina mediterránea: Nuestras 100 mejores recetas en un solo libroDe EverandCocina mediterránea: Nuestras 100 mejores recetas en un solo libroCalificación: 3 de 5 estrellas3/5 (2)
- El libro de la nutrición práctica: Un vademécum completo y riguroso sobre la alimentación y cómo influye en su saludDe EverandEl libro de la nutrición práctica: Un vademécum completo y riguroso sobre la alimentación y cómo influye en su saludCalificación: 4 de 5 estrellas4/5 (1)
- Cocina vegetariana: Variada, fresca y saludableDe EverandCocina vegetariana: Variada, fresca y saludableCalificación: 4 de 5 estrellas4/5 (7)
- Pastelería exprés: Nuestras 100 mejores recetas en un solo libroDe EverandPastelería exprés: Nuestras 100 mejores recetas en un solo libroCalificación: 4 de 5 estrellas4/5 (12)
- MIXtipp: Recetas para Bebés y Niños Pequeños (español): cocinar con la Thermomix TM 5 & TM 31De EverandMIXtipp: Recetas para Bebés y Niños Pequeños (español): cocinar con la Thermomix TM 5 & TM 31Aún no hay calificaciones
- PANADERÍA Y PASTELERÍA COMERCIALDe EverandPANADERÍA Y PASTELERÍA COMERCIALCalificación: 5 de 5 estrellas5/5 (3)
- Pollo Gourmet - Consigue El Sabor Gourmet En Tus Comidas Diarias. Descubre El Sabor Gourmet Con Recetas de Pollo Economicas, Saludables Y ExquisitasDe EverandPollo Gourmet - Consigue El Sabor Gourmet En Tus Comidas Diarias. Descubre El Sabor Gourmet Con Recetas de Pollo Economicas, Saludables Y ExquisitasCalificación: 5 de 5 estrellas5/5 (1)
- Pescados: El arte de la técnica profesionalDe EverandPescados: El arte de la técnica profesionalCalificación: 5 de 5 estrellas5/5 (1)
- Cocinar para estar en forma: Nuestras 100 mejores recetas en un solo libroDe EverandCocinar para estar en forma: Nuestras 100 mejores recetas en un solo libroCalificación: 4 de 5 estrellas4/5 (8)
- Comida Mexicana: Las Recetas Secretas de AbuelaDe EverandComida Mexicana: Las Recetas Secretas de AbuelaCalificación: 4 de 5 estrellas4/5 (8)
- Harta de Lechugas: Recetas Veganas - Sencillas y deliciosas recetas para herbívoros hartos de comer ensaladaDe EverandHarta de Lechugas: Recetas Veganas - Sencillas y deliciosas recetas para herbívoros hartos de comer ensaladaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Pasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroDe EverandPasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroCalificación: 4.5 de 5 estrellas4.5/5 (20)